
一种大型球铁机体侧壁缩松的成因及预防
2017-06-01 09:43李永刚杨恒远王泮兴
中国铸造装备与技术 2017年2期
王 佳,李永刚,杨恒远,王泮兴
(潍柴重机股份有限公司,山东潍坊 261001)
一种大型球铁机体侧壁缩松的成因及预防
王 佳,李永刚,杨恒远,王泮兴
(潍柴重机股份有限公司,山东潍坊 261001)
分析了一种大型机体的侧壁缩松的形成原因,温度过低、热节处未能补缩。借助MAGMA模拟分析软件,通过提高浇注温度,调整浇注系统,增加冷铁等措施,解决侧壁缩松。
缩松;热节;冷铁;浇注系统
球墨铸铁具有良好的机械性能和铸造性能,在现代工业应用中具有重要地位,但由于其糊状凝固的凝固方式导致球墨铸铁铸件容易产生缩松缩孔缺陷,尤其是缩松缺陷,它是球墨铸件最常见的缺陷,也是球墨铸铁件报废的主要原因之一。对于大型的球铁铸件,由于形状复杂,尺寸较大,壁厚不均匀,补缩不畅,缩松问题时有发生,报废后损失极大,严重的影响着企业的成品率及经济效益。
1 缩松原因分析
我公司生产的一种大型机体铸件重量为20 t,球铁牌号为QT400-15,最大轮廓尺寸为5 810 mm×1 630 mm×1 800 mm,属于大型球铁铸件,出现缩松的位置有侧拉螺栓与侧面交界处,两缸与侧面交界处等。原有的浇注系统如图1,采用底注单侧浇注。
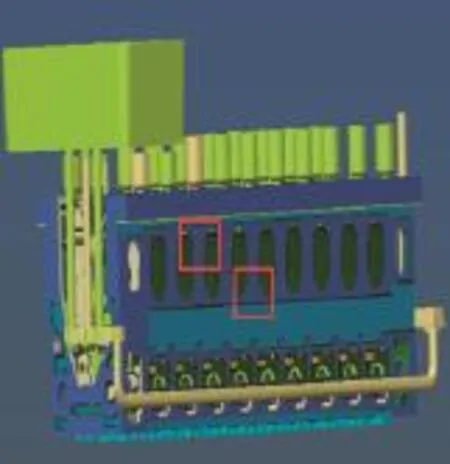
图1 原浇注系统
1.1 铸件产生缩松的根本原因是“热不平衡”所致
缩松的位置,通常产生在铸件的厚大中心部位,集合热节处,不同壁厚的交差处和人为热节处。这些地方因热量过高最后凝固又得不到充分补缩而产生了缩松,严重时产生集中性缩孔[1]。本厂生产的机体缩松区域属于不同壁厚的交差处,从结构上看大致如图2所示。
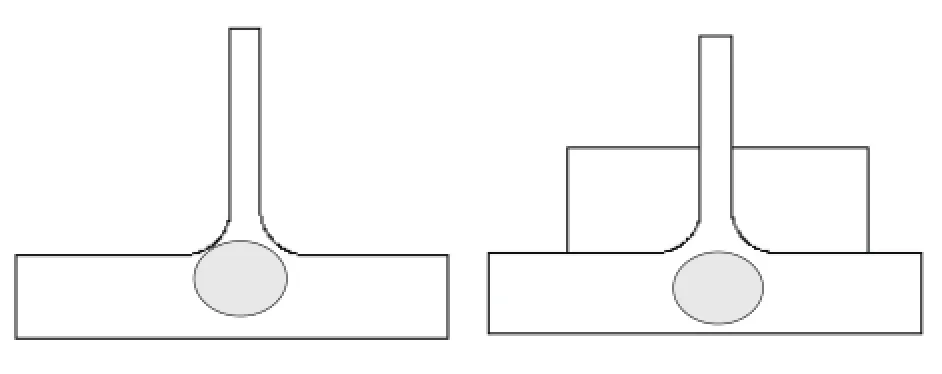
图2 机体缩松区域
1.2 浇注工艺方面
原工艺为单侧卧浇底注方式,经过MAGMA模拟分析发现(图3),从模拟分析图中看,增加冷铁的区域(1区)能尽早凝固,未增加冷铁的原工艺区域(2区)属于最后凝固的孤立液相区。这些热节不与顶部的补缩通道相通,而由于结构问题,冒口只能放置于顶端,距离孤立的液相区较远,冒口补缩不到,因而产生缩松。为此,这些部位需要设置冷铁。
模拟发现单侧浇注中,两侧的浇注温度存在较大的差异,存在严重的热不平衡,尤其是两侧缩松部位,后来在浇注过程中经测量顶部冒口温度也发现此问题,而实际机体两侧的缩松数量浇注对侧比浇注侧多50%以上。

图3 MAGMA模拟分析
1.3 浇注方面的原因
浇注温度太高,使液态金属的液态收缩量增加;太低时,又会降低冒口的补缩能力,特别是采用底注式浇注系统时更明显,铸件往往在下部产生缩孔和缩松。当冒口没有浇满或对大中型铸件没有用金属液对明冒口进行补浇时,这将降低冒口的补缩能力,引起铸件产生缩孔或缩松[2]。此机体的浇注系统为底注浇注系统,浇注温度是1 320~1 340 ℃,温度过低,热节部位未能补缩。
1.4 型腔尺寸在铸件浇注和冷却过程中的变化
球铁凝固过程中发生石墨化膨胀时,铸型型壁是否发生迁移,是影响缩孔大小的重要因素。铸型刚度高,缩前膨胀值就小,缩孔体积也相应减小;铸型刚度低,在石墨化膨胀压力下,缩前膨胀值就增大,缩孔体积也增大。
2 缩松的防止
2.1 提高冶金质量
碳当量:提高碳当量,会增大石墨化膨胀,可减少缩孔缩松。此外,提高碳当量还可提高球铁的流动性,有利于补缩。但提高碳当量时,不应使铸件产生石墨漂浮等其他缺陷。在实际生产中可将碳当量控制在4.7%~4.8%。
镁含量:镁是石墨球化的主要元素,也是阻碍石墨化的元素,是石墨析出量减少。残留镁量越高,缩孔体积越大。在保证石墨球化的前提下,镁残留量越低,越有利于球铁自身补缩,残余镁量应不大于0.05%。
2.2 调整浇注系统
将单侧浇注改为双侧浇注,浇注系统由单侧浇注改为双侧浇注,可改善两侧浇注温度场,使两侧缩松部位同时凝固,使铸件实现“顺序凝固”,有利于获得无缩松的铸件。
2.3 增加外冷铁促进自身补缩
生产中发现球铁出现缩孔、缩松处,总是铸件材料富集处、壁厚差较大处、两元体相交处,采用冒口补缩或均衡补缩均无效果。究其原因以上各处均为温度不良元。
我们采用在不良元处安放随型外冷铁,由于外冷铁材料的蓄热和导热能力远远大于砂型材料,能有效地使不良元处快速散热和凝固,其结果相当于该处冷却面积增加或模数的缩减[3]。其位置如图4。
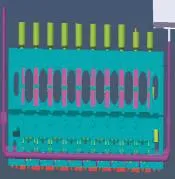
图4 安放随型外冷铁
2.4 浇注温度
由于此机体初始浇注温度过低,冒口补缩能力不足,需要适当提高浇注温度,另外由于机体增加了大量的冷铁,铁液流经缩松部位后的温度降低,为保证上方冒口处不因温度过低而产生缩松,浇注温度需要再适当提高,但太高会增加液态收缩量,对消除缩孔、缩松不利,最终将浇注温度定为1 340~1 360 ℃。
2.5 提高铸型刚度
若砂型的紧实度太低或不均匀,以致浇注后在金属静压力或膨胀力的作用下,产生型腔扩大的现象,致使原来的金属不够补缩而导致铸件产生缩孔缩松。铸型硬度应不小于80。
3 结束语
采取上述措施之后的此机体在MAGMA模拟分析与实际生产加工中,原侧壁缩松处均未出现缩松,证明上述措施是有效的,尤其是调整温度与增加冷铁,是解决缩松的比较直接的办法。另外在此建议,选择可靠性高的凝固模拟软件进行定性分析,指导工艺设计藉以缩短工艺摸索时间。
[1] 邓义昭. 大型球墨铸铁件铸造过程数值模拟及工艺优化[D]. 湖南大学, 2013.
[2] 周亘. 球墨铸铁缩孔、缩松问题探讨[C].2005中国铸造活动周论文集,2005.
[3] 钱进. 调整温度场消除球铁件缩松缺陷[J]. 现代铸铁, 2003(4):39-41.
[4] 吴和保,樊自田,龙文元,等.轮毂类球铁件缩孔缩松缺陷的形成机理及防治措施[J]. 中国铸造装备与技术,2003(5).
业界资讯 Information
潍柴发动机2月份产销同比增长100%
潍柴亮出了“V”形反转的最新月报成绩:继2017年1月份发动机产销超过4万台,迎来新年“开门红”, 2017年2月份潍柴继续领跑行业,产销超过5万台,同比增长100%。
就在刚刚跨进供给侧结构性改革的深化之年,潍坊市第十二次党代会报告提出了“产业强市”之际,潍柴就亮出了一份实现“V”形反转的最新月报成绩:继1月份发动机产销超过4万台,迎来新年“开门红”, 2月份潍柴继续领跑行业,产销超过5万台,同比增长100%。
在一个个生产车间,一个个撸起袖子加油干的背影,一声声“大干百天”的誓言是潍柴淬钢亮剑的豪情。为了保证客户订单及时交付,潍柴专门开展了“大干百天”活动,通过广泛发动全员,优化采购、生产组织模式,强化后勤保障,确保产品质量不降低、安全生产零事故,争取在4月底,完成产销18万台,为实现全年50万台的目标打下基础。
潍柴在经济下行的形势下,砥砺前行,加速产业、产品、技术水平、产业布局迈向高端,上演了“V”形反转的发展奇迹,而且是强劲反转的逆袭上行。在全球经济保持低速增长的态势下,中国经济进入新常态,而行业垂直整合更加明显,重卡企业争相自产发动机,竞争日趋激烈。潍柴在重重压力下,依然能够勇立潮头,成为行业的引领者,引发业界探索。
“经济新常态下,面对严重的产能过剩,如何推动供给侧结构性改革?我们的策略就是以市场和客户需求为导向,不断加快产品结构调整和升级,持续适应、主导和引领市场需求,提供更好的客户价值与体验,在更高的层次实现供需两端的统一。”面对行业的追问,潍柴集团董事长谭旭光的回答一语中的。
潍柴是我国工业装备制造业的领军者,也是自主创新的策源地和主力军。潍柴抓住了科技创新这个牵动产业发展全局的牛鼻子,深耕中国市场70年,数十年如一日不断坚持产品升级,坚持科技创新,打造最具成本竞争力、核心技术竞争力和品质竞争力的高价值产品。近十年来,潍柴累计投入150多亿元进行产品研发,每年研发占比超过5%,催动了产品不断突破升级,技术含量更高的新产品立即赢得市场。从去年下半年起,潍柴销量便开始大幅增长,今年销量井喷也在潍柴人意料之中。
就在2016年,不少制造企业还纠结于供给侧结构性改革出现的短期阵痛,潍柴却心无旁骛,稳步推动“蓝擎”发动机产品升级换代,WP12/WP13发动机全年销售 10.6万台,在重卡市场牢固树立了“可靠、耐用”的品牌形象,牢牢坐稳重卡发动机市场销量第一的位置。在行业内,潍柴不断引领中国重卡行业向大马力升级,在2015年率先推出国内首款13升发动机后,市场占有率超过50%,成为国产重型发动机的领军产品。推出的锐动力产品,迅速切入轻卡、农机市场,其优越的品质引领着国内高端小排量柴油机的升级换代,2016年销量近10万台。在农业装备动力上,潍柴更是抢了占行业制高点,在众多业内人士还在谈论国三排放技术之时,他们已经前瞻性地对四阶段法规的实施做出预测和分析,着手进行非道路四阶段产品的开发,继续引领国内农机的技术创新。面对各个重卡企业自产发动机配套比例增长的情况,潍柴也是坚持走高端路线,2016年,潍柴H平台首款产品上市发布,树立起高速重型发动机寿命的高标准,又在供给端再次赢得先机。
漂亮的成绩单是潍柴坚持“国际视野、全球对标,科技引领、创新驱动”发展战略的结果。迈向高端,挑战全球。潍柴的视野已经不仅仅局限于中国市场,去年6月份,潍柴全面启动高端发动机项目,囊括WP13、WP17等全新产品开发的高端发动机项目,开拓游艇、矿车等高端发动机配套领域,正式吹响了挑战全球第一、向世界高端发动机迈进的号角。
“在经济新常态下谋篇布局,我们必须做到换挡不改势, 加快新产品、新产业、新模式的结构调整步伐,提升抗周期性风险的能力,不断谋取新的增长动力。”这是谭旭光对潍柴发展提出的新要求,也正是潍柴在内燃机行业永葆活力的秘密所在。一年之计在于春,春光里的潍柴引领和推动更多的中国产业迈向世界巅峰,也给有全国知名动力城之誉的潍坊着力打造“产业强市”增添着新优势。(来源/潍坊日报,摘自互联网)
Large ductile iron castings sidewall shrinkage causes and prevention
WANG Jia,LI YongGang,YANG HengYuan,WANG PanXing
(Weichai Heavy Machinery Co., Ltd.,Weifeng 261001,Shandong,China)
This paper analyzes the causes of a large cylinder body sidewall shrinkage. Too low temperature and the feeding failure of the hot spot. With the MAGMA simulation software, by increasing the pouring temperature, adjust the gating system, increasing the cold iron and other measures to solve the sidewall shrinkage.
shrinkage;hot spot;cold iron;gating system
TG245;
A;
1006-9658(2017)02-0061-03
10.3969/j.issn.1006-9658.2017.02.020
2016-09-21
稿件编号:1609-1532
王佳(1989—),男, 工程师 .主要从事铸造工艺开发工作 .
猜你喜欢
铸造设备与工艺(2022年1期)2022-04-26
商用汽车(2021年4期)2021-10-13
铸造设备与工艺(2021年2期)2021-06-08
大型铸锻件(2021年3期)2021-04-30
汽车实用技术(2019年20期)2019-11-06
表面工程与再制造(2019年3期)2019-09-18
中国铸造装备与技术(2019年1期)2019-02-14
汽车观察(2018年10期)2018-11-06
铸造设备与工艺(2017年6期)2018-01-28
汽车实用技术(2017年11期)2017-07-18
