
超声波测厚仪在定位钢板反面结构中的应用
2016-03-10 01:22郭健
江苏船舶 2016年6期
郭 健
(中国船级社青岛分社,山东 青岛 266000)
超声波测厚仪在定位钢板反面结构中的应用
郭 健
(中国船级社青岛分社,山东 青岛 266000)
针对船舶建造中检查舱壁甲板两侧结构对位准确性问题,提出了一种操作简便快捷、适用性强、准确性高的定位钢板反面结构位置的工艺方法—超声波测厚仪定位法。从理论分析和实践验证的角度论证了超声波测厚仪定位法的可行性,从而在实际生产中为工艺改进和节省成本提供了有益的参考。
超声波测厚仪; 定位; 反面结构; 对位; 钢板
0 引言
船舶建造过程中经常会遇到要求舱壁或甲板两侧的结构精确对位的问题。然而,由于要求对位的结构常常位于钢板的两侧,无法直接通过测量来检查,这就为检查对位准确性带来了一定的困难。目前,虽然船厂有多种检查对位的方法,但准确性难以保证。因此,为提高船舶建造质量,有必要研究一种用于舱壁或甲板两侧的结构精确对位的检查方法。
本文介绍的超声波测厚仪定位法(以下称超声波定位法),所需工具仅为1台超声波测厚仪,可以从钢板正面准确地定位出钢板反面的加强结构,而且同样适用于常见的厚板。
1 船厂常用的检查方法
目前在船厂常用的检查方法有以下5种。
1.1 检查线法
检查线法要求在结构装配前画结构线的同时也画出检查线,具有准确直观的优势,是目前船厂装配精度控制的最主要方法。缺点是对船厂质量体系要求高,且检查线在后续施工中常常被破坏难以识别。
1.2 敲击法
敲击法是通过敲击钢板听声音辨别反面结构的位置。缺点是准确性较低,难以精确定位。
1.3 涂刮法
涂刮法是用粉笔或石笔涂刮钢板,反面已焊接的结构会显现在涂刮痕迹上。缺点是板厚超过16 mm时,则很难涂刮出反面结构的痕迹。
1.4 油漆烤痕法
油漆烤痕法是通过在一侧烤钢板,使反面油漆出现烤痕,再以烤痕为参照,测量反面结构的位置。缺点是准确度不高,且会破坏油漆。
1.5 钻孔法
钻孔法是在钢板上钻个小孔,再以小孔为参考,测量反面结构的位置。缺点是会破坏钢板。
在实际生产过程中,检查线常常被破坏,以致无法分辨。尤其对于较厚的板材来讲,两侧结构对位情况的检查就成了困难、繁琐而且准确性差的工作,例如,船舶主机及辅机基座与反面加强的对位,甲板上系泊设备与甲板下加强的对位等。
2 超声波测厚仪原理介绍
超声波测厚仪是根据超声波脉冲反射原理来进行厚度测量的。当探头发射的超声波脉冲通过被测物体到达材料分界面时,脉冲被反射回探头,通过精确测量超声波在材料中传播的时间来确定被测材料的厚度。
当钢板的反射面不平行于测厚探头所在平面时,由于反射的超声波脉冲回波脱离了探头的范围,这时候测厚仪接收不到有效回波,将不显示示数。
超声波定位法原理示意图如图1所示。图1显示,用超声波测厚仪的探头在甲板正面扫查,测厚仪将显示甲板厚度。将探头按图示方向缓缓移动,当探头到达反面结构焊脚根部上方时,测厚仪示数将从甲板厚度变化为无示数;继续移动探头,当探头到达角焊缝熔深处,测厚仪示数将从无示数变化为甲板厚度;继续移动探头,按照同样方法可探测出另一面焊脚的熔深处和根部。这样就精确定位出角焊缝的位置,从而精确定位出反面结构的位置。

图1 超声波定位法原理示意图
3 试验验证
理论上可行,但实际的可操作性和精确度如何,还需要实践来验证。为此,作者设计了3组试验,分别来验证如下命题。
(1)超声波脉冲主要是从圆探头圆心发射的。
(2) 实际探测时检验是否具有可行性并且操作简便。
(3)实际探测的结果是否准确可靠。
试验1:用厚度试块验证超声波脉冲主要是从圆探头圆心发射的。
超声波能量主要集中在声源正前方以声轴为中心的主声束,其余部分声束的能量很小,可以忽略不计。对于圆探头来讲,超声波的声轴为圆心法线,超声波脉冲沿着圆心法线具有集中指向性,如图2所示。下面的试验将验证这一点。
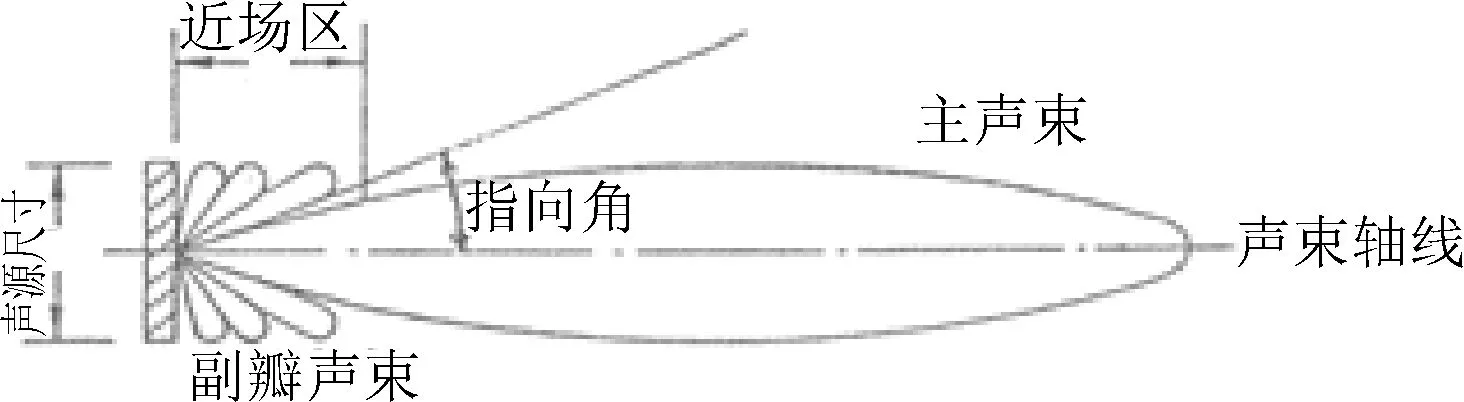
图2 圆探头声场指向性示意图
将探头从试块中心向外缓缓移动,测厚仪显示的是试块厚度。当探头圆心移出试块边缘,测厚仪显示屏变化为无示数。
试验结论:超声波脉冲是从圆探头圆心发射的,当测厚仪示数发声变化时,探头圆心的位置即对应着钢板反射面变化的位置。
试验2:在实船上试验超声波定位法的可行性和操作简便性。
在甲板上某绞车基座处测量其反面加强结构的对位情况,如图3所示。
第1步,定位角焊缝的焊脚根部。在测量部位涂上水作耦合剂,用测厚探头从反面构件一侧开始沿垂直于反面构件的方向缓慢移动,当测厚仪示数从甲板板厚变成无示数时,用短铁丝标识出探头圆心的位置。

图3 实船测量反面结构位置
第2步,定位角焊缝最大熔深位置。继续缓慢移动探头,测厚仪持续一段距离无示数。当测厚仪示数从无示数变化为甲板板厚时,用短铁丝标识下此时探头圆心的位置。
第3步,定位另一侧角焊缝最大熔深位置。继续缓慢移动探头,测厚仪持续一段距离一直显示甲板厚度。当测厚仪示数从甲板板厚变成无示数时,用短铁丝标识出探头圆心的位置。
第4步,定位另一侧角焊缝焊脚根部。缓慢移动探头,测厚仪持续一段距离无示数。当测厚仪示数从无示数变化为甲板板厚时,用短铁丝标识下此时探头圆心的位置。继续移动探头,测厚仪示数始终显示甲板板厚,则说明已经脱离反面结构区域。
第5步,根据做出的4个标识,来判定反面结构的位置。
试验结论:实际操作过程简便,测厚仪示数的变化与理论分析一致,具有简便可操作性。
试验3:在实船上验证超声波定位法的准确性。
验证1,对某基座面板下可见的筋板进行超声波定位,并与实际位置对照,如图4所示,定位非常准确。
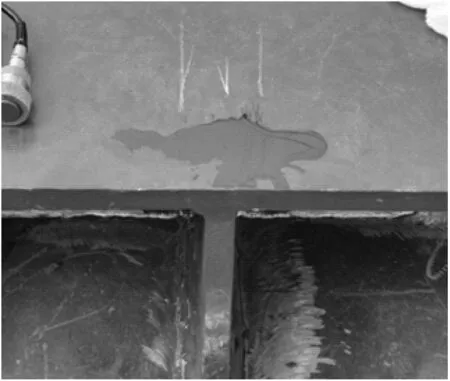
图4 对某基座面板下的筋板定位
验证2,对某工艺孔附近的甲板纵骨进行超声波定位,并与实际构件对照,如图5所示,定位非常准确。
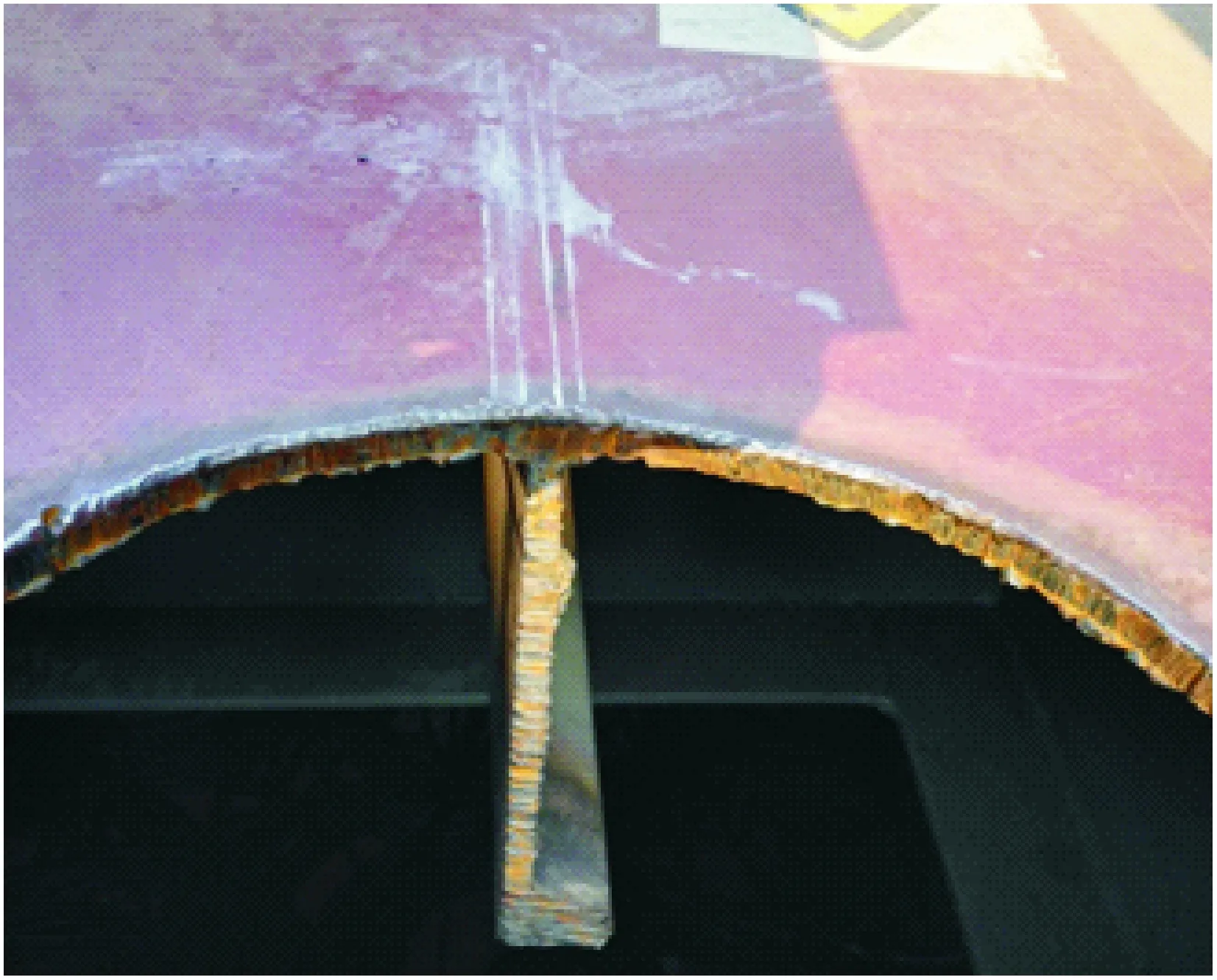
图5 对某工艺孔附近的甲板纵骨定位
试验结论:超声波定位法准确可靠,可以满足建造精度的检测需求。
4 实际应用
在征得船厂、船东的同意后,将超声波定位法应用于在建3 600 t起重船的吊臂支座、绞车基座、锚机基座等与甲板下加强结构的对位测量。经过培训的操作人员,在较短的时间内,就能将反面加强结构的位置标记在甲板上,便于检查验收。这次测量检查出了绞车基座及3903吊臂支座与甲板下加强对位偏差超标。船厂根据测量结果对相应加强结构进行了调整。
5 局限性
由于超声波定位法的原理是通过定位出焊脚的边界,从而间接定位处反面结构,所以这种方法同样具有局限性。对于反面结构两侧焊脚大小差别比较大,以及复杂节点处的定位,不够直观。这时候就要通过到反面做一些实际观测,取得焊脚大小以及实际节点的具体数据来辅助测量。
6 结语
需要说明的是,本文仅针对定位填角焊缝的反面结构进行了分析,而对于深熔焊或者全焊透反面结构,其定位过程中示数变化规律又有所不同,本文没有一一列出。不过, 根据相似的原理和适当的方法,同样可以较为精确地测量出反面结构的位置。
通过上述理论分析及实船试验,论证了超声波定位法在定位钢板反面结构的应用具有操作简便快捷、适用性强、结果准确等优势,是一种值得交流与推广的工艺方法,对船厂节省人力物力成本,缩短工期,提高建造精度水平都有积极的意义。
[1] 李新. 浅谈超声波测厚[J].无损检测, 1995, 17(9): 258-259,261.
[2] 林猷文, 张小燕. 超声检测技术[M]. 北京: 人民交通出版社, 2010.
2016-04-28
郭健(1988—),男,注册验船师,从事船舶及海洋工程项目建造及营运检验工作。
U671.99
A
猜你喜欢
天津音乐学院学报(2022年2期)2022-07-28
——论传统对位教学两种体系的冲突
艺术探索(2020年1期)2020-05-08
音乐研究(2019年5期)2019-11-22
中等数学(2018年1期)2018-08-01
理科考试研究·初中(2016年12期)2017-07-31
艺术评论(2016年3期)2016-12-08
试题与研究·教学论坛(2015年13期)2015-10-27
数学教学通讯·初中版(2014年1期)2014-02-14
数学大世界·初中生辅导版(2010年2期)2010-03-08
数理化学习·高一二版(2009年7期)2009-11-23
