转炉ID风机振动故障分析与处理
2017-06-26 10:43刘彦兵刘春虎
山西冶金 2017年2期
刘彦兵,刘春虎
(山西太钢不锈钢股份有限公司,山西太原030003)
生产实践·应用技术
转炉ID风机振动故障分析与处理
刘彦兵,刘春虎
(山西太钢不锈钢股份有限公司,山西太原030003)
ID风机是转炉系统正常冶炼的关键设备之一。首先对该风机的故障过程及情况进行介绍,通过运用频谱分析法对振动异常进行分析,并经过动平衡分析计算,结合多次检修情况,逐一排查,最终确定其故障是由垫板与机架基础之间产生局部微变形和转子组主轴轴承安装轴段磨损所引起,并分别提出用研磨垫板、轴承座及机架基础和修复转子组主轴安装轴承轴段的处理措施,解决了ID风机振动大的故障,保证了转炉的正常生产。
ID风机振动频谱分析动平衡
1 转炉ID风机概述
1.1 ID风机的作用和工况条件
ID风机在转炉炼钢系统中起引风机的作用。炼钢产生的烟气在ID风机的抽吸下,进入气化冷却烟道、蒸发冷却器、静电除尘器,经过风机进入煤气柜(见图1)。烟气进入ID风机的温度约为170~180℃。
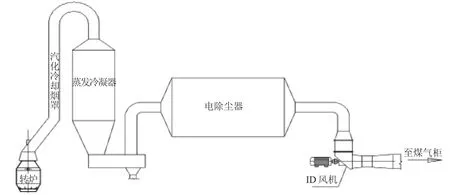
图1 ID风机在转炉炼钢系统中的位置
1.2 ID风机的主要技术参数
风机类型为轴流风机,其风量为270000m3/h;全压为7 500Pa;电机功率为1 000 kW电压为670V;转速为变频调速,330~2 200 r/min;制造商为德国TLT公司;轴承座测振方位为测量径向水平的振动速度。
1.3 ID风机结构
风机为轴流风机,叶轮直径为Φ1 334mm,前轴承为固定端,采用双列向心球面辊子轴承,型号为22224E/C3,后轴承为游动端,为CARB轴承,型号为C2218。轴承润滑方式为油池润滑。风机结构简图及轴承装配示意图如图2。
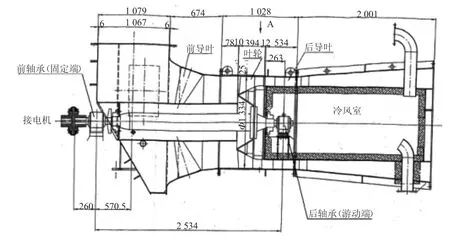
图2 ID风机的结构简图(单位:mm)
2 近期故障及检修情况
2.1 故障开始的情况
2015年4月,1号风机出现在升速过程中振动增大的现象,转速升高到接近最高转速时,后轴振动快速增大到3.8~4.2mm/s,当达到最高转速2 200 r/min时,又迅速降下来了,稳定在1.7~2.1mm/s,如图3所示。
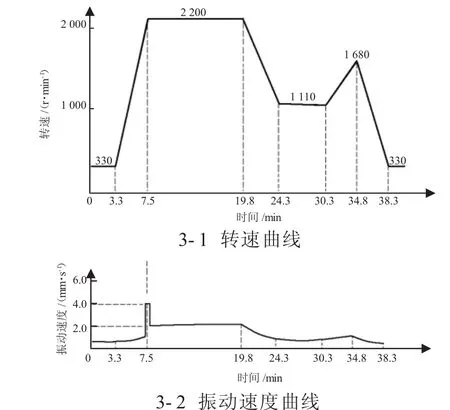
图3 转炉冶炼一炉钢的过程中振动与转速对应关系示意图
5月份对风机后轴承在升速过程中的振动高点情况进行了检查跟踪记录,见表1。

表1 1号转炉ID风机后轴承在升速过程中振动高点纪录情况
分析讨论后,并未找到这种振动变大的真正原因,为防止故障进一步扩大,决定利用检修机会更换转子,希望通过更换转子消除这种振动增大的现象。
2.2 检修过程及检修后振动故障情况
2.2.1 第一次检修和试车情况(见表2)
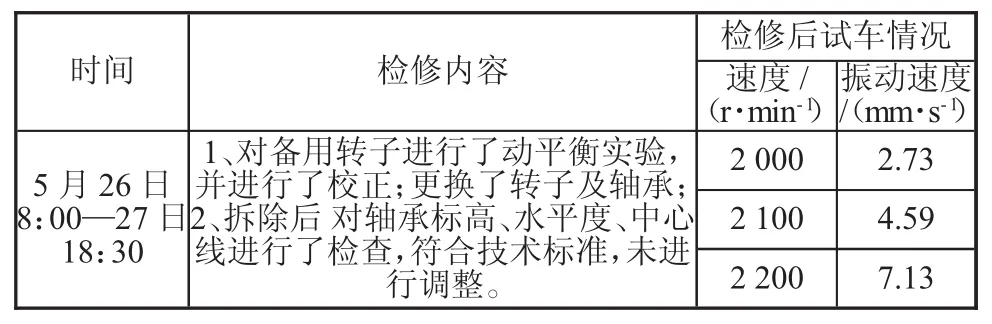
表2 第一次检修和试车情况
2.2.2 第一次检修后生产运行情况
试车中振动偏大,但因铁水无法消化,被迫投入生产,生产期间振动情况如表3。

表3 第一次检修后生产运行情况
2.2.3 第二次检修及试车情况(见表4)
因风机振动偏大,同时28日高炉也出现故障,铁水供应不足,决定再次对1号风机进行检修。
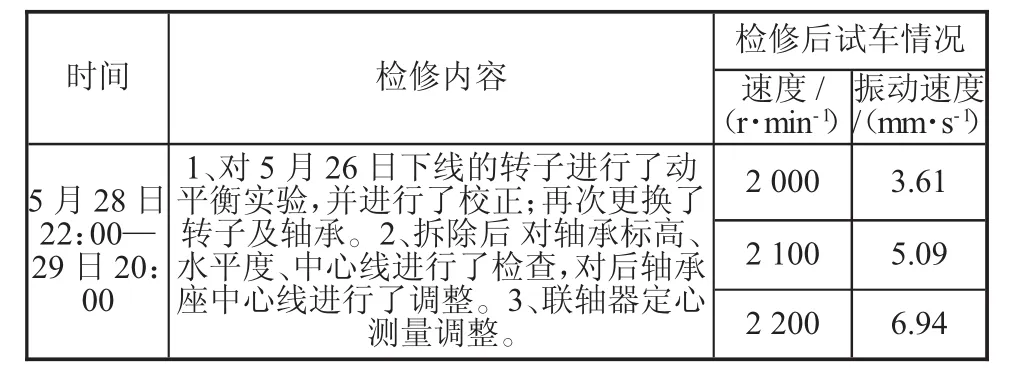
表4 第二次检修及试车情况
2.2.4 第二次检修后生产运行情况(表5)
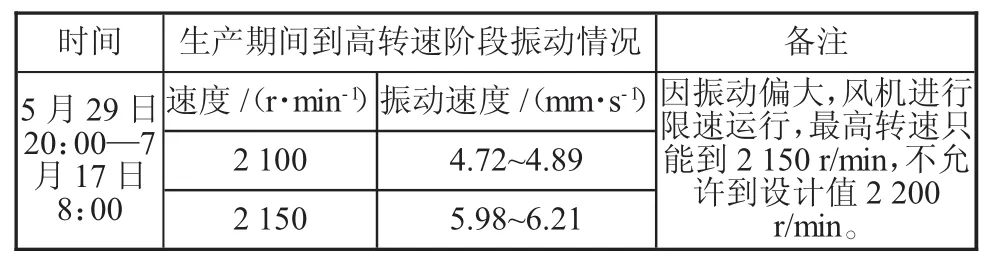
表5 第二次检修后生产运行情况
2.2.5 第三次检修及试车情况(表6)
根据年度检修计划,7月17日至24日,1号转炉进行年检。在此期间又对1号风机进行了检修。
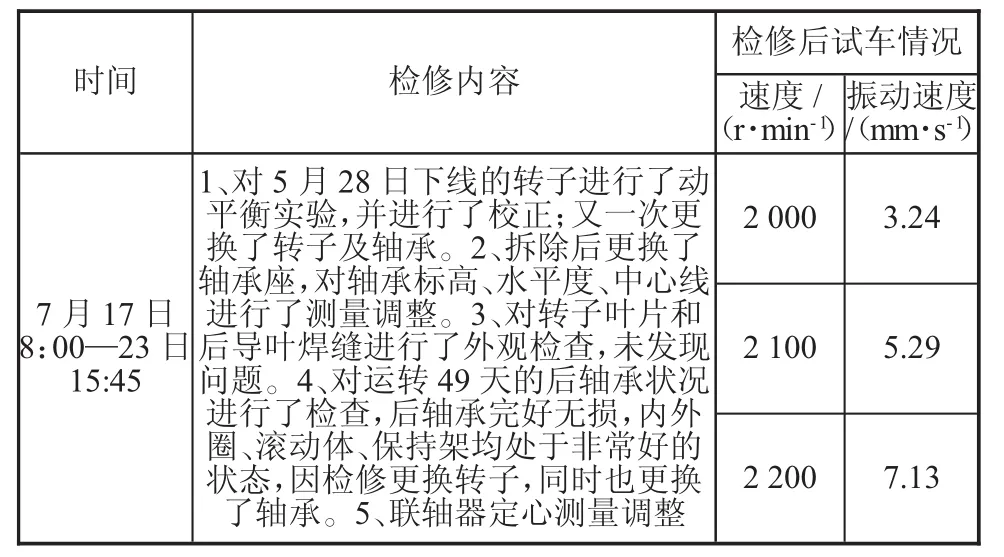
表6 第三次检修及试车情况
2.2.6 第三次检修后生产情况(见表7)
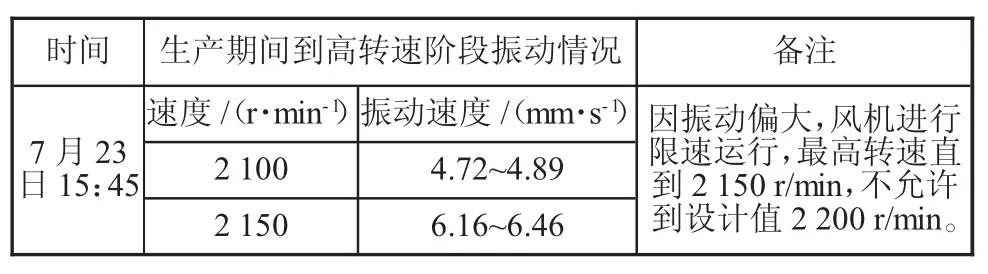
表7 第三次检修后生产情况
2.2.7 第四次检修及试车情况(表8)
根据年度检修计划,2016年3月21日至26日,1号转炉进行年检。在此期间又对1号风机进行了检修。
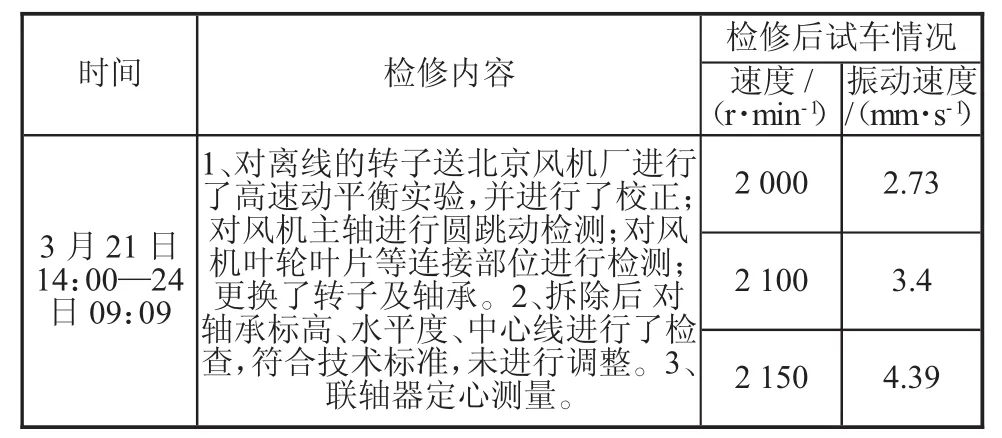
表8 第四次检修及试车情况
2.2.8 第四次检修后生产情况(表9)
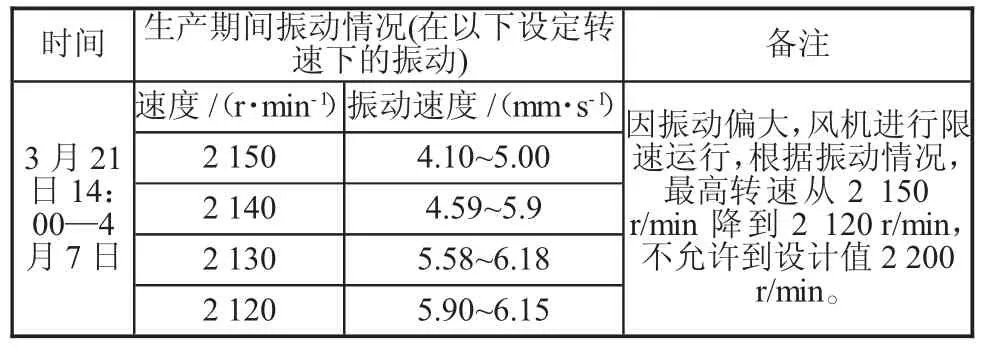
表9 第四次检修后生产情况
2.2.9 第五次检修及试车情况(表10)
2016年4月7日高炉休风,1号转炉进行定检。在此期间又对1号风机进行了检修。
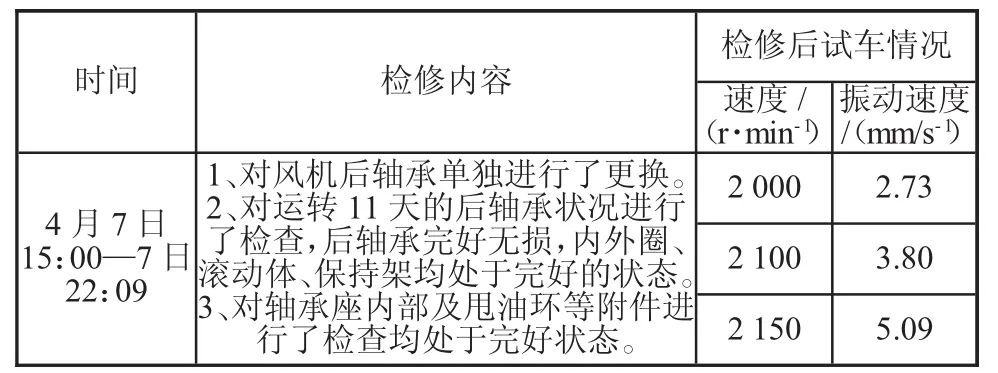
表10 第五次检修及试车情况
2.2.10 第五次检修后生产情况(表11)
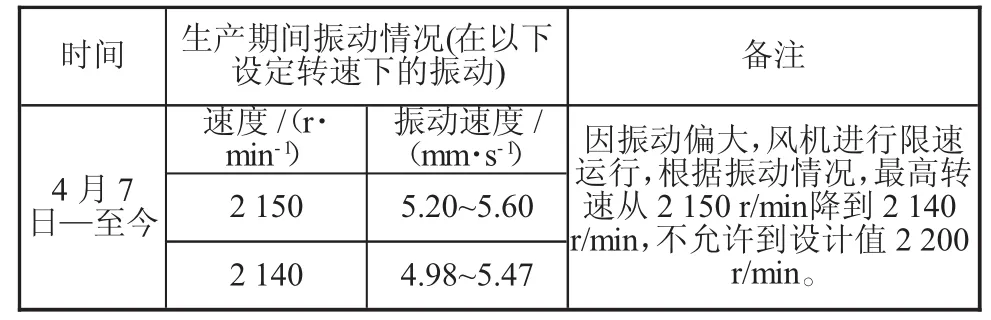
表11 第五次检修后生产情况
目前,冶炼一炉钢,转速与振动曲线的对应关系如图2所示。
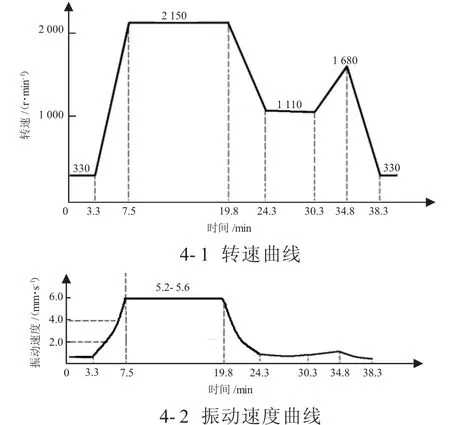
图4 第五次检修后一炉钢过程中振动与转速对应关系示意图
最近几次次检修,不但未能改善风机振动情况,反而使振动有变大的趋势。导致风机处于带病运行状态,无法在最高设计转速运行,车间经常溢烟,影响环保。
3 原因分析及故障处理
3.1 原因分析
3.1.1 频谱分析
因1号风机振动偏高,对风机进行了振动监测诊断,数据采集和频谱分析,认为高转速阶段的振动主要来自于5倍频,测量分析数据如下。
3.1.1.1 趋势分析
如图5所示是前后轴承的振动速度峰峰值趋势图,通道1蓝色曲线为前轴承,通道2绿色曲线是后轴承。图5中所示是一个先升速再降速的过程,升速阶段风机的转速先后为330 r/min,500 r/min,1 000 r/min,1 500 r/min,1 800 r/min,2 000 r/min和2 100 r/min,而降速阶段则快速从2 100 r/min直接降到330 r/min。从图5中可以看出,在低中转速阶段(330~1 500 r/min),前轴承和后轴承的振动大小基本相同,曲线相互重合。而当转速升高到1 800 r/min时,前轴承的振动值基本保持不变,仍为4mm/s左右。但后轴承的振动值迅速攀升,达到了7mm/s。随着转速的继续增加,前后轴承的振动值都逐渐增大。前轴承振动最大时达到约10mm/s,而后轴承振动最大时达到约17.66mm/s。下面分别对前后轴承的波形及频谱进行分析。3.1.1.2波形频谱分析
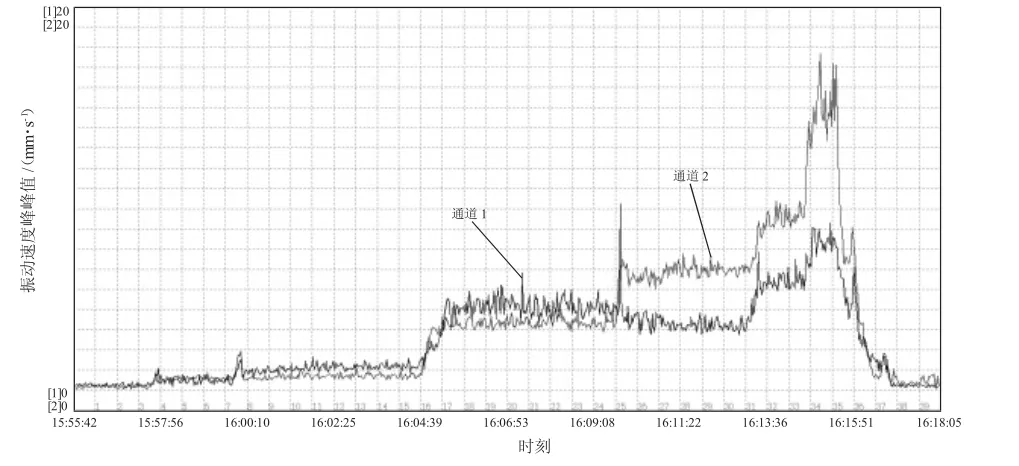
图5 前后轴承的振动速度峰峰值趋势图(2015-06-11)
如图6所示是前轴承的振动加速度波形频谱图,图中时刻转子转速为2 100 r/min,转频为35 Hz。从振动波形图6中可以看出,信号的振动比较平稳,没有突出的冲击成分。频谱图中,主要是转频以及它的谐波比较明显,但是各个频率的振动幅值并不大,没有特别突出的成分。
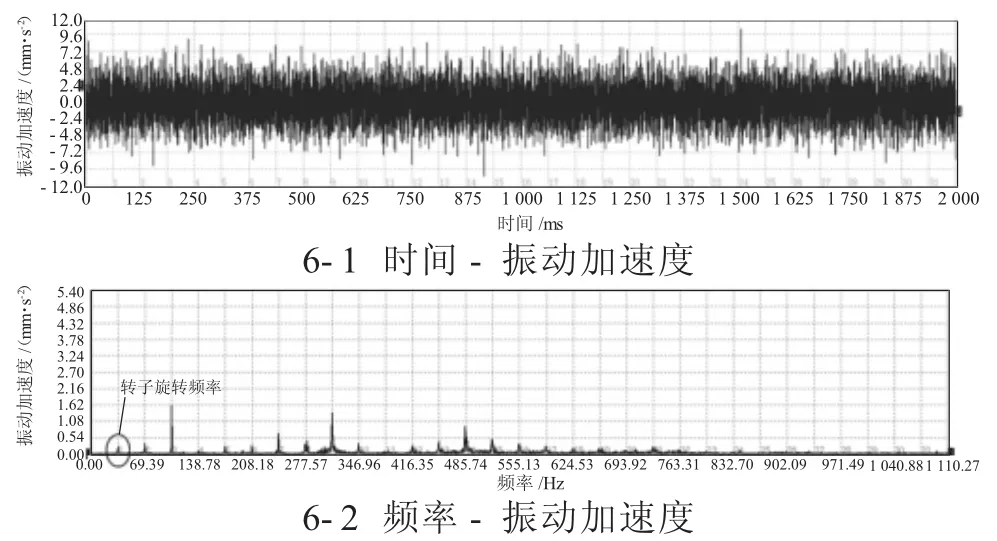
图6 前轴承的振动加速度波形频谱图
如下页图7所示是后轴承的振动加速度波形频谱图,图中时刻转子转速为2 100 r/min,转频为35Hz。从频谱图7中可以看出,转频和它的各级谐波比较明显,谐波的倍数从1倍一直延伸到15倍,其中1倍转频和5倍转频最为突出。波形图7中,与前轴承相比,信号中有许多突出的冲击成分。将波形图拉开,放大,得到图8。
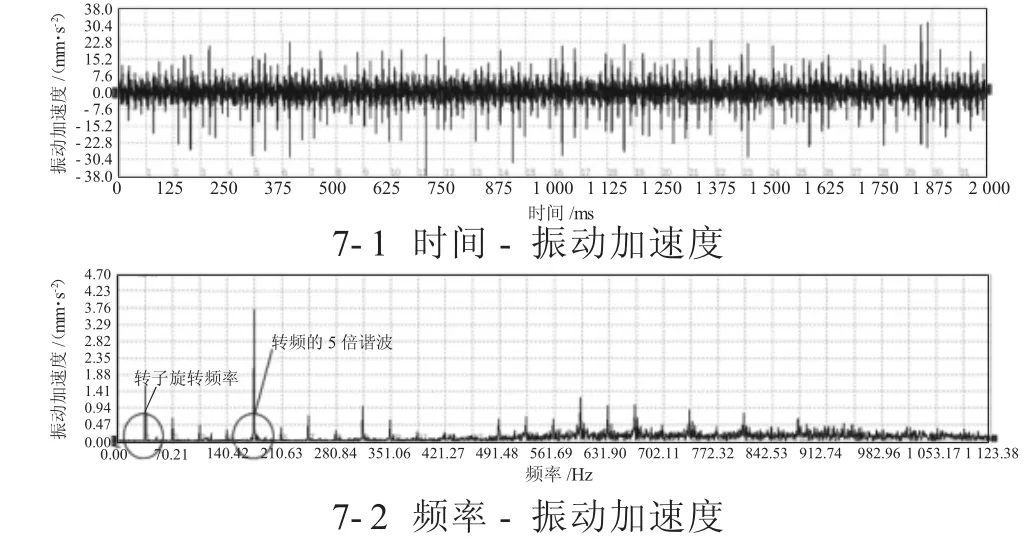
图7 后轴承的振动加速度波形频谱图
如图8所示是该时刻振动波形的放大图,从图8中可以看出,波形图中的冲击成分主要是35Hz的一倍转频和70Hz的二倍转频。二倍转频虽然在频谱中并不突出,但是在波形图中可以明显的分辨出来。而相反,在频谱中非常突出的五倍转频却很难在波形图8中发现。
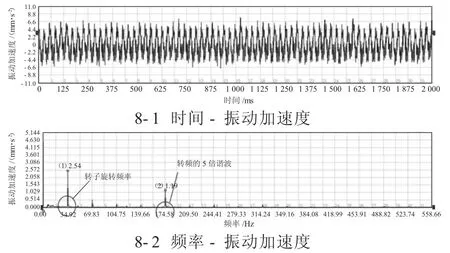
图8 后轴承的振动加速度波形频谱图放大图
如图9所示是将加速度信号进行积分,得到的后轴承在转速为2 100 r/min时的振动速度波形频谱图。波形图中,与加速度波形相比,速度波形相对较为杂乱,看不出明显的冲击成分,与前轴承的振动速度波形较为相似。频谱图中,与加速度频谱相比,经过积分计算之后,高倍的转频谐波相对削弱,低倍的转频谐波相对增强。所以可以看到一倍转频更为突出,五倍转频相对减弱,其他频率成分都不明显,频谱相对干净。
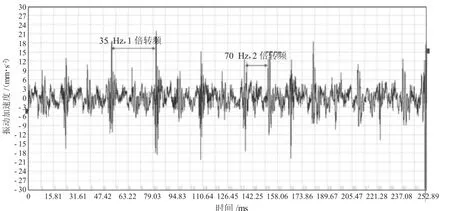
图9 后轴承振动加速度波形频谱图
3.1.1.3 频率瀑布图分析
如图10所示是后轴承的三维频谱瀑布图。横轴是频率,纵轴是幅值,斜轴是时间。该图可以直观显示不同频率成分随时间的变化情况,可以判断各种频率出现的时间、相对大小和发展趋势。该图的时间范围为16:04到16:18,对应的转速为从1 500 r/min(16:04)到最高转速2 100 r/min(16:15)再降速到330 r/min(16:18)的过程。从图中可以看出,当转速相对较低时(1 500 r/min),转频的幅值很小,其谐波也不明显。而电机引起的电磁交变应力50Hz和它的谐波相对突出。随着转速的升高,转频的幅值随之增加,转频的谐波也越来越明显。当转速从1 800 r/min(16:10)增加到2 000 r/min时(16:13),一倍转频和五倍转频的幅值相对比较突出。当转速升高到2 100 r/min时(16:15),转频的一倍频和五倍频幅值再次明显的增大。结合后轴承的趋势图,正是在这一阶段设备的振动幅值超标过大。因此可以判断是一倍频和五倍频导致了风机后轴承振动的过大[1]。
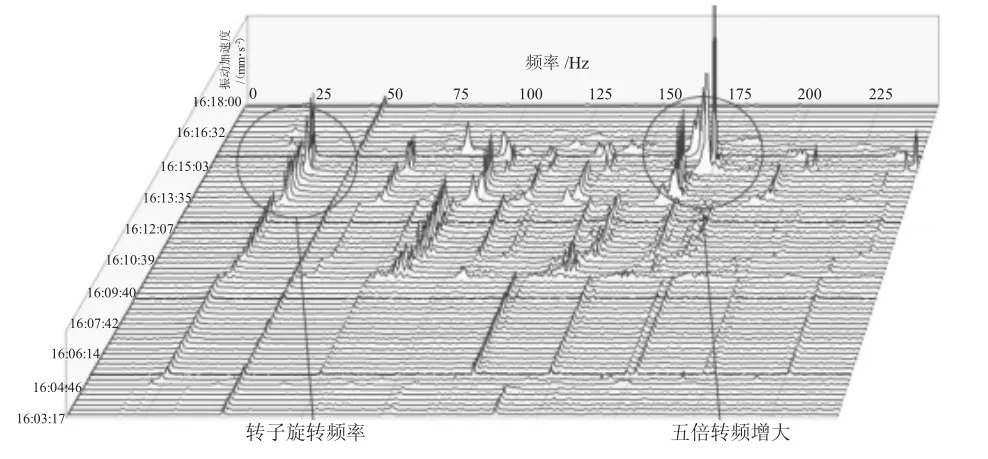
图10 后轴承的三维频谱瀑布图
3.1.2 转子不平衡
ID风机要求的动平衡精度等级G=2.5mm/s。根据公式G=en/9 550得:
式中,G为转子平衡精度等级,G=2.5mm/s;e为允许质量偏心距,μm;n为转子最高转速,n=2 200 r/min。
计算得e=10.8μm。
转子许用不平衡量U=em,其中m为转子质量,m≈600 kg=600 000 g。
计算得:U=6 480 g·mm。
按照大概重心位置分配到两个矫正面上分别为:U1=4 002 g·mm;U2=2 477g·mm。
两矫正面的矫正半径分别为r1=440mm,r2=210 mm。
则两矫正面在动平衡校正后(见图11)的残余不平衡质量分别为:

因此,理论计算平衡精度在9 g以下即可。最近几次检修的动平衡试验,精度都在4~5 g,满足精度要求[2]。
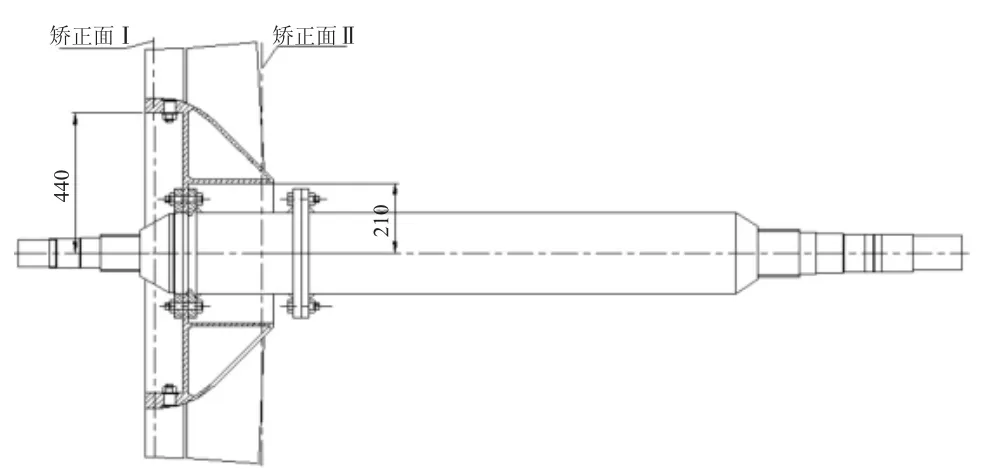
图11 转子动平衡矫正位置示意图(单位:mm)
3.1.3 风机轴弯
风机轴经历了多次更换轴承,每次轴承更换拆除都采用火焰切割拆除,火焰拆除时,轴颈处受热肯定不均匀,有可能导致轴弯曲。另外,在振动测试中,一倍频也偏大。
在线粗测跳动。如图12所示,拆除风机入口短节和风机上盖后,轴承上盖螺栓先不松,把千分表表座固定在机壳剖分面上,在A、B、C三处检测轴的跳动[3]。
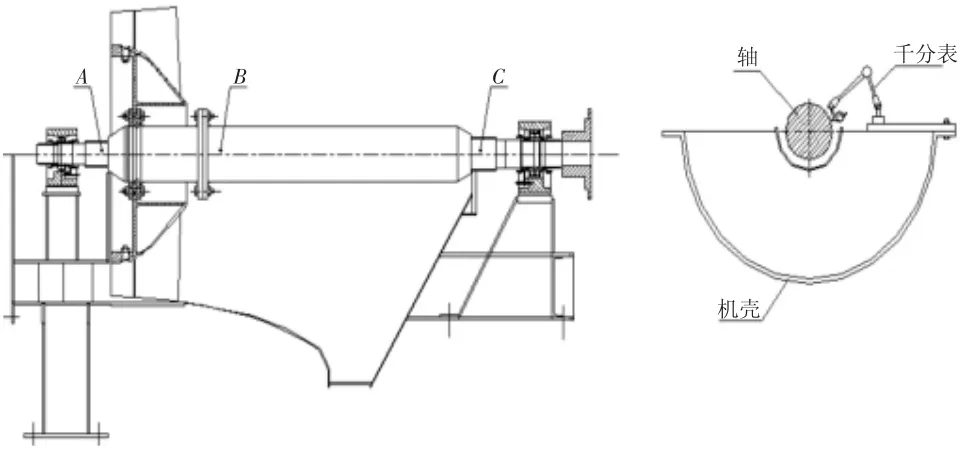
图12 风机轴在线跳动检测示意图
3.1.4 后轴承座地脚连接分析
后轴承座用地脚螺栓固定在一个钢结构底座上,而此钢结构底座是焊在冷风室内壁上,而冷风室壳体是由后导叶支撑,后导叶焊接在冷风室外壁和风机出口管道内壁之间,风机出口管道外壁在通过一个外钢座与基础连接,如图13所示。
在这些连接的环节中,地脚螺栓已确认多次可以暂排除。其他结构的刚性较大出现微裂纹的可能性较小,后导叶刚性较小,风机长期运行的振动(正常振动)可能导致微裂纹出现。
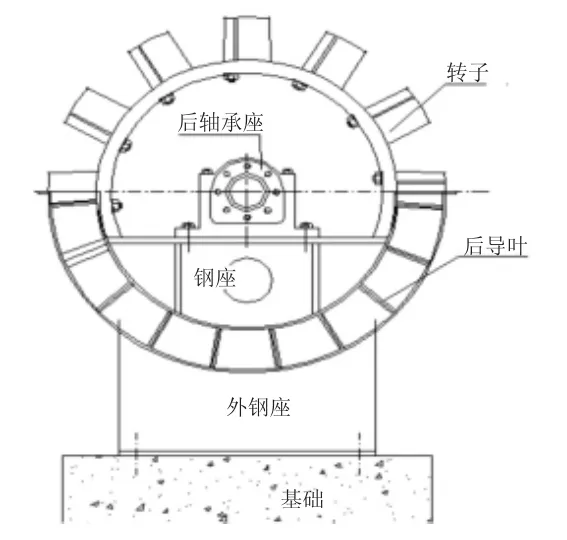
图13 后轴承座支撑示意图
3.1.5 共振分析
风机虽然未经改造,各部件特征频率未变化,但是如果结构出现裂纹,可能会引起某些部件特征频率的变化。
根据最近几次检修情况来看,暂可排除安装方面原因,从风机本身查找;风机机架强度原因暂且排除,之前做过后轴承座机架相关结构焊缝渗透试验,后导叶着色探伤,未发现有缺陷,而且基础机架南北方向均加4根筋固定;风机转子组动平衡原因排除,最近两次检修均对转子组在动平衡机进行800多转高速动平衡试验调整,可满足2 900 r/min的工况使用条件,而且现场也在线做过动平衡试验,改善效果不明显;从现状分析,风机在高速运转情况下,后轴承振动急剧变大。现在分析造成的原因可能有两个方面:一是前后轴承座垫板下机架基础平面本身已不平,去年7月份中修加工垫板找平,垫板加工面尺寸配合机架基础面尺寸加工,因此垫板表面局部尺寸不一样,虽然在安装垫板、轴承座后整体测量轴承座中分面水平度符合安装精度要求,但风机在炼钢状态高速转动下,垫板与机架基础之间可能产生局部微变形,引起轴承振动大;二是ID风机转子组主轴安装轴承轴段局部有磨损,轴承与轴配合精度较差,造成轴承振动大[4]。
3.2 故障处理
2016年5月高炉休风,对ID风机再次进行检修,主要检修内容如下:
3.2.1 研磨垫板、轴承座及机架基础
将加工好的垫板一个面与机架基础面进行研磨,另一个面与轴承座底面研磨。最终测量轴承座中分面水平,符合水平度要求。
3.2.2 修复转子组主轴安装轴承轴段
将离线转子组送修,着重处理主轴安装轴承轴段,经测量局部尺寸偏离标准0.10mm左右,后激光堆焊再机加工处理,尺寸精度达到使用要求。
检修后试车,固定端、自由端轴承振动值分别为0.76mm/s,1.08mm/s。符合功能精度要求[5]。
4 结语
ID风机作为转炉系统的关键设备,发生振动的原因众多,如何对这些故障进行快速准确的分析和处理,影响着转炉的正常生产。针对本次故障,分别对常见原因一一分析,结合历次检修情况进行排查,经过频谱分析,动平衡验证等措施,最终查找到故障发生的确切原因,解决了ID风机振动大故障。
[1]成大先.机械设计手册[M].北京:化学工业出版社,2010.
[2]陈大禧,朱铁光.大型回转机械诊断现场实用技术[M].北京:机械工业出版社,2002.
[3]徐敏.设备故障诊断手册[M].西安:西安交通大学出版社,1998.
[4]续魁昌.风机手册:第2版[M].北京:机械工业出版社,2011.
[5]熊诗波,黄长艺.机械工程测试技术基础:第3版[M].北京:机械工业出版社,2006.
(编辑:苗运平)
Fault Analysis and Treatment of ID Fan Vibration of Converter
LIU Yanbing,LIU Chunhu
(Shanxi Taigang Stainless Steel Co.,Ltd.,Taiyuan Shanxi030003)
ID fan is one of the key equipment in normal smelting converter system.This paper firstly introduces the failure process and conditions of ID fan.By using spectrum analysismethod,this paper analyzes abnormal vibration. Through dynamic balance analysis and calculation,combined with severalmaintenance situation,this paper ultimately determines that the fault is produced by micro deformation between plate and frame base and rotor spindle bearing shaft section of wear and tear caused by installation,and puts forward treatmentmeasures respectively with grinding plate,bearing,frame based group and spindle bearing segment repair of rotor shaft,which solves the fault of ID fan vibration and ensures the normal production of the converter.
ID fan,vibration,spectrum analysis,dynamic balance
TH442
A
1672-1152(2017)02-0045-06
10.16525/j.cnki.cn14-1167/tf.2017.02.18
2016-12-18
刘彦兵(1988—),男,山西兴县,大学工学学士,助理工程师,现在太钢从事机械设备点检工作。
猜你喜欢
大电机技术(2022年2期)2022-06-05
防爆电机(2022年1期)2022-02-16
空间科学学报(2021年6期)2021-03-09
制造技术与机床(2019年8期)2019-09-03
学生导报·东方少年(2019年16期)2019-07-02
测控技术(2018年7期)2018-12-09
小猕猴智力画刊(2018年6期)2018-07-08
奥秘(创新大赛)(2018年3期)2018-07-03
中国铸造装备与技术(2017年3期)2017-06-21
快乐作文·高年级(2014年11期)2014-12-17