3104铝板带热连轧过程热力耦合分析*
2016-06-16 03:13牛金霞孙建林甄福强
中北大学学报(自然科学版) 2016年2期
牛金霞,李 戬,孙建林,甄福强
(1.青海大学 机械工程学院,青海 西宁 810016; 2. 北京科技大学 材料科学与工程学院,北京 100083)
3104铝板带热连轧过程热力耦合分析*
牛金霞1,李戬1,孙建林2,甄福强2
(1.青海大学 机械工程学院,青海 西宁 810016; 2. 北京科技大学 材料科学与工程学院,北京 100083)
摘要:轧制过程是一个非常复杂的大变形过程,难以用准确的数学模型来描述. 有限元法不但能解决复杂的非线性问题,而且克服了传统的物理模拟和实验研究成本高且效率低的缺点. 通过Gleeble-1500热模拟机进行热压缩实验构建3104铝合金的本构方程,并嵌入到铝板带热连轧三维MSC. Marc有限元模型中. 有限元分析热连轧过程温度场和轧制力分析结果表明: 全流程温度变化主要发生在第1道次; 模拟温度与实测温度接近; 轧制力误差在5.0%范围内. 该模型能够在实际生产中工艺优化起到重要指导作用.
关键词:3104铝板带; 本构方程; 热连轧; 势力耦合分析
0引言
热连轧具有生产效率高、 产量大、 成本低、 产品质量好等优点,已成为铝板带的主要生产方式[1]. 在铝板热连轧过程中,应力应变场和温度场的分布直接影响着轧机负荷地合理分配和最终产品的尺寸精度,因此,建立有限元模型模拟热连轧过程,并分析轧件塑性变形规律、 温度场变化和预报轧制,可为工艺参数的制定和优化提供理论依据[2].
近年来,铝板带热连轧数值模拟越来越受到重视,然而研究主要集中在二维或三维单物理场有限元模拟分析领域,对多道次热连轧过程三维热力耦合有限元模拟却关注较少[3-6]. 本文基于大型通用有限元分析软件MARC建立铝合金三维热连轧模型,分析轧件温度分布规律,并将模拟轧制力与实际生产值进行对比.
1本构方程
实验材料为3104铝合金,采用Gleeble-1500热模拟试验机得到在不同温度、 不同变形速率条件下的真应力-真应变曲线,并对摩擦和温度进行修正得到更为准确的真应力-真应变曲线,如图 1 所示[7].
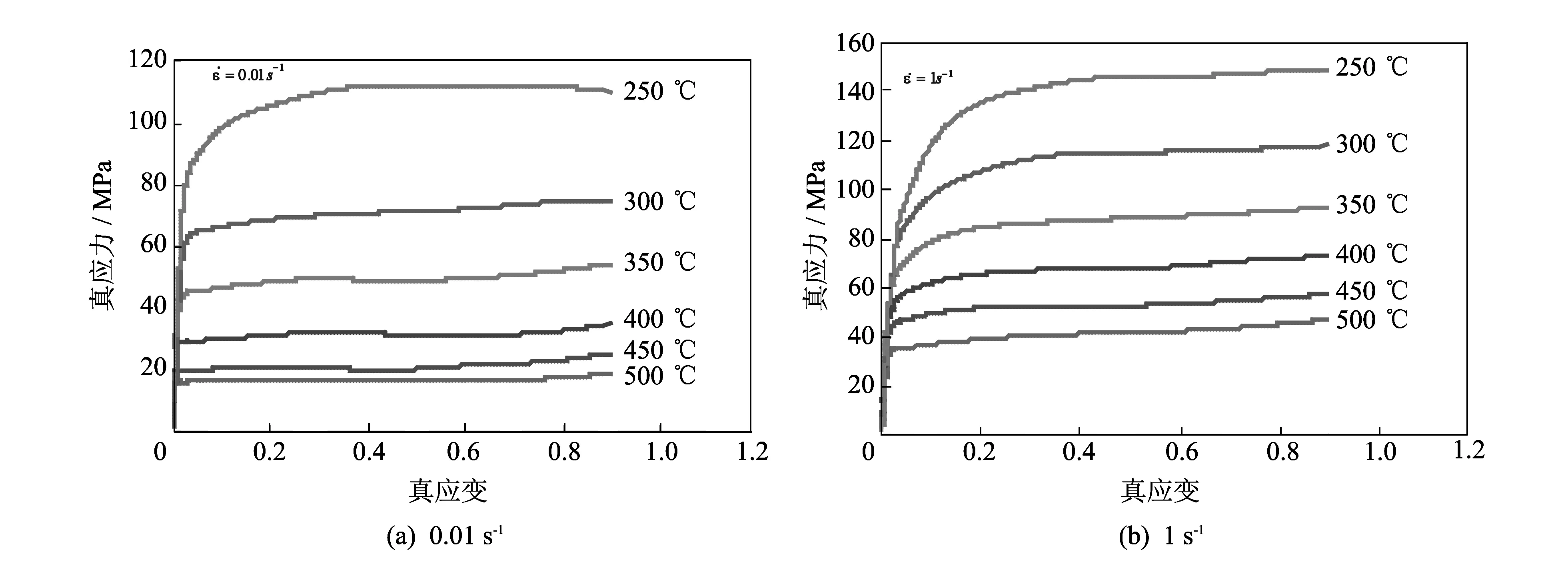
图 1 不同变形条件下的真应力-真应变曲线Fig.1 The true stress-strain curves under different deformation conditions
基于Sellars和Tegart[8]提出的一种包含双曲正弦形式的Arrhenius关系来表征材料的热变形行为,材料常数求解流程如图 2 所示.
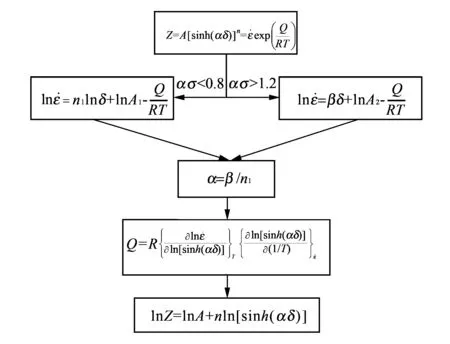
图 2 材料常数求解流程图Fig.2 The flow chart of material constant’s count
将材料在不同变形条件下的峰值应力代入流程图中,得到3104铝合金本构方程
(1)
式中:σ是流动应力;A,α是材料常数;Z是Zener-Hollomon参数;T是开尔文温度;R是气体常数(8.314 J/(mol·K)). 本构方程的准确性直接影响到数值模拟的精度,采用统计学方法,引入相关系数R2和平均相对误差系数Er对比修正后的应力与预测应力,具体公式为[9]
(2)
(3)

2有限元模型及边界条件
轧制采用4机架热连轧生产模式,轧件断面尺寸为1 950 mm×30 mm,目标厚度为2.2 mm,轧辊尺寸为φ750 mm×2 350 mm,考虑到对称性,对轧件进行1/4简化. 轧辊设置为刚性辊,温度恒定为60 ℃,对轧件采用八节点六面体网格划分. 为实现轧件与轧辊的咬入,在轧件尾部加一刚性板面推动工件强迫咬入后撤回[10]. 环境温度为20 ℃,工件与轧辊热传导换热系数为80 kW/(m2·K),变形过程中塑性功转热比为0.9,摩擦生热系数为1,对称面与环境绝热.
在铝板带热连轧模拟过程中,轧件宽厚比非常大,轧件较长,若一次性模拟所有道次则网格数量非常多,计算时间长,对微机容量有非常高的要求. 因此,在不影响计算精度的条件下采用分段模拟的方法,将上道次的结构和温度作为下道次初始模型进行数值计算,并切去头尾长度以满足稳定轧制. 由于热连轧过程中各道次变形量大,各道次压下率都在50%左右,网格畸变严重影响计算精度,故每道次变形之后对轧件网格进行重构以提高计算精度,图 3 为轧板F1机架变形后的网格和重构网格.

图 3 优化前后单元网格形态Fig.3 The mesh before and after optimization
3温度场分析
利用有限元模型分析3104铝板带热连轧过程的热力耦合过程. 选取轧板表面和中心节点,提取结果数据,绘制轧制过程温度变化曲线如图 4 所示.
从图 4(a) 可以看出,在轧制过程中轧板与较低温度的轧辊接触,并发生热传导使得轧件表面温度明显下降. 另外,轧件产生塑性变形使得心部温度有所上升,因此呈现表面温度先下降后上升,而心部温度先上升后下降的规律. 由于精轧过程板带较薄,故轧件温度逐渐趋于一致.
图4(b)为表面和心部的温度变化曲线,轧板温降主要发生在第1道次,温度从380 ℃下降为343 ℃,在第4道次轧制时,轧件的出口温度大于入口温度,即对轧件温度起到升高作用,这是因为轧制速度越来越快,轧件与轧辊接触时间减少,故塑性变形热和摩擦产热的温升作用大于接触传热和对流辐射的温降作用. 最终,模拟温度 330 ℃ 与实测温度325 ℃相近,表明该模型能很好预测3104铝板带热连轧过程的温度变化规律.
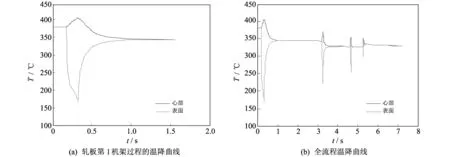
图 4 轧板表面与中心温度变化Fig.4 The temperature curves of surface and center points
4轧制力分析
图 5 为4个道次轧板轧制力的历史曲线,可见轧件进入稳定轧制阶段后轧制力稳定在一定范围内,且由于绝对压下量逐渐减小,各机架轧制力呈现递减规律.
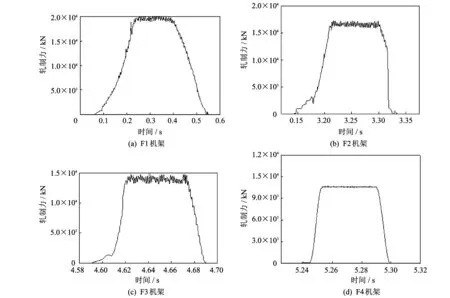
图 5 各道次轧制力历史曲线Fig.5 The rolling force during different rolling process
表 1 为各道次轧制力模拟值与实际值的对比,可以看出两者吻合较好,误差在5.0%范围以内,表明模型精度较高,能够很好预测3104铝板带热连轧过程的轧制力分布规律.
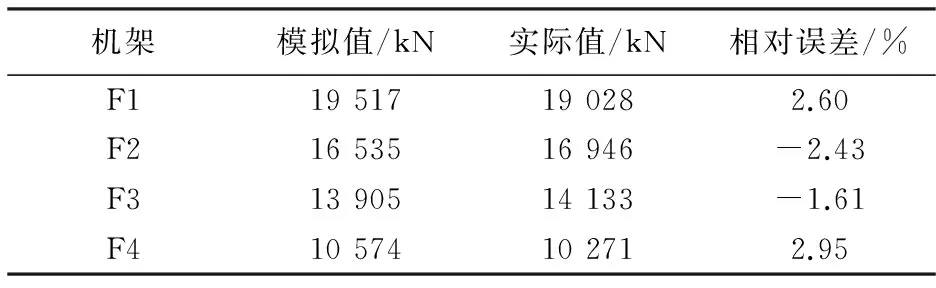
表 1 轧制力模拟值与实际值对比
5结论
1) 通过Gleeble-1500热模拟实验得到3104铝合金在不同变形条件下的真应力-真应变曲线,进而获得有限元模拟所需的材料模型,并验证其有很好的可靠性;
2) 热连轧过程中,轧板表面温度先下降后上升,而心部温度先上升后下降,最终轧件温度趋于一致. 并对全流程温度变化分析,表明温降主要发生在第1道次;
3) 模拟温度与实测值吻合较好,且轧制力模拟值与实际值基本接近,验证了三维热力耦合模型的准确性,故能够很好的分析温度变化和轧制力分布规律,并对实际生产和工艺优化提供重要参考.
参考文献:
[1]赵士庆,王春华. 铝合金热轧及热连轧技术[M]. 北京:冶金工业出版社,2010.
[2]刘坚,毛大恒,湛利华. 2124铝合金超厚板热轧过程温度场的数值模拟[J]. 机械工程材料,2009,33(1): 86-89.
Liu Jian,Mao Daheng,Zhan Lihua. Numerical simulation of temperature field in hot rolling process of extra-plates of 2124 aluminum alloy[J]. Materials for Mechanical Engineering,2009,33(1): 86-89. (in Chinese)
[3]康煜华,刘义伦,何玉辉. 铝合金热轧过程塑性变形分析[J]. 机械强度,2012(3): 455-458.
Kang Yuhua,Liu Yilun,He Yuhui. Deformation analysis of the hot rolling process of aluminum alloy[J]. Journal of Mechanical Strength,2012(3): 455-458. (in Chinese)
[4]王卫卫,易幼平,谢满棠. 铝合金板带热连轧轧件温度场的有限元模拟[J]. 机械工程材料,2013,7(37): 98-102.
Wang Weiwei,Yi Youping,XieMantang. Thermal field FEM simulation in multi-pass hot rolling process for aluminum plate[J]. Materials for Mechanical Engineering,2013,7(37): 98-102. (in Chinese)
[5]何玉辉,刘义伦,邓高潮,等. 工艺参数对铝板带热轧过程总温降影响的数值模拟[J]. 中南大学学报(自然科学版),2007,38(4): 728-733.
He Yuhui,Liu Yilun,Deng Gaochao,et al. Numerical simulation of influence of process parameters on aluminum plate’s temperature drop during hot rolling[J]. Journal of Central South University(Science and Technology),2007,38(4): 728-733. (in Chinese)
[6]康煜华,刘义伦,何玉辉. 铝合金单道次热轧过程的温度模拟[J]. 机械工程材料,2010,34(4): 92-96.
Kang Yuhua,Liu Yilun,Heyuhui. Temperature simulation of single pass hot rolling process of aluminum alloy[J]. Materials for Mechanical Engineering,2010,34(4): 92-96. (in Chinese)
[7]Zhen Fuqiang,Sun Jianlin,Li Jian. Constitutive equation for 3104 alloy at high temperatures in consideration of strain[J]. High Temperature Materials and Processes,2015(10): 1515.
[8]Sellars C M,Tegart W J. Physical metallurgy of thermo-mechanical processing of steels and other metals[J]. Science Review Methods,1966,63(3-4): 731-746.
[9]Mandal S,Rakesh V,Sivaprasad P V,et al. Constitutive equations to predict high temperature flow stress in a Ti-modified austenitic stainless steel[J]. Materials Science and Engineering A,2009,500(1-2): 114-121.
[10]马存强,侯陇刚,张济山,等. 铝合金板材异步轧制翘曲缺陷的有限元数值分析[J]. 塑性工程学报,2014,21(1): 71-77.
Ma Cunqiang,Hou Longgang,Zhang Jishan,et al. Numerical study on warp defects of aluminum alloy sheets during the asymmetric rolling[J]. Journal of Plasticity Engineering,2014,21(1): 71-77. (in Chinese)
Coupled Thermo-Mechanical Analysis for Hot Continuous Rolling of 3104 Aluminum Strip
NIU Jin-xia1, LI Jian1, SUN Jian-lin2, ZHEN Fu-qiang2
(1. School of Mechanical Engineering, Qinghai University, Xining 810016, China;2. School of Materials and Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract:Because of the complexity during hot continuous rollingprocess,it is difficult to describe with accurate mathematical model. However, Finite Element Method (FEM) can not only solve the complicated nonlinear problem, but also overcome the shortcomings of the high cost and low efficiency by the traditional physics simulation and experimental research. The constitutive equation of 3104 aluminum alloy is developed by hot compressing test on Gleeble-1500 simulator, and embeded in 3D finite element model of aluminum hot continuous rolling strips by software MSC. Marc. Analysis on temperature filed and rolling force during hot rolling process and the result shows that temperature drop is the largest in the first pass, the value of temperature simulated is closed to the measured data, and the difference between simulated and measured rolling forces is less than 5%. The finite element model can provide the important guidance for the optimization of technological parameters.
Key words:3104 aluminum strip; constitutive equation; hot continuous rolling; coupled thermo-mechanical analysis
文章编号:1673-3193(2016)02-0193-05
*收稿日期:2015-10-11
基金项目:青海省科技计划资助项目(2013-G-Q15A-1)
作者简介:牛金霞(1978-),女,副教授,硕士,主要从事金属材料组织与性能的控制研究.
中图分类号:TG335.11
文献标识码:A
doi:10.3969/j.issn.1673-3193.2016.02.018
猜你喜欢
钛工业进展(2022年1期)2022-03-14
建材发展导向(2021年9期)2021-07-16
沈阳大学学报(自然科学版)(2021年2期)2021-05-07
舰船科学技术(2021年12期)2021-03-29
商品与质量(2020年23期)2020-10-09
电子制作(2019年19期)2019-11-23
制造技术与机床(2019年9期)2019-09-10
中南大学学报(自然科学版)(2017年11期)2017-12-11
海军航空大学学报(2015年1期)2015-11-11
汽车维护与修理(2015年6期)2015-02-28