
寿命校核在机构设计中的实际应用
2016-10-28 04:27吕东梅李文斌刘建功
电子工业专用设备 2016年1期
吕东梅,李文斌,刘建功
(1.太原理工大学机械工程学院,山西太原030024;2.太原风华信息装备股份有限公司,山西太原030024)
寿命校核在机构设计中的实际应用
吕东梅12,李文斌1,刘建功12
(1.太原理工大学机械工程学院,山西太原030024;2.太原风华信息装备股份有限公司,山西太原030024)
在中大尺寸菲林(film)触摸屏制造过程中,精准贴合是控制的关键。小尺寸菲林贴合工艺一般采用平面贴合方式。中大尺寸菲林贴合过程中,若采用传统平面贴合方式,机构过于庞大,设备效率和可靠性难以保证。采用立式翻转贴合方式,结构紧凑,需要精确控制翻转角度和贴合位置。研究使用伺服系统驱动丝杠导轨副完成翻转动作,通过对比分析和数值计算,设计出合理的机械结构,满足效率和可靠性要求。
贴合;翻转;设备可靠性
先进工艺设备,对各个方面有着综合要求,一套工艺设备,能大规模推进应用,最基本的要求是系统整体的稳定性、可靠性。
下面,结合自己在项目开发中遇到的实际问题,就机构的寿命校核问题进行分析。
1 项目的基本情况
1.1相关工艺要求
该项目是应客户定制要求,在现有设施内与不同厂商设备组装成生产线,所以设备须和现有厂房设施匹配。
设备要求:
(1)工作台面800 mm,组线接口950 mm
(2)产品尺寸920 mm×730 mm
(3)要求工艺流程:
前段玻璃流进→接料定位翻转(精确角度,角度可调)→上膜定位翻转→贴合→下料翻转→定位流出
1.2关键技术点
(1)在有限空间内实现大尺寸玻璃的定位,翻转,立体贴合。
(2)翻转角度精确可调。翻转后的贴合角度能够方便调整,能适应不同的贴合角度要求。
2 机构优化设计
机械设计设计完成后,翻转部件大致结构如图1~图3所示。
设计完成后,相关的重要基本参数:连杆1中心高度为220 mm,连杆2中心高度为250 mm,推杆中心距为424 mm。
由于机构整体保持高度一定,上述3个尺寸互相影响,如果其中一个改变,另两个也必须改变,才能保证工作高度800 mm,这3个尺寸的改变会另外导致在整个部件的宽度,但是这个宽度变化被限制在很小范围内。更重要的是,3个尺寸的微小改变,导致翻转过程中,接料平台部件对丝杠导轨副施加的力和扭矩会发生较大变化。所以,设计过程中,必须对丝杠导轨副进行寿命校核。
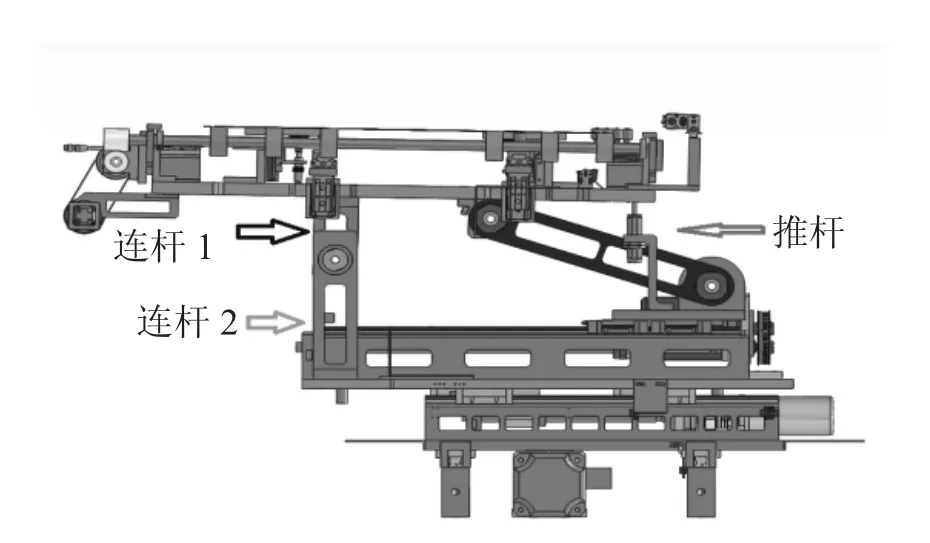
图1 基本结构
图2 初始状态
图3 贴合状态
2.1寿命核算
2.1.1水平校核(关联状态如图4所示)
连杆尺寸220 mm和250 mm载重150 kg(部件质量)
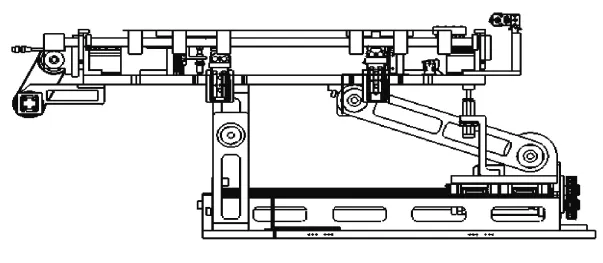
图4 水平关联状态
水平载荷寿命计算:推杆推力:

F1=1312.5 N力矩平衡
其中:
Fa:承载轴向负载
μ:导向面摩擦系数
Ph:滚珠丝杠导程
η:滚珠丝杠效率
Ca:基本动额定负荷
fw:负荷系数
每分钟往返4次(要求30 s一片)每次500 mm(行程),一天运行千米数:

寿命BNK2520丝杠N=7280/(2.88×360)= 7.02(年)
寿命满足使用要求

图5 竖直关联状态
2.1.2竖直校核(关联状态如图5所示)
千米寿命L=6.66×107×20×10-6=1322(km)
每分钟往返4次,每次500 mm,
一天运行的千米数:4×500×60×24×10-6= 2.88(km)
寿命N=1322/(2.88×360)=1.28(年)
以上校核,使用寿命只有1年多,显然该结构尺寸不具有使用价值,需重新设计相关参数,同时对接料平台部件进行轻量化优化,以减轻结构质量。
经综合设计后,连杆1尺寸调整为170 mm,连杆2尺寸调整为300 mm,载重120 kg(部件质量),同时推杆尺寸调整为437 mm,部件宽度增加,在宽度界限内。
更改设计后,需要重新校核丝杠寿命。
2.1.3水平校核
推杆推力:F1×180.4=120×10×120
F1=799.4 N力矩平衡
丝杠轴向力:F2=F1×cosθ=799.4×cos 19.95= 751.43(N)
径向力:F3=F1×sinθ=799.4×sin19.95=272.76(N)丝杠轴向载荷(BNK2520丝杠)
Fa=F2+μ×F3=751.4+0.005×272.76=752.8(N)
丝杠扭矩:
T1=Fa×Ph/(2π×η)=752.8×20/(2π×0.9)= 2.67(N·m)
寿命计算:
L=(Ca/Fa×fw)3×106=(10500/752.8×1.2)3× 106=1.57×109(总转数)
千米寿命:
L=1.57×106×20×10-6=31400(km)
每分钟往返4次,每次500 mm,
一天千米数:4×500×60×24×10-6=2.88(km)
寿命:N=31400/(2.88×360)=30.28(年)
2.1.4竖直校核
推杆推力:F1×101.58=120×10×170 F1=2008.3 N(力矩平衡)
丝杠轴向力:F2=F1×cosθ=2008.3×cos 51.98= 1237(N)
径向力:F3=F1×sinθ=2008.3×sin 51.98= 1582.1(N)
丝杠轴向载荷(BNK2520丝杠):
Fa=F2+μ×F3=1237+0.005×1582.1=1244.9(N)
丝杠扭矩:
T1=Fa×Ph/(2π×η)=1244.9×20/(2π×0.9)= 4.4(N·m)
寿命计算:
L=(Ca/Fa×fw)3×106=(10500/1244.9×1.2)3× 106=3.47×108(总转数)
L=3.47×108×20×10-6=6940(km)
每分钟往返4次,每次500 mm,
一天公里数:4×500×60×24×10-6=2.88 km寿命(BNK2520丝杠):
N=6940/(2.88×360)=6.69(年)
通过调整并重新计算后,最低使用寿命为6.69年,考虑到实际生产中,设备不会360天×24小时使用,使用寿命会更长。对比前后两组校核数据,发现连杆尺寸的调整,使得水平寿命从7.02年跳跃到30.28年。外部尺寸的微小变化,会导致结构内部力学性能发生巨量变化,更凸显出寿命校核的至关重要性
3 结论
寿命校核是项目开发环节中很重要的一项工作,它一方面可以检验结构设计的合理性,确保相关机构能够正常工作,具有实用推广价值,另一方面更重要的是,通过计算,确定机构外部尺寸和内部力学的相互影响和制约关系,为项目开发设计提供正确的理论支持。
[1]马增刚.玻璃结构电容式触摸屏邦定工艺及设备[J].电子工业专用设备,2012,41(6):50-54.
[2]钟毅芳.机械设计原理与方法[M].武汉:华中科技大学出版社,2004.
[3]孙桓,机械设计[M].北京:高等教育出版社,2006.
The Application of Service Life Checking in Mechanical Design
LV Dongmei1,2,Li Wenbin1,LIU Jiangong1,2
(1.Mechanical Engineering College of Taiyuan University of Technology,Taiyuan 030024,China;2.Taiyuan Fenghua Information Equipment Co,Taiyuan 030024,China)
During the manufacturing of large size film touch panel,the key for process controling is precision attaching Small size film attach process generally uses the plane-laminating way.If traditional plane-laminating way was adopted,the institution is so large that equipment's efficiency and reliability are difficult to be guaranteed in large size film attach process.Meanwhile,the structure is complicated and we should control the flip angle and joint position accurately.if the vertical flip joint method is used.Therefore,the research about using servo system to drive lead screw guide screw to complete the flip action is essential.With comparative analysis and numerical calculation,design reasonable mechanical structure can be designed.The efficiency and reliability can also meet the requirements.
Attach process;Flip;Machine reliability
TH123+.3
B
1004-4507(2016)01-0047-04
2015-10-26
吕东梅(1980-),男,太原理工大学工程硕士,从事方向为电子专用设备的研发设计。
随着信息产业的迅猛发展,信息产品制造产业生产正在朝着技术密集、资金密集、自动化密集的高新技术方向发展,对生产工艺及相关设备的要求也趋向高自动化、高精度、高可靠性方向发展。在该产业的发展过程中专用工艺设备起到了关键作用,可以说没有先进的工艺设备支撑就没有今天信息产业的大发展。
猜你喜欢
宝钢技术(2022年4期)2022-12-23
机械管理开发(2022年5期)2022-07-07
科技创新导报(2021年33期)2021-04-17
制造技术与机床(2019年11期)2019-12-04
山东冶金(2019年1期)2019-03-30
制造技术与机床(2019年1期)2019-01-14
制造技术与机床(2017年8期)2017-11-27
中国核电(2017年1期)2017-05-17
通信电源技术(2016年1期)2016-04-16
中国新技术新产品(2012年20期)2012-12-28
