
八通道功率放大器批量生产幅相一致性研究
2016-08-29 09:35薛羽,李伟
现代雷达 2016年6期
薛 羽,李 伟
(南京电子技术研究所, 南京 210039)
八通道功率放大器批量生产幅相一致性研究
薛羽,李伟
(南京电子技术研究所,南京 210039)
在有源相控阵天馈系统中T/R组件是最关键的部件。在T/R组件中功率组件是关键组件之一,正在朝多通道综合一体化方向发展。相控阵雷达往往需要成千上万的T/R组件,所以多通道功率放大器的幅相一致性对批量生产提出了高要求。文中分析了S波段八通道功率放大器组件影响幅相一致性的因素,根据批量生产的工艺流程开发了流水作业、优化的工装设计、自动测试系统等解决措施,实现了功率放大器的批量生产对幅相一致性的要求。
功率放大器组件;幅相一致性;生产周期;批量生产技术
0 引 言
T/R组件是有源相控阵雷达的核心部件[1],数量成千上万,其技术指标、结构工艺、可靠性及成本直接关系到系统的成败[2]。固态功率放大器组件是T/R组件中的关键组件之一,功率组件之间幅度、相位跟踪的偏移,即幅相一致性直接影响T/R组件的性能。随着用户需求的扩大和装备生产周期的缩短,功率放大器组件的可批量生产性成为了关键技术。考虑到维修互换性,为了得到良好的幅相一致性,功率放大器组件的批量生产对生产工艺和电性能一致性提出了更高要求。本文根据某相控阵雷达T/R组件中的S波段八通道功率放大器组件的批量生产要求,分析了批量生产影响幅相一致性的因素,提出了合理的批生产流程、流水组装工艺、幅相调试、自动测试技术方案,经过验证、优化和固化生产工艺,有效地解决了功率放大器组件幅相一致性,保证了T/R组件和雷达装备批生产的交付周期。
1 八通道功率放大器组件
1.1功率放大器的组成框图
S波段八通道功率放大器组件由一个子阵功率放
大器和八个主通道功率放大器组成。子阵功放和八通道功放之间采用了功率分配和匹配电路设计方法,在晶体管输出端接一个隔离器防止牵引过大引起的失配[3]。子阵功率放大器链路组成框图见图1,单通道功率放大器链路框图组成见图2。
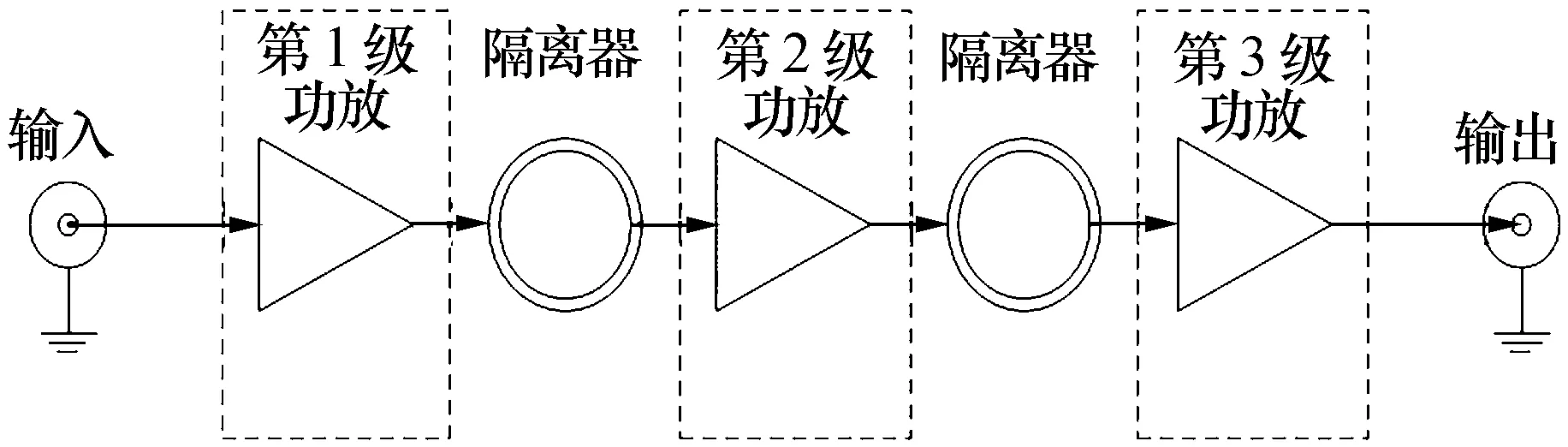
图1 子阵功率放大器的组成框图
1.2功率放大器的工作原理
本S波段八通道功率放大器组件中子阵功率放大
器采用三级放大链路,第一级采用单片放大器,第二、第三级采用微波功率晶体管放大器。晶体管放大器的输入、输出匹配电路采用电抗性转换网络,把晶体管低输入阻抗变换到50Ω的源阻抗,保证了放大器功率增益的平坦性。放大器输出阻抗的变化是导致单级放大器相位变化的主要因素,而后级功率放大器的输入阻抗变化反映为前一级放大器输出阻抗的变化。因此,级间采用隔离器改善晶体管的驻波特性,保证在输入激励变化全过程中使输出功率受输入激励信号幅度起伏影响减小,更易于保持输出信号的幅相一致性。
子阵功率放大器采用脉冲工作方式,输入功率为mW量级,输出功率允许一定范围的波动,并且经过一分八的串馈功分器,分成八路信号作为八通道功放的输入激励信号,单通道功放中采用与子阵功放一样的功率管、结构形式和工作方式,八通道功放输出分八个端口。
本文中微波脉冲功率晶体管采用结构参数和工艺参数稳定的国产NPN型双极晶体管,输入、输出匹配电路采用高介电系数印制板优化设计[4]。
1.3批量生产要求
八通道功率放大器组件的批量生产是从元器件、零部件、外壳到组件的加工集成过程,涉及了零部件装配、元器件电装、接插件装配、走线、微波性能调试、测试等多道生产工序。八通道功率放大器组件批生产流程框图见图3。
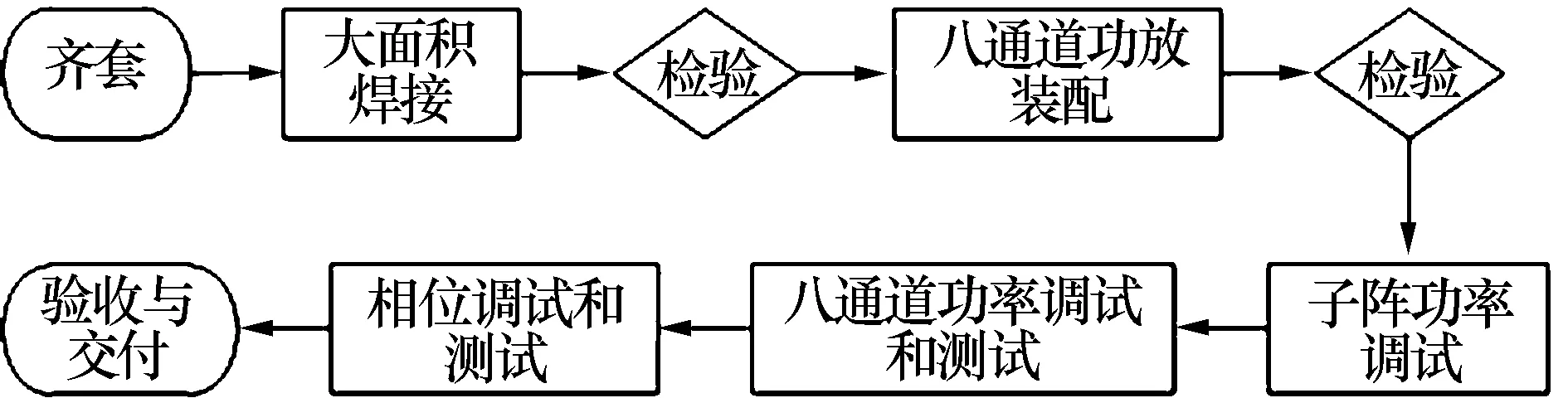
图3 八通道功率放大器组件批生产流程框图
该流程以齐套完成转大面积焊接为开始节点,以验收合格交付为终止节点,产品经过五个工序和两个检验点,流程中的齐套作为前提保障不计入实际生产周期中。八通道功放组件每天(按7h实际工作时间计算)的产能:大面积焊接24个(共192个通道),八通道功放装配24个(共192个通道),调试和测试22个(共176个通道)。
某相控阵雷达装备用户需求:批次数量4 760个通道,幅度一致性不超过±1.2dB,相位一致性不超过±45°,周期24d。对于4 760个通道的功放组件按常规的生产方式,大面积焊接需要约25个工作日,八通道功放装配需要约25个工作日,调试和测试需要约27个工作日,加上上道工序完工以后小批次转下道工序的串行生产模式,预计生产周期需要60个工作日。因此,需要研究新的生产模式以满足用户需求。
2 批量生产技术研究
为了提高本S波段八通道功放组件产能,首先对各个生产工序的固有生产方式影响功放组件幅相一致性的因素进行分析,并提出了关键因素的控制方法,经过流水生产初步设计、生产验证、优化和固化等多个阶段,逐步形成了各个工序的高效生产节拍;然后,对八通道功率放大器组件批量生产全流程进行流水生产节拍设计和生产验证,通过配合工装设计和自动测试系统的研发,固化了批量生产技术状态和工序过程改进成效,形成了以下生产规范。
2.1大面积焊接
大面积焊接主要完成功率管输入、输出匹配电路片与底板(即组件外壳)的焊接,其焊接位置一致性和焊透率是影响幅相一致性的关键因素。为保证输入、输出匹配电路片大面积焊接可靠性和一致性,根据电路片特点设计制造了专用的焊接夹具,保证焊接一致性的调试,保证焊透率>80%,满足了批量生产的要求。
大面积焊接工序设置八个流水工位,分别完成阻焊、涂胶、焊膏印刷、贴装、再流焊、清洗、修整、检验,生产节拍14min,每天按7h实际工作时间计算,日均完成30个八通道功率放大器大面积焊接,即共240个通道。
2.2八通道功放装配
八通道功放装配是在大面积焊接转来的外壳内完成所有元器件、接插件、功率管的装配,并完成走线及焊接。该道工序不同的装配人员和元器件是影响幅相一致性的关键因素。为保证八通道功放组件的装配质量,根据组件的特点拆分了该道装配工序,形成流水生产方式及同一整件和元器件由同一人员装配,装配影响因素大大降低,同时,保证元器件的同批次性。因此,满足了批量生产的要求。
八通道功率放大器装配工序设置16个工位,分成两条八工位流水装配线,分别完成模块装配I、模块焊接I、模块装配II、模块焊接II、元器件装配、元器件焊接、布线焊接、其他与检验,生产节拍28min,每天按7h实际工作时间计算,日均完成30个八通道功率放大器装配,即共240个通道。
2.3子阵功率放大器调试
要控制幅相误差,首先必须了解功放的幅频和相频特性,并对它们进行幅相测量,以对其进行质量控制。系统形成后,对其进行幅相测量和调整,以实现所需的幅相要求[5-6]。
子阵功率调试是在八通道功放装配转来的组件上完成子阵功率放大器的功率幅度调试,子阵功率放大器功率幅度测试系统采用通用接口总线GPIB以积木方式组建[7],系统软件采用MicrosoftVisualC++ .NET作为开发工具,结合MeasurementStudiofor.NET进行仪器控制。系统需要的测试仪表设备有:射频信号源、隔离器、激励放大器、功率衰减器、直流稳压电源、峰值功率计、GPIB电缆、专用夹具和测试计算机等,其系统原理框图见图4。

图4 功率幅度测试系统原理框图
子阵功率放大器功率幅度测试时,断开与一分八功分器连接电缆,输入射频激励信号由射频信号源(图4中A处)提供,经隔离器和激励放大器后送给被测件,激励放大器和被测件供电由直流稳压电源提供,子阵功率放大器输出功率经衰减器衰减后输入功率计探头(图4中B处),测试计算机通过GPIB电缆采集输出功率数据,从而完成测试。自主开发的软件可控制信号源变换频率,自动完成测试数据采集过程,并可对功率值进行幅度一致性门限对比,提供不满足提示。
当功率放大器输出功率幅度不满足批量生产的要求就要对其进行调试。调试方法是在各级输出匹配电路、输入匹配电路上指定位置进行,用增减法使放大器的输出功率改变大小,直至输出功率满足要求,此时放大器输出功率值满足幅度一致性要求。
子阵功率放大器调试工序设置1个工位,完成输出功率及幅度一致性调试、测试和数据保存,生产节拍14min,每天按7h实际工作时间计算,可以完成30个八通道功率放大器子阵功率放大器调试,即240个通道/d。
2.4八通道功率放大器功率幅度调试
八通道功率调试是在子阵调试完成后转来的组件上完成八通道功率放大器的功率幅度调试,八通道功率放大器测试采用与子阵功率放大器一样的测试系统,其系统原理框图见图4。
八通道功率幅度测试时,八个通道功放依次按子阵测试工作方式进行,八个通道分别调试、测试和数据保存,其幅度一致性不满足批生产要求时需要对其进行调试,调试方法与子阵功率调试相同。当所有通道放大器经调试后其输出功率均满足设计指标要求,功放组件批量生产将满足幅度一致性要求。
八通道功率幅度调试工序设置五个独立工位,完成输出功率及幅度一致性调试、测试和数据保存,生产节拍70min,每天按7h实际工作时间计算,每个工位完成六个八通道功放组件,五个工位合计日完成30个八通道功率放大器功率幅度调试,即共240个通道。
2.5八通道功率放大器相位调试和测试
相位调试和测试是在八通道功率调试完成后转来的组件上完成相位调试和测试,相位调试和测试系统基于通用接口总线GPIB、矢量网络分析仪、自动控制和测试软件进行自动测试系统集成[8]。系统需要的测试仪表设备有:矢量网络分析仪、隔离器、激励放大器、功率衰减器、直流稳压电源、GPIB电缆、专用夹具和测试计算机等,系统原理框图见图5。
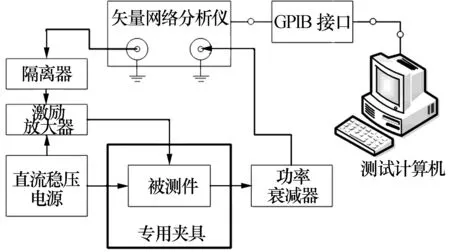
图5 功放组件相位调试测试系统框图
相位调试和测试前由专人完成子阵与八通道功放之间的连接和检查。相位测试由自动测试系统完成,测试计算机完成数据采集,自主开发的软件可对相位值进行相位一致性门限对比,提供超标提示。当功率放大器输出功率相位不满足批量生产的要求就要对其进行调试。调试方法是更换配相电缆(子阵一分八功分器输出与八通道之间有八根相位值可选的连接电缆)完成。因此,可以满足所有通道相位一致性要求。
相位调试和测试工序设置一个工位,完成输出相位及相位一致性调试、测试和数据保存,生产节拍14min,每天按7h实际工作时间计算,可以完成30个八通道功率放大器相位调试和测试,即共240个通道。
2.6批量生产全流程
八通道功率放大器组件批量生产全流程:以大面积焊接第一天生产的30个功放组件(即240个通道)为节拍,各工序间按每天的产能进行流水生产,工序间预留1d,第三天开始出30个功放组件(即240个通道)的成品,23d后完成4 760个通道的合格产品。
图6为某批次4 760个通道的功率放大器输出功率和相位在某个工作频率点的测试数据,可以看出幅相一致性均优于指标要求。
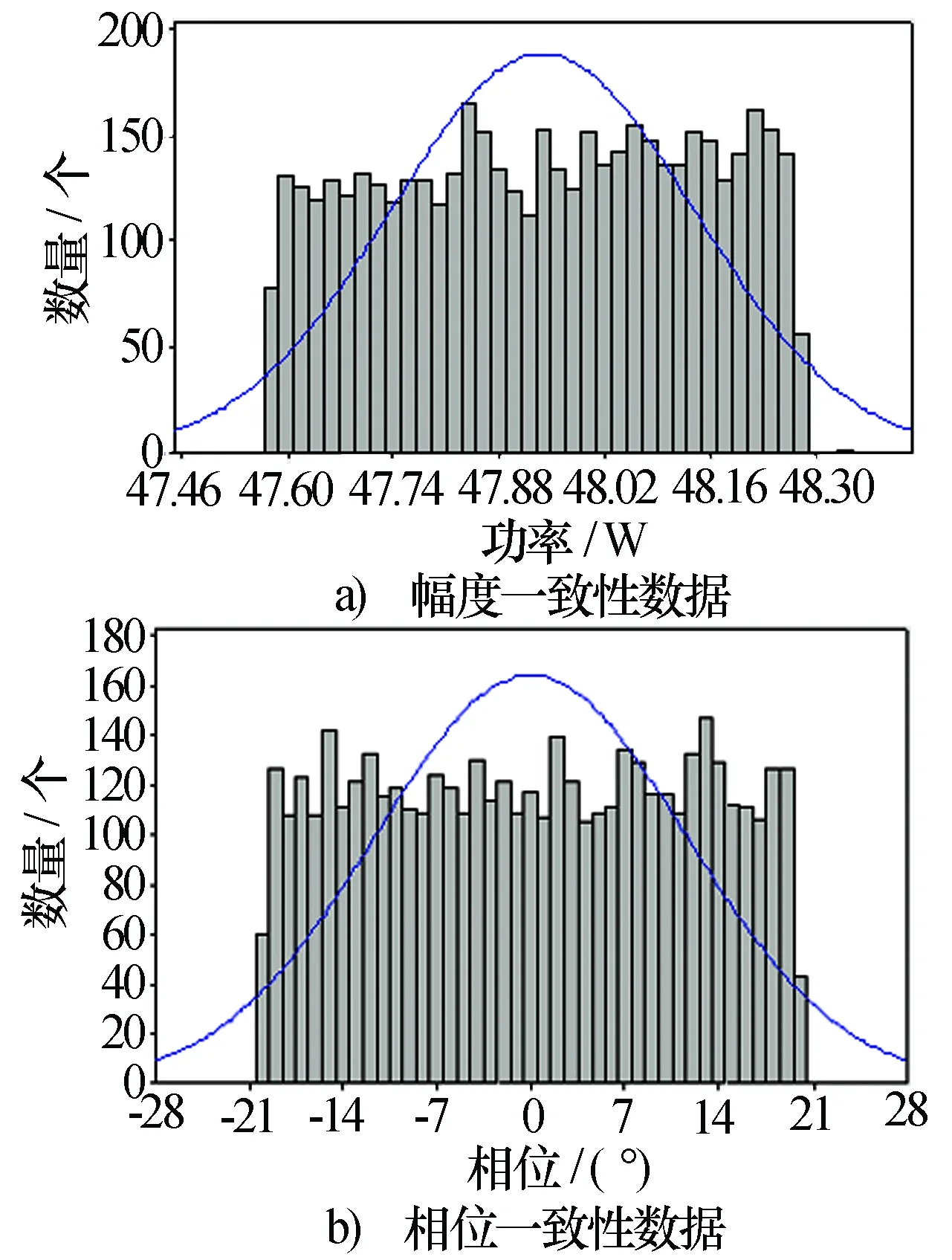
图6 功率放大器4 760个通道的幅相测试数据
3 结束语
本文研究的成果目前已经用于某相控阵雷达T/R组件所需八通道功率放大器多个批次的批量生产,每套装备指标均满足批量生产要求,实际完成周期为23d,满足了用户需求,且幅相一致性优于指标要求。
[1]殷连生. 相控阵雷达馈线技术[M]. 北京: 国防工业出版社, 2008.
YINLiansheng.Phasedarrayradarfeedlinetechnocligy[M].Beijing:NationalDefenseIndustryPress, 2008.
[2]周久兵, 张凯军, 胡永芳, 等. 高精度T/R组件自动组装试验台的研制[J]. 现代雷达, 2009, 31(6): 84-89.
ZHOUJiubing,ZHANGKaijun,HUYongfang,etal.Developmentofahighprecisionautomatedassemblytest-bedofT/Rmodules[J].ModernRadar, 2009, 31(6): 84-89.
[3]HAYJD,KERSTENBECKEA,RAHNDG,elal.TheexporatorydevelopmentofahighpowerS-bandsolidstateradartransmitter[C]//IEEE1990InternationalRadarConference.Arlington,VA:IEEEPress, 1990:135-140.
[4]王卫华,周章洪,江元俊. 一种高功率小型化T/R组件发射通道的设计[J]. 现代雷达, 2005, 27(7): 54-57.WANGWeihua,ZHOUZhanghong,JIANGYuanjun.Designofatransmitterchannelforhighpowersmall-sizedT/Rmodu1e[J].ModernRadar, 2005, 27(7): 54-57.
[5]SHIPLEYC,WOODSD.Mutualcoupling-basedcalibrationofphasedarrayantennas[C]// 2000IEEEInternationalConferenceonPhasedArraySystems&Technology.DanaPoint,CA:IEEEPress, 2000:529-532.
[6]GAOT,GUOYC,WANGJY,etal.LargeactivephasedarrayantennacalibrationusingMCM[C]// 2001IEEEAntennasandPropagationSocietyInternationalSymposium.Boston,MA:IEEEPress, 2001: 606-609.
[7]李行善,左毅,孙杰. 自动测试系统集成技术[M]. 北京:电子工业出版社, 2004.
LIXingshan,ZUOYi,SUNJie.Automatictestsystemintegrationtechnology[M].Beijing:PublishingHouseofElectronicsIndustry, 2004.
[8]李为玉.TR组件S参数自动测试软件的设计和应用[J]. 现代电子技术,2012,35 (13) : 123-125.
LIWeiyu.DesignandapplicationofautomatictestingsoftwareforTRcomponentS-parameter[J] .ModernElectronicsTechnique, 2012, 35(13 ): 123-125.
薛羽男,1960年生,高级工程师。研究方向为T/R组件批生产。
李伟男,1983年生,工程师。研究方向为T/R组件调试。
AStudyonAmplitude-phaseConsistencyof8-channelPowerAmplifierModulesinBatchProduction
XUEYu,LIWei
(NanjingResearchInstituteofElectronicsTechnology,Nanjing210039,China)
T/Rmoduleisthemostimportantpartofactivephasedarrayantennaandfeedsystem.ActingasakeycomponentinT/Rmodule,poweramplifiermoduleisnowdevelopingtothedirectionofmulti-channelintegration.ActivephasedarrayradarismadeupofuptoseveralthousandT/Rmodules.Thusamplitude-phaseconsistencyofmulti-channelpoweramplifiermodulesdemandsmuchhigherqualityrequirementsinbatchproduction.Influencingfactorsofamplitude-phaseconsistencyofS-band8-channelpoweramplifiermodulesareanalyzedinthispaper.Accordingtobatchproductionprocessofpoweramplifiermodule,severalsolvingmeasuresincludingflowproduction,optimizedfixtureandautomationtestsystemareappliedtoensurehighamplitude-phaseconsistency.
poweramplifiermodule;amplitude-phaseconsistency;productioncycle;batchproductiontechnology
薛羽Email:xueyuxuwei@163.com
2016-01-16
2016-03-18
TN957.51
A
1004-7859(2016)06-0067-04
·收/发技术·DOI:10.16592/j.cnki.1004-7859.2016.06.016
猜你喜欢
舰船电子对抗(2022年5期)2022-11-25
电子技术与软件工程(2022年8期)2022-07-08
国际太空(2021年11期)2022-01-19
上海理工大学学报(2021年3期)2021-07-20
科学技术创新(2021年11期)2021-05-25
舰船电子对抗(2019年4期)2019-09-10
电子技术与软件工程(2018年4期)2018-03-23
大型铸锻件(2015年4期)2016-01-12
系统工程学报(2015年3期)2015-02-28
雷达学报(2014年4期)2014-04-23
