大H型钢精轧导卫稳定性改造
2017-06-26 10:43王京亮张蕾
山西冶金 2017年2期
王京亮,张蕾
(山钢股份莱芜分公司型钢厂,山东莱芜271104)
大H型钢精轧导卫稳定性改造
王京亮,张蕾
(山钢股份莱芜分公司型钢厂,山东莱芜271104)
莱钢大H型钢生产线精轧机组采用的导卫装配为横梁装配式,导卫装配便捷,备件通用性较好。这种装配模式也存在着精度难以保证的缺点,随着设备的不断老化,因导卫原因出现的堆钢事故频繁发生,因此对该生产线精轧导卫进行了稳定性改造。通过增加导卫平衡装置,极大地提高了生产的稳定性。
大H型钢精轧导卫下导卫平衡装置生产稳定
山钢股份莱芜分公司(全文简称莱钢)大H型钢生产线于2005年9月建成投产,主体工艺设备从德国SMS-MEER公司引进,主要生产腹板高度250~1 000mm的H型钢以及45号—63号工字钢。坯料采用异型连铸坯,轧制工艺采用X-H轧法,轧机布置为BD-UR-E-UF的1+3半连续布置型式。其精轧机组为UR-E-UF三架轧机的往复轧制,轧件的咬入通过精轧导卫辅助,三架轧机上下位置共有12件导卫。在国内H型钢生产线中,也有河北津西等几家钢铁厂采用这种导卫装配模式。这种导卫装配模式的优点是制作方便、安装便捷、通用性高等,但也存在一定的缺点,比如精度保证困难、易闪缝等(见图1)。
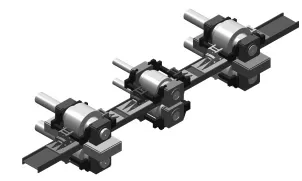
图1 莱钢大H型生产线精轧机组布置效果图
1 导卫不稳定性分析
精轧轧区工艺相对较为稳定,粗轧BD来料以及往复轧制都是通过导卫将轧件“扶入”轧辊中,因此导卫在轧制中起到非常重要的作用。精轧导卫采用横梁装配支架的模式来固定导卫,导卫系统的离线部分包括:导卫、横梁、支架、横梁座、偏心销五大部分,还有一些包括垫片组、滑板等小部件。这五大部分都对导卫装配的精度有影响,整个精度组成中的损失环节过多,管控难度较大,因此在轧制中导卫经常出现闪缝、倾斜等问题,尤其是下导卫更加明显。主要原因有:
1)横梁端部滑板磨损变形,导致横梁在横梁座内相对运动,带来导卫不稳定。
2)横梁座凹槽基体滑板磨损,同样带来横梁在横梁座内相对运动。
3)横梁受冲击后弯曲度超标,导致垫片数值失真,导卫位置不准确。
4)偏心销与支架衬套配合间隙过大,继而无法有效调整导卫,使导卫与支架相对位置偏差。
相关部件的尺寸精度磨损过大后,最终反映在导卫本体上,具体表现为导卫水平度不好、上下导卫开口度不符合要求,严重的就会出现导卫与轧辊出现闪缝。当闪缝过大时,轧件舌尖部位会插入闪缝中,从而造成堆钢。该生产线每年因为这种原因造成的堆钢次数较多,给生产指标带来了很大的影响。
2 下导卫的稳定性改造方案
2.1 方案原理
上导卫通过调整横梁垫片的方式可以有效控制导卫的非正常活动,但下导卫装配后横梁垫片无法再进行调整,因此只能通过别的方案来稳定导卫。
通过分析可知,在轧钢过程中,下导卫远离轧辊的一侧受到轧件向下的冲击力,加上导卫本身的质量,导致经常出现尖部与轧辊的闪缝。闪缝过大时,轧件出现扣头就会从中钻出导致堆钢,最根本的方法是消除这两个施加在导卫上的力(见下页图2)。
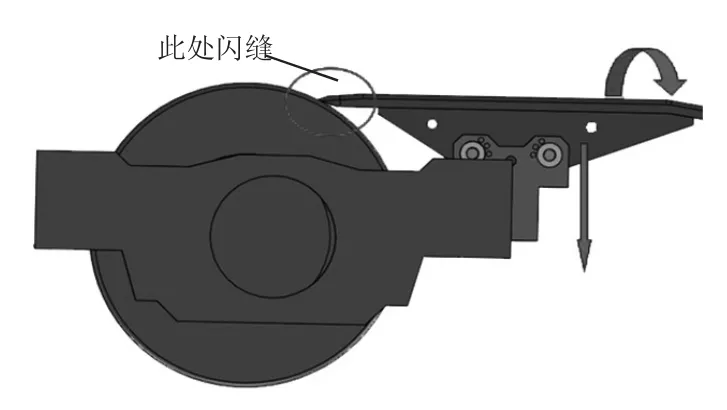
图2 造成导卫闪缝的受力分析
2.2 方案设计
消除这两个施加在导卫上的力难度较大,但可以施加一个不小于它们的反作用力,因此该线设计一套下导卫平衡装置。通过一个可以压缩的弹簧,对导卫施加一个向上的力,这样就避免了导卫的下落。
2.3 参数选取
根据现场的工况条件和备件的空间尺寸,对所用的弹簧尺寸进行了设计。通过专业的弹簧设计计算软件计算,莱钢选取了弹簧的参数,最大外径:65 mm;线材直径:10mm;压缩圈数:33圈;原始长度:800mm(见图3)。
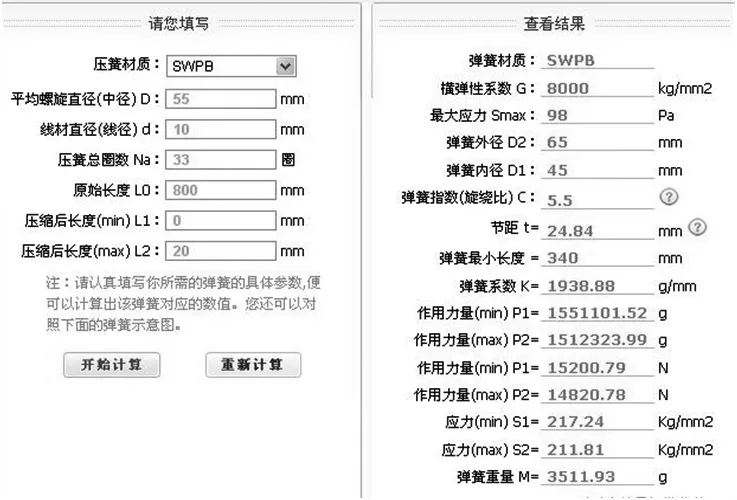
图3 弹簧参数选取
2.4 配套工艺确定
确定了设计方案和平衡装置中的参数后,在现场作业中如何执行仍然需要一个标准,对此该生产线根据各规格导卫和支架的质量,以及实际装配时的轧辊直径,再综合考虑在线调整缸行程、规格辊缝等因素,计算出压缩弹簧的压缩量,编制出作业参考表交付现场使用。
3 方案现场优化
在后期使用过程中,又对这套装置进行了多项优化改进。
3.1 增加弹簧抗弯套筒
由于下导卫的卫板直接与弹簧接触,在导卫受到轧件的冲击时,冲击力会传达到弹簧上,长时间的冲击或移动量较大时,弹簧就会出现塑性变形,之后弹簧就会失去顶起导卫的作用。在弹簧顶部增加了一段套筒,弹簧深入套筒之中,这样导卫受力就传递到套筒上,套筒极高的刚性保证了弹簧不会变形(见图4)。

图4 抗弯套筒设计
3.2 调整丝母添加排屑槽
调整丝母的作用是调整压缩弹簧的长度,其在丝杠上旋转上升或下降,但由于在线工况恶劣,水锈和氧化铁皮较多,几次使用之后丝母的内丝就会被铁粉填满而无法旋转,继而失效。在丝母的内丝中增加了2个宽度8mm的排屑槽,这样丝母在旋转的过程中,其内部的铁粉会随之排出,这样就保证了丝母的正常使用(见图5)。
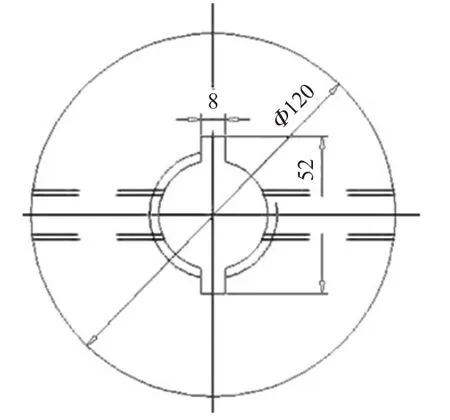
图5 调整丝母改造(单位:mm)
3.3 其他优化
为了使装配更加便捷、可靠、有效,该生产线还针对平衡装置进行了TM窄立筋导卫稳定改造、丝杠点焊固定等优化。
4 结语
采用了下导卫平衡装置后,导卫在线稳定性大大提高,消除了导卫与轧辊的闪缝,极大地降低了下导卫问题造成的堆钢风险。该生产线在2015年开始实施这项改造,并在后期不断优化和改进,在2016年初确定了最终图纸及安装方案,在后期批量使用在现场的轧机装配中,并将其并入标准作业内容,后期没有再出现因下导卫闪缝而造成的堆钢事故。
(编辑:苗运平)
Stability Transformation of Finish Rolling Guiding in Large H-beam Steel
WANG Jingliang,ZHANG Lei
(Steel Plant of Shandong Iron&Steel Laiwu Branch Co.,Laiwu Shandong 271104)
The guiding assembly in finishingmill of large H-beam steel production line of Laiwu Iron and Steel Group is assembled by the cross beam with convenient assembly of guiding and good commonality of spare parts.This assemblymode also has the disadvantage that the precision is difficult to guarantee.With aging equipment,piling-up of steel occurs frequently because of guiding,so the stability transformation of finish rolling guiding in production line is constructed.The stability of production is greatly improved by adding a balance device for guiding.
large H-beam steel,finish rolling guiding,balance device ofbottom-guide,stable production
TG333
A
1672-1152(2017)02-0075-02
10.16525/j.cnki.cn14-1167/tf.2017.02.29
2016-12-18
王京亮(1982—),男,山东莱芜人,2006年毕业于山东大学材料科学与工程专业,工程师,研究方向为大H型钢生产工艺。
猜你喜欢
上海金属(2022年6期)2022-11-25
商品与质量(2020年23期)2020-10-09
山东冶金(2019年5期)2019-11-16
山东冶金(2019年3期)2019-07-10
云南化工(2019年2期)2019-03-03
山东冶金(2018年5期)2018-11-22
世界有色金属(2018年13期)2018-09-12
中国资源综合利用(2018年6期)2018-08-02
天津冶金(2018年1期)2018-06-13
制造技术与机床(2017年11期)2017-12-18