深化托盘设计发挥托盘管理
2017-05-12 03:51孙范猛
造船技术 2017年2期
孙范猛
(大连辽南船厂 技术中心, 辽宁 大连 116041)
深化托盘设计发挥托盘管理
孙范猛
(大连辽南船厂 技术中心, 辽宁 大连 116041)
为更好地解决造船企业在造船生产工时统计、物料统计和生产废返统计数据的准确性和时效性问题,深化托盘设计,在生产设计的托盘中自动生成上述管理信息。由计算机自动生成的管理信息,保证信息的准确性和时效性,利用该管理信息有效降低企业的工时和物料成本。
托盘;产品生命周期管理PLM ;生产设计;铁舾件;Tribon软件
0 引言
在现代造船管理体系中,托盘不仅是物料的载体,也是管理信息的载体。托盘在现代造船管理体系中不仅在中间产品的制作、集配、安装等阶段,对区域单元化产品进行管理的作用,还作为管理信息载体在现代造船管理体系中起到纽带、中枢作用。现代化造船模式要求实现“设计、生产、管理”一体化,其内涵主要是强化设计面向生产、设计面向管理的作用。目前,经过近几年开展的区域化生产设计、生产组织,各船企的“设计、生产、管理”一体化现代造船模式的框架基本形成,现阶段的生产设计满足生产管理需要。但作为造船企业,管理涵盖了生产、物流、成本、财务等诸多方面。如何实现“设计、生产、管理”一体化,形成使三者有机结合的一体化模式,这就需要三者之间结合的载体——托盘。“设计、生产、管理”一体化,需要在生产设计输出的托盘中体现管理信息,把托盘的纳期、物量、完工时间、工时、定额甚至包含废返等管理信息纳入到托盘设计中。托盘在设计输出中体现了上述管理信息,通过托盘将设计、生产、管理联系起来,各项管理工作围绕托盘展开,也就体现了托盘的纽带、中枢作用。
1 各造船企业托盘设计现状
各造船企业在造船转模过程中已经取得非常大的进步,实现了按区域、阶段进行生产设计和生产组织的现代造船模式,“设计、生产”一体化的模式基本实现,但距离实现“设计、生产、管理”一体化的现代造船模式要求还存在着一定的差距。认识到托盘在现代造船管理体系中的作用,就应在生产设计中重视并完善、深化托盘的设计。深化托盘的设计分2个方面:第一,对现存设计过程中的托盘进行优化、完善,使托盘的划分更科学合理。通过对设计人员设计能力的提升,使托盘的阶段划分更精细、物量更合理、区域更准确。第二,提升托盘的管理职能,将纳期、工种、完成日期、工时等管理信息通过托盘统一输出,使各项造船管理工作依托生产设计的托盘为源头和中心展开,实现“设计、生产、管理”一体化的造船管理模式。本文重点结合工时成本管控、废返统计方面提出深化托盘设计要求。
2 优化托盘设计工时信息
2.1 现有统计工时信息缺点
以某船企为例,在2015年,随着产品生命管理周期(Production Lifecycle Management, PLM)管理软件的运行,工时信息由车间定额员按一票到底的程序要求,在生产设计输出的托盘或图纸中相应填写工时信息。PLM软件的应用将物量、工时、安全、纳期等管理信息统一到生产设计托盘中,相比较而言,托盘管理的应用有了很大的提升。但是,从工时量管控上分析,一票到底的记录方式,工时量由定额员对照定额标准手动填写,人为因素影响较大。而且,工时汇总往往是在交船后一定时间内完成的,工时汇总数据滞后生产时间较长,不利于单船工时总量的实时控制。
2.2 托盘中自动提取工时信息
为了解决上述问题,可以设想深化生产设计的托盘,在生产设计输出的托盘中自动生成工时信息,即时汇总已下发的生产设计图纸产生的工时。运用Tribon生产设计软件,目前生产设计物量的型号、规格、长度、重量已由该软件自动提取,托盘中自动生成。同理,既然物量信息能自动提取,那么如对生产设计软件进行二次开发,将工时定额标准、工程分解等信息加入数据库中,通过相应的计算程序,软件也能自动提取各项工时信息。生产设计的托盘提取完成,对应该托盘的工时信息也随之完成。工时信息由软件按标准、规程自动提取,解决工时信息填写时人为因素的影响。同时,工时总量即时统计汇总有利于对比工时总量与生产进度的关系,及时有效管控单船工时总量,解决工时与生产的时效性问题。
2.3 自动提取工时信息的托盘说明
表1和表2为加入工时信息的生产设计托盘表。表1为涂前阶段电装铁舾件安装托盘表,表2为涂后阶段电装铁舾装件安装托盘表。其中:A,B,C,D项内容与目前造船企业所设计的电装铁舾装件安装托盘基本相同;E项(黑体字部分)为优化后的托盘所增加工时信息内容,优化后,将每项工程分解为涂装、铆焊、装配工程。因为施工阶段为建造阶段,属于涂前阶段,舾装件随分段整体图涂装,所以所有涂装工时均为0。序号1,CZXB系列船用高低压插座箱支架由4个标准AK25X45支架组成,假如软件设定每个AK支架的铆焊工时为0.25个工时(以下所有工时数据均为参考),则系统自动生成铆焊CZXB系列船用高低压插座箱支架的工时为1个工时。AK支架不需要装配,所以装配工时为0。序号2,需要安装3个电缆托架1HZ50-500,每个1HZ50-500由4个角钢支脚和1个托架组成。角钢需要与船体焊接,托架与角钢螺接装配。假如设定每个角钢焊接工时为0.25个工时,每个托架的装配工时为0.5个工时,则序号2项自动提取的铆焊工时为3个工时,装配工时为1.5个工时。
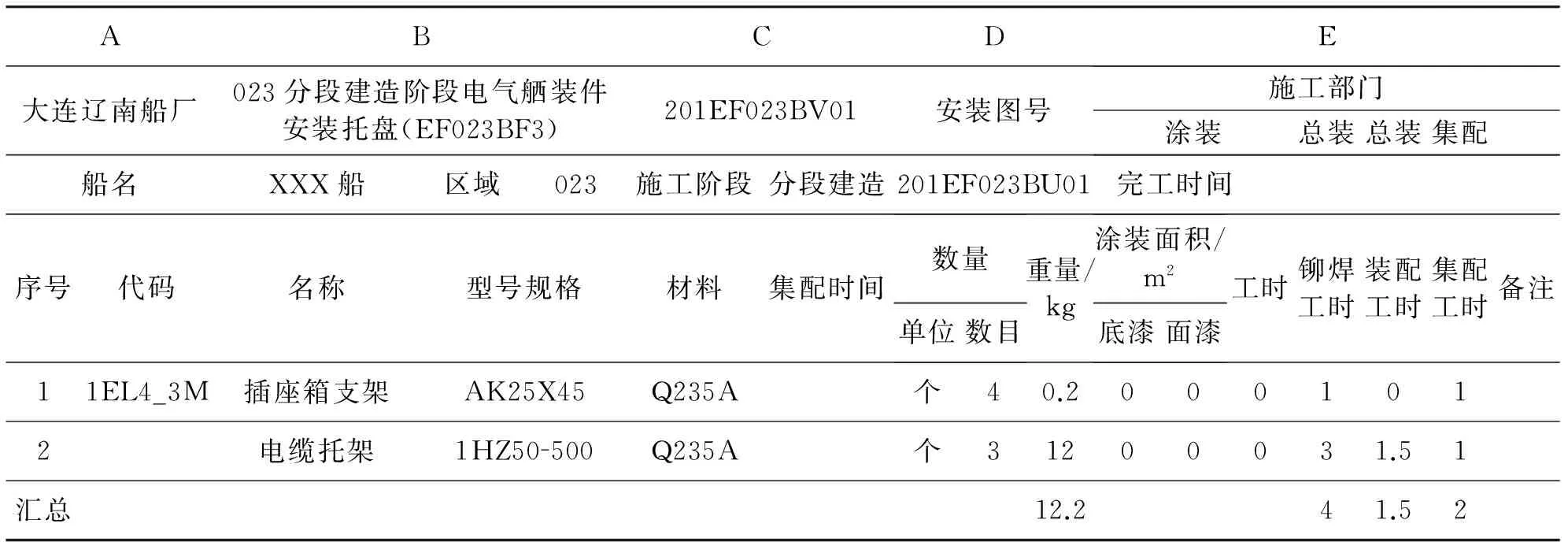
表1 分段建造阶段电气舾装件安装托盘表
表2为涂后阶段电气舾装件安装托盘表。表2与表1比较,工程分解增加了除漆、涂漆(补涂)工时。同表1,设定焊接点破环涂层的面积、除漆面积、单位面积的补涂漆工时等信息,系统也会自动提取各项工时信息。其他铆焊、装配工时的设定与提取同表1。
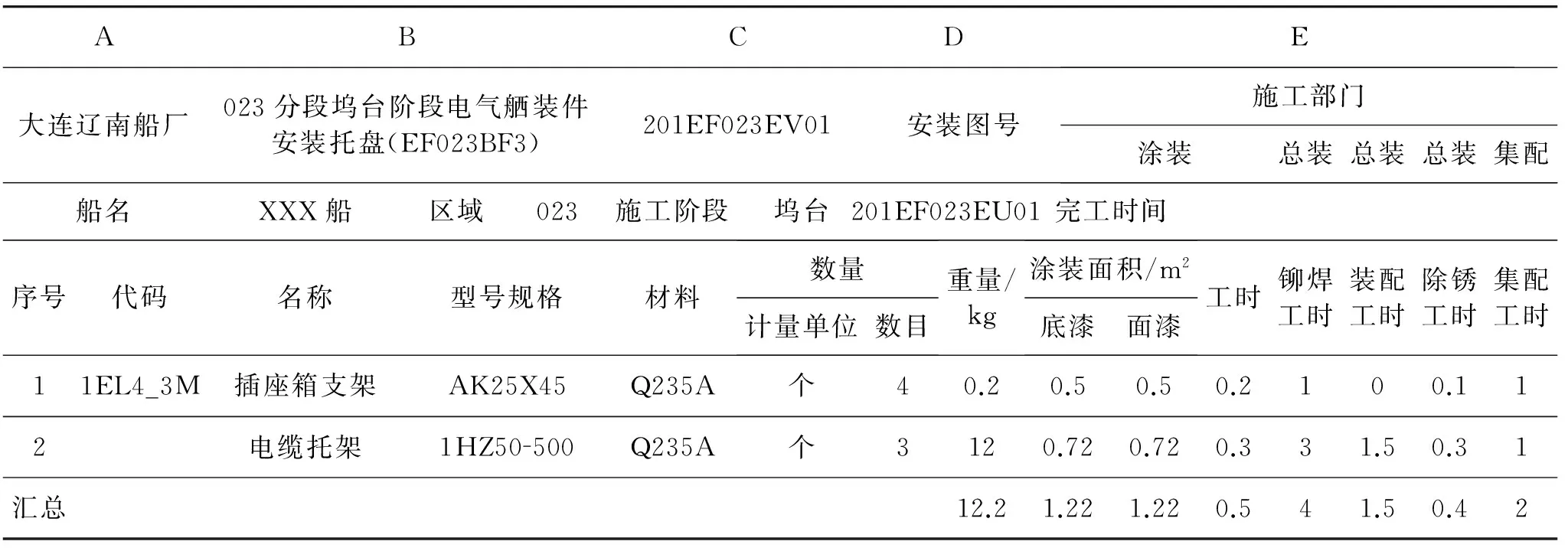
表2 分段坞台阶段电气舾装件安装托盘表
3 优化后托盘优点
托盘自动提取工时信息,将企业的工时成本管理纳入到托盘中,突出托盘在造船过程中的中枢作用,围绕托盘设计,将更多的管理信息纳入托盘管理中,会减少管理分支。PLM及数据管理中心的应用是实现托盘作为管理中心的必要条件。
4 废返统计问题解决方法
控制技术更改、废返的成本是船舶建造企业的一个难点。各企业的废返统计需车间、质管、经营、施工等多部门监管和确认,程序复杂。因多部门参与监管,部门间对工时成本、材料管控等相互依赖性较强,管控多流于形式,最终只是签字确认。如果建立技术通知单与更改通知单的托盘化管理,技术通知单、更改通知单的物料、工时、废返等数据统计由设计自动提取到托盘中,减少由施工单位、质管处、造船处、经营处监管确认废返统计的环节。
4.1 多数船企废返统计方法
目前,船体、轮机、管系、电气、舾装各专业独立下发由自己专业需要的通知单,拆除牵连、恢复施工或更改施工在同一份通知单体现。通知单只体现本专业的材料,未明确涉及其他专业的牵连材料,牵连材料由施工单位根据需求提取,因此牵连材料的提取受客观因素影响较大。工时信息也由各施工单位定额员根据通知单内容填写。
4.2 建立通知单托盘化管理
4.2.1 建立通知单
建立通知单托盘化管理,首先需要建立与其相适应的通知单,以XXX舰技术通知单为例,对其通知单进行托盘化管理。例如由于电装专业原因的技术更改,由电装专业下发技术通知单J.202-E-0001E作为任务源头通知单。通知单编号定义如图1所示。
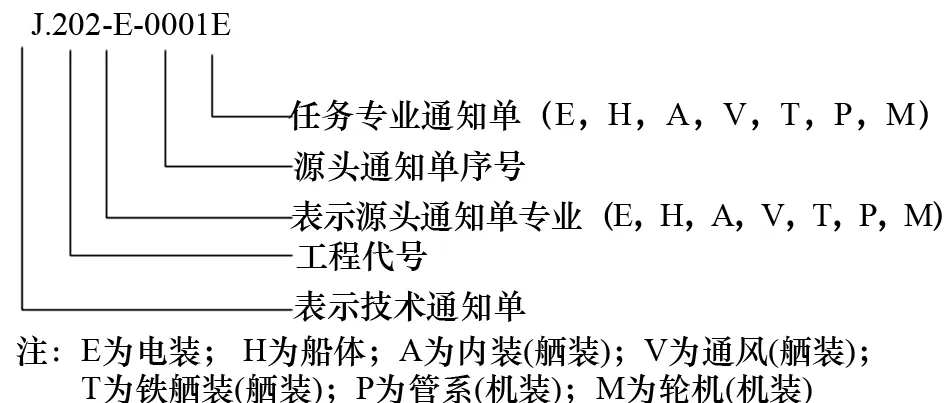
图1 通告单编号定义
4.2.2 通知单说明
J.202-E-0001E是由电装专业生成的技术通知单,该通知单只说明电装专业的更改和牵连工程。涉及其他专业的牵连和更改工程,由J.202-E-0001E通知单的设计者通过PLM,将任务指派给其他各专业设计员。其他各专业设计员以J.202-E-0001E通知单作为任务来源,根据J.202-E-0001E内容,通过电子样船或现场勘验,设计各自专业的技术通知单。如由J.202-E-0001E作为源头通知单,需要牵连管系专业,管系专业设计员接到PLM委派的任务后,需根据J.202-E-0001E通知单的内容,设计技术通知单号J.202-E-0001P。技术通知单流程图如图2所示。
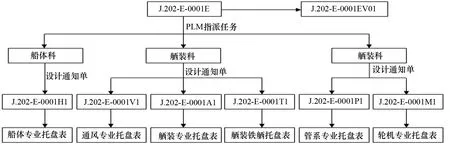
图2 技术通知单流程图
4.2.3 设计输出与通知单对应的生产托盘
以J.202-E-0001E通知单为源头通知单,因电装专业的更改,涉及机装管系专业,应由管系专业设计员设计完成J.202-E-0001P的专业通知单。如本次通知单只涉及电装和管系2个专业,对应的生成电装和管系2个生产设计托盘。托盘设计以电装专业为例,J.202-E-0001E通知单内容为增加CZXB系列船用高低压插座箱高度,需对相关设备支架、电缆托架做更改,根据通知单内容设计对应托盘如表3所示。
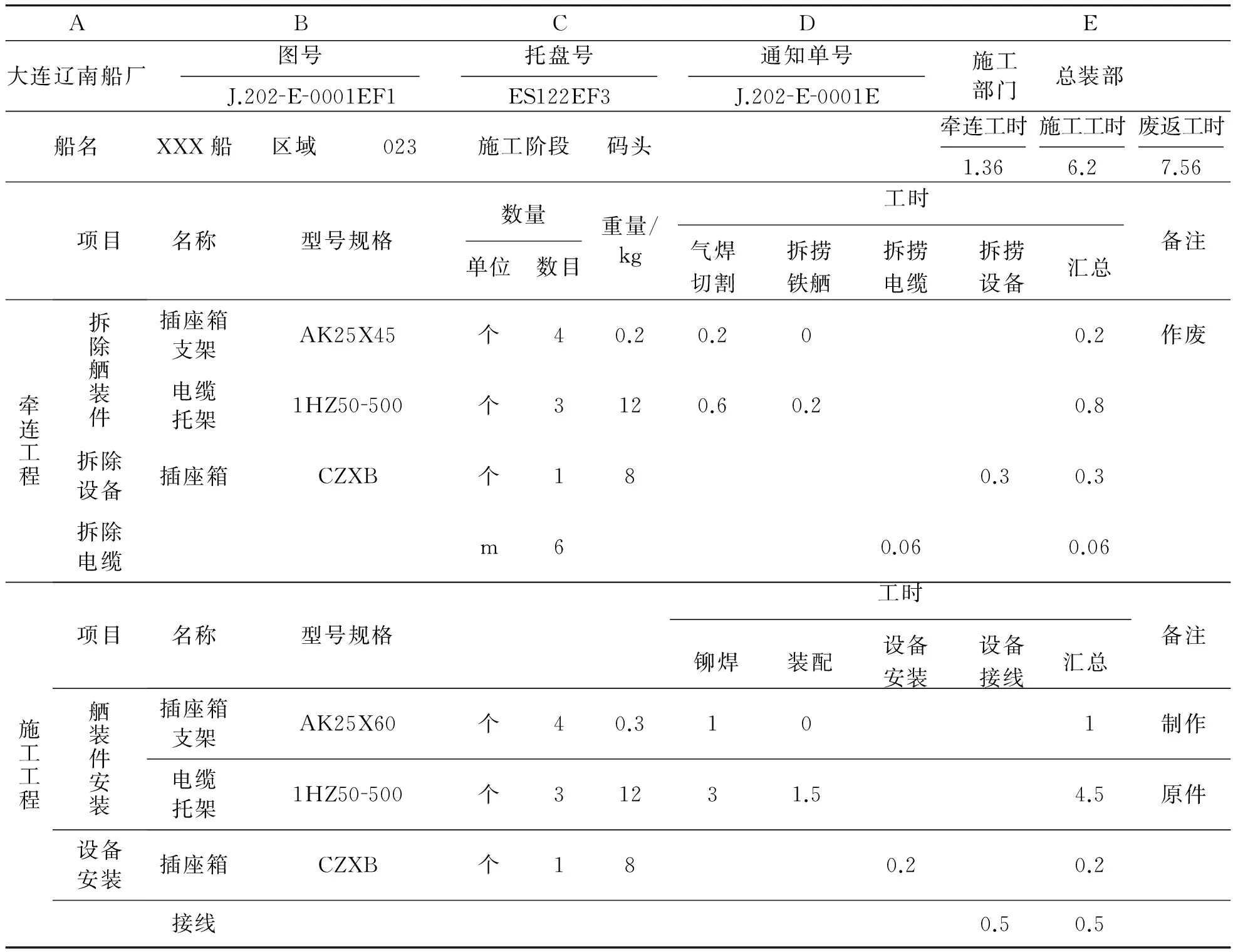
表3 技术通知单托盘表
[][]
表3将通知单内容分解为牵连工程和施工工程2项,每项工程再细化分解小项工程,通过程序计算,自动提取每一小项工程工时。自动汇总各项工时信息,生成E列的汇总工时。建立更改或废返通知单的托盘,有利于材料和工时成本的统计,对于造船企业的生产管理是必要的。
5 结束语
本文在工时成本管控和废返统计2个方面提出深化托盘设计的探讨,目的是利用托盘的管理职能,提高造船企业的管理效率,降低管理成本。深化和完善托盘设计还有许多方面,需要在今后的设计中不断识别,持续改进。
[1] 徐小峰,赵金楼.面向数字化造船的我国船舶企业信息化发展趋势分析[J].现代管理科学,2009,6:76-77.
[2] 高介祜.深化生产设计是转换造船模式的基础和动力[J].造船技术,1995,12:10-13.
[3] 李堃.现代造船工程[M].哈尔滨:哈尔滨工程大学出版社,1998.
[4] 黄广茂.造船生产设计[M]. 哈尔滨:哈尔滨工程大学出版社,2008.
[5] 邵四立.数字化造船的标准化思考[J].上海造船,2005,1:13-15.
Deepen Pallet Design to Exert Pallet Management Performance
SUN Fanmeng
(Dalian Liaonan Shipyard Technical Centre, Dalian 116041, Liaoning, China)
In order to solve the accuracy and timeliness in the production of man hour statistics, materials statistics and productive waste statistics,the pallet design is deepening and these management information is generated automatically in the productive design pallet. The information generated by the computer is of accuracy and timeliness, which can effectively reduce the man hour and cost of the materials.
pallet; Production Lifecycle Management(PLM); productive design; iron outfitting;Tribon software
孙范猛(1972-),男,工程师,主要从事船舶电气设计工作
1000-3878(2017)02-0012-04
U662
A
猜你喜欢
现代特殊教育(2022年8期)2022-11-23
现代特殊教育(2022年8期)2022-11-23
纺织标准与质量(2022年4期)2022-09-05
军民两用技术与产品(2021年6期)2021-10-14
职工法律天地·上半月(2020年1期)2020-03-02
船舶标准化工程师(2019年4期)2019-07-24
专用汽车(2016年5期)2016-03-01
专用车与零部件(2015年11期)2015-09-23
经营者·汽车商业评论(2014年8期)2014-10-23
数学大世界·小学低年级辅导版(2009年3期)2009-04-14