
地铁车辆侧梁上盖板模具的模拟成型设计研究
2016-03-21 06:05王金金史丽萍马冬莉徐志强张海燕
轨道交通装备与技术 2016年2期
王金金 史丽萍 马冬莉 徐志强 张海燕
(中车唐山机车车辆有限公司制造技术中心 河北 唐山 063035)
地铁车辆侧梁上盖板模具的模拟成型设计研究
王金金 史丽萍 马冬莉 徐志强 张海燕
(中车唐山机车车辆有限公司制造技术中心 河北 唐山 063035)
详细介绍了地铁车辆侧梁上盖板成型所用模具的设计过程,通过仿真设计软件Dynaform进行凸、凹模成型仿真模拟,设计出带有回弹补偿的凸、凹模模面。模具制成后进行了实验验证,成功压型出该工件,证明了此种工艺的可行性。
侧梁;上盖板;压型;工艺
侧梁上盖板是某地铁车辆转向架上的重要工件(见图1),该工件属于左右对称结构,内侧与外侧折弯位置相距179 mm,折弯半径R334 mm、R200 mm,料厚16 mm,该工件制造难点在于内外折弯处高度尺寸相对折弯半径太近,折弯机无法折相邻的第2个弯,只能考虑模具成型。而该工件属于厚料成型,回弹特别难控制,如何计算工件的回弹,成为设计此模具的关键,对于此种厚板成型的工件,以往都是根据设计者的经验进行模具设计,模具制成后,需要进行板料压型实验,通过测量实验压型工件的数据来反复修改模具的凸、凹模刃口角度,大大延长了模具的制造周期,增加了模具的制造成本。近期中车唐山机车车辆有限公司引进了Dynaform仿真设计软件,在本次模具设计中,结合该软件进行凸、凹模仿真设计。

图1 侧梁上盖板工件
1 压型设备的选用
工件弯曲力的计算[1]:工件折弯处料宽度b=230 mm,工件厚度为t=16 mm,耐候钢材料的抗拉强度δS=340 MPa~370 MPa,取δS=370 MPa[2]。
工件在成型过程中底部有托板,属于约束弯曲,所需弯曲力P=2C4PA,PA=(C1/3)δSbt,所以P=2C4(C1/3)δSbt=408.48 t。
式中:PA为自由弯曲时的弯曲力,t;C4为系数(当工件折弯底部平整,并解决回弹,此时系数一般取3);C1为系数,一般为1.0~2.0,折弯半径值小时取大值,本工件折弯半径为R200 mm和R300 mm,属于较大半径,C1取1.5;b为板料宽度,mm;t为板料厚度,mm。
通过对工件中性层展开件进行计算,得出工件展开长度L工件=3 408 mm,公司现有的800 t压力机工作台面满足L机>L工件,弯曲力P机>P,满足使用要求。
2 利用Dynaform进行凸、凹模仿真设计
Dynaform软件是一种模具成型辅助设计软件,可以通过工件产品的外形,假设凸、凹模模面,通过设定压型条件(如压力、对称性、设备单双动、板料材质、厚度等),模拟出工件被压型后及产生回弹后的压型结果,通过多次设定回弹补偿,重新生成凸、凹模模面,比较回弹前及回弹后工件重合度,最终确定回弹补偿后的凸、凹模模面。
压型参数:设定压力为410 t,工件设定为中心线左右对称(本次模拟以工件左侧为例),压型过程中设备运动方向为由上向下只向一个方向运动,所以工序设置为单动,板料材质为SPFC590Y.36(此材质在材料库中为日系标准的材料,其力学性能与本工件的耐候钢的力学性能相似,所以以此代替);厚度为16 mm。
通过工件的产品外形尺寸,分离出凸、凹模模面(见图2、图3)。提交软件运行后,计算出回弹后的工件外形(见图4),从图中可量出在工件边缘处的回弹值大概为+27.5 mm。

图2 模拟凸模刚接触板料时状态

图3 模拟凸、凹模闭合时状态

图4 回弹后工件模拟(上侧)与标准工件(下侧)外形比较图
板料在成型后各部位的减薄情况如图5所示,板料压型前为16 mm,模拟压型后最厚处为15.998 mm(下侧),最薄处为15.949 mm(上侧),满足工件的厚度尺寸要求。

图5 板料减薄情况分布图
在多次设定回弹补偿后,将工件回弹后图像与标准工件图像相对比,发现两者在工件边缘处的回弹量减小到2 mm左右(见图6),对于料厚16 mm的工件来说,满足公差要求。继而得出有回弹补偿的凸、凹模模面(见图7),最终测定的凸、凹模模面边缘的回弹补偿值为15.7 mm。

图6 回弹补偿后压型工件模拟与标准工件比较图
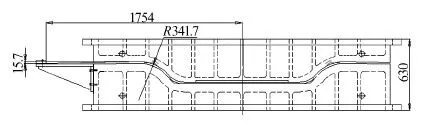
图7 侧梁上盖板模具图
3 结语
根据侧梁上盖板的工件三维图设计了有回弹补偿的凸、凹模模面,从而设计出压型模具。板料下料后,用该模具成型,通过对多个成型工件的数据进行测量,实际工件回弹值为(-1.3~+2.5)mm,满足工件的公差要求,此模具不需要修改模具的凸、凹模刃口角度,大大缩短了模具的制造周期,减少了制造成本。证明通过该软件模拟的压型数值可信,为以后类似工件的制造工艺提供了有价值的参考。
目前该模具已投入使用,生产的工件实际回弹值在(-1.4~+3.0)mm之间,解决了转向架侧梁上盖板的生产关键。
[1] 万站胜,顾圣岩,庞 锐.冲压模具设计[M].北京:中国铁道出版社,1983.
[2] 张志禄,谷维忠.耐候钢冲压加工技术手册[M].北京:中国铁道出版社,1993.□
(编辑:缪 媚)
2095-5251(2016)02-0028-02
2015-07-20
王金金(1983-),女,本科学历,工程师,从事轨道车辆工装设计工作。
U270.6
B
猜你喜欢
模具制造(2022年2期)2022-03-25
施工技术(中英文)(2021年12期)2021-08-05
模具制造(2021年1期)2021-02-28
四川建筑(2020年3期)2020-07-18
科学技术创新(2020年3期)2020-03-24
建材发展导向(2019年21期)2019-11-28
制造技术与机床(2018年11期)2018-11-23
北京航空航天大学学报(2016年7期)2016-11-16
锻造与冲压(2016年22期)2016-06-21
中国科技纵横(2015年1期)2015-12-27
