燕钢3号和4号板坯连铸机工艺技术特点
2017-06-26 10:43王鲁刘彩玲李武红张西锋
山西冶金 2017年2期
王鲁,刘彩玲,李武红,张西锋
(中国重型机械研究院股份公司,陕西西安710032)
经验交流
燕钢3号和4号板坯连铸机工艺技术特点
王鲁,刘彩玲,李武红,张西锋
(中国重型机械研究院股份公司,陕西西安710032)
详细介绍了中国重型机械研究院股份公司为燕钢新区提供的EPC工程3号和4号板坯连铸机特点。论述了该连铸机的主要技术参数和工艺流程,为同类连铸机的设计提供了参考和借鉴。
板坯连铸机动态轻压下连续弯矫辊列动态二冷控制
燕山钢铁有限公司(全文简称燕钢)新区炼钢厂为了提高产品品质并为轧钢车间供应坯料,决定新建2台双流板坯连铸机。该项目由中国重型机械研究院股份公司(以下简称中重院)负责全部设计工作及连铸机设备的供货、安装和调试任务。
1 连铸机主要参数(见表1)
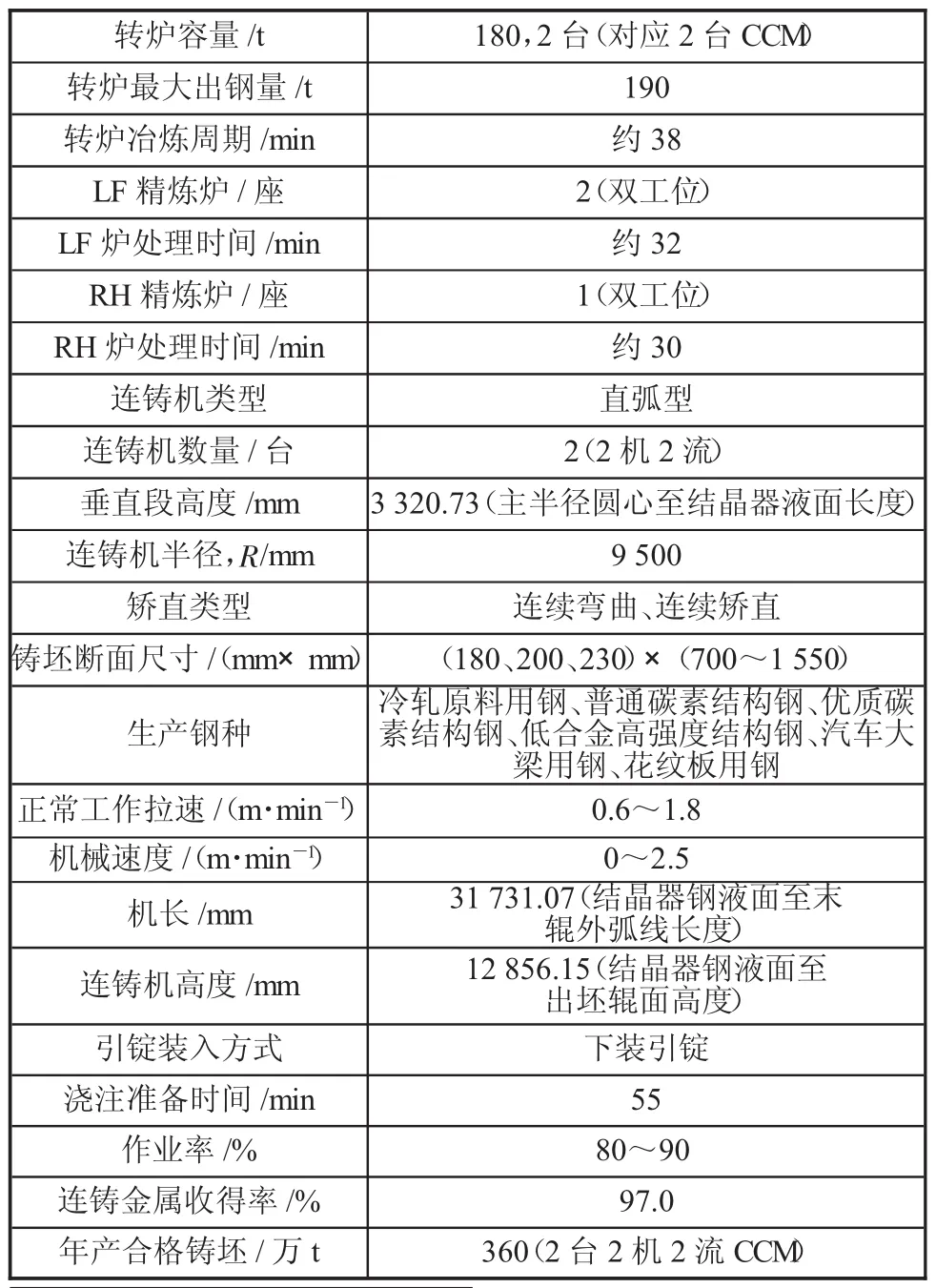
表1 连铸机主要参数
2 连铸机工艺流程
该板坯连铸机为完全国内自主(成套),设备装机水平国内领先,工艺布置合理,在相同类型连铸机领域具有一定的代表性。工艺流程如图1所示。
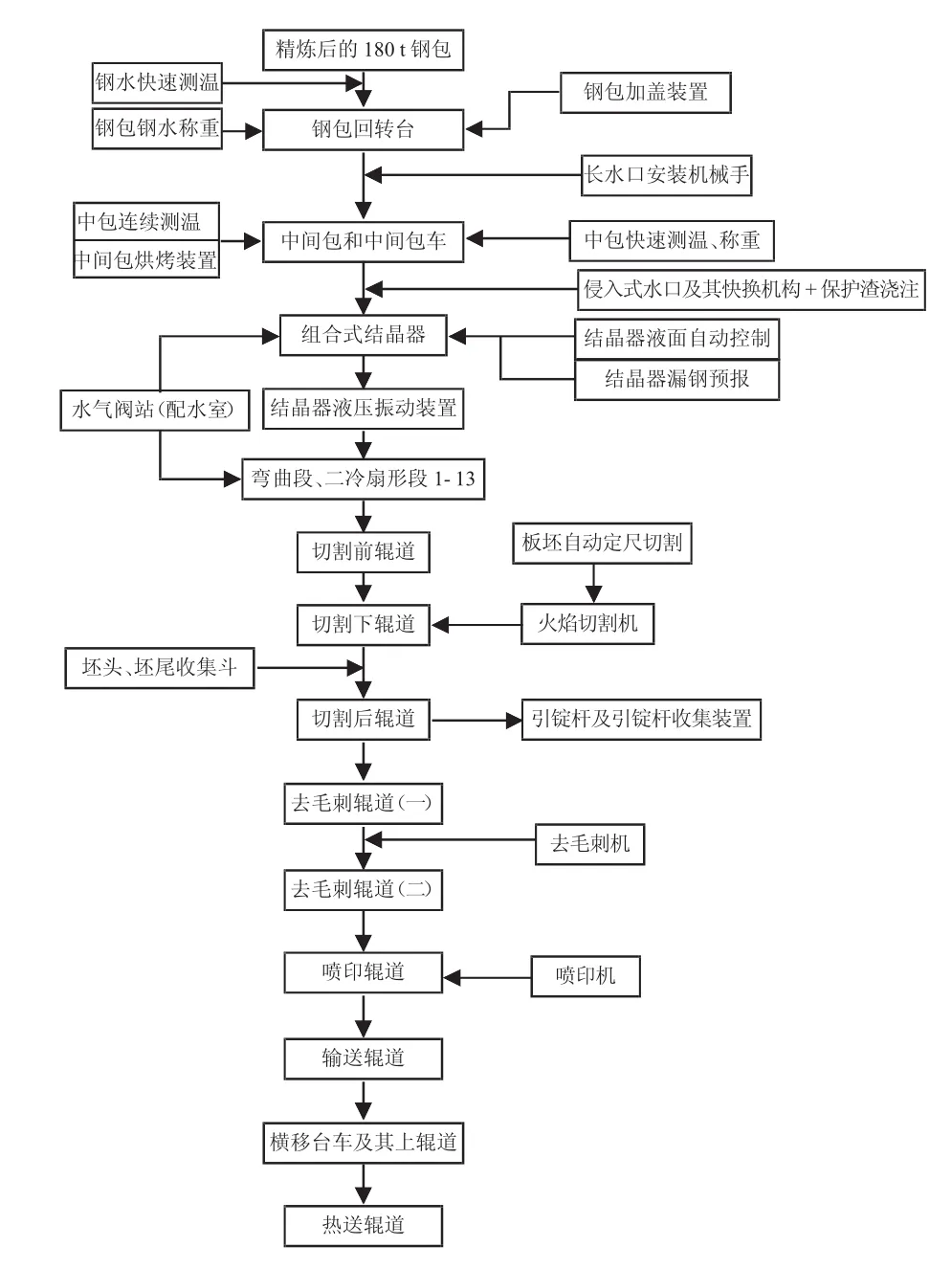
图1 工艺流程图
3 主要技术措施和设计
3.1 提高连铸机作业率和设备使用寿命的措施
1)采用四连杆蝶式钢包回转台,两臂单独升降,可360°自由旋转,提高了换包效率及安全性。
2)采用了浸入式水口快换装置,提高了中间包的利用率并提高了连浇炉数。
3)中间包车采用四缸升降,并采用中重院自主研发的液压同步系统,保证升降的平稳性。
4)采用了中重院自主设计的结晶器宽度调整系统,可实现结晶器的在线自动调宽或离线调宽。
5)采用中重院积累多年的经验开发的一种新型漏钢预报专家系统,极大地提高了漏钢预报的准确率。
6)为保证连铸机的正常运转,采用三电一体化设计,提高液压系统、电控仪表计算机系统的可靠性,按工艺控制要求,实现对整条生产线的自动、半自动和手动控制[1]。
7)出坯辊道和轧钢热送辊道之间采用横移台车输送铸坯,实现了连铸坯的热送。
8)合理的蒸气排出管道设计,将连铸机生产过程中产生的高温、高湿及高腐蚀性的蒸气排出到厂房外,保证了连铸机设备的可靠运行并为浇钢工提供了良好的操作环境。
3.2 保证铸坯表面质量的措施
1)采用结晶器液面自动控制系统,该系统采用涡流电磁传感器检测钢液面,采用塞棒机构实现钢水的控流,从而实现结晶器内钢水液面波动范围在±3mm以内,使结晶器保护渣能均匀铺展和熔化,减少保护渣卷入。
2)采用长度为900mm的组合式结晶器,铜板材质为铬锆铜,表面镀Ni-Co,提高了铜板使用寿命。优化设计了铜板厚度和水缝结构,使铜板表面温度尽可能均匀。
3)采用中重院自主研发的结晶器液压振动装置,分别在结晶器宽度两侧各设置一台独立的振动单元体,单元体采用全板簧导向,精度高;板簧采用特殊防腐工艺处理,维修量少。采用中重院自有的振动模型,可在线准确地调整振动频率、振幅和振动波形等参数,实现结晶器的正弦和非正弦振动。
3.3 保证铸坯内部质量的措施
1)采用钢包长水口、中间包覆盖剂、浸入式水口、结晶器保护渣,并且长水口,浸入式水口均设有氩气密封,这样实现了钢液在钢包、中间包及结晶器内与空气的有效隔离,从而实现了钢包到结晶器的全程无氧化浇注。
2)连铸机辊列设计时考虑弯曲段采用高的直线段长度,从而能促使钢水中的夹杂物充分上浮,并提高钢水的均匀化,降低夹杂物向内弧聚集的趋势。
3)采用R=9.5m的主半径和连续弯曲连续矫直机型,保证在较高拉速情况下,严格控制铸坯两相区综合应变,避免铸坯产生内裂,同时在结晶器窄面下方设置3对侧倒辊,防止铸坯侧面产生鼓肚[2]。
4)各扇形段采用框架结构,刚性大,结构稳定,从而保证了各设备的位置精度和弧线精度,减少了拉坯过程中坯壳内产生的应变。
5)采用气水雾化冷却制度和中重院自主研发的二冷水动态控制模型,该模型主要根据钢种、断面、拉速、钢水过热度和铸坯表面温度等因素确定二冷水量的大小和分布,并通过计算机动态控制调节各冷却区水量,精确控制铸坯表面温度,在矫直区避开温度脆性区间,防止铸坯产生内裂和表裂。
4)采用二冷电磁搅拌技术,在扇形段1段或扇形段2段的首末辊上设置电磁搅拌辊。电磁搅拌能有效地改善连铸坯内部的组织结构,减轻中心偏析,消除裂纹及中心缩孔,大大增加等轴晶率,提高拉速。
5)采用中重院自主研发的动态轻压下技术,以提高铸坯的内部质量。该连铸机所有扇形段均具备远程调辊缝功能。在浇铸过程中通过模型自动控制扇形段4号~13号的压下位置和压下量,从而实现对铸坯凝固末端的轻压下[3]。
4 结语
由于对这2台连铸机的精心设计和诸多关键连铸技术的应用,以及优良的设备制造质量、精确高效的安装和调试、完善的生产组织管理,燕钢新区3号、4号连铸机分别于2016年4月20日和2016年6月21日一次热负荷试车成功。投产至今设备运行稳定可靠,生产铸坯质量良好,为燕钢产生了显著的经济效益和社会效益,获得了用户的好评。
[1]杨拉道,谢东钢.连续铸钢技术研究成果及应用[M].昆明:云南科技出版社,2012.
[2]刘延明,李平,栾兴家,等.板坯连铸机设计与计算[M].北京:机械工业出版社,1990.
[3]蔡开科,程士富.连续铸钢原理与工艺[M].北京:冶金工艺出版社,1994.
(编辑:苗运平)
Technical Characteristics of No.3 and No.4 Slab Caster in Yanshan Iron and Steel
WANG Lu,LIU Cailing,LIWuhong,ZHANG Xifeng
(China National Heavy M achinery Research Institute Co.,Ltd.,Xi’an Shaanxi 710032)
This paper introduces the characteristics of the EPC Project No.3 and No.4 slab caster provided by the China Heavy Machinery Research Institute in Yanshan.The main technical parameters and technological process of the continuous casting machine are discussed in this paper,providing reference for the design of the same kind of continuous castingmachine.
slab continuous caster,dynamic soft reduction,continuous bending,dynamic secondary cooling control
TF777.1
A
1672-1152(2017)02-0094-02
10.16525/j.cnki.cn14-1167/tf.2017.02.36
2016-12-15
王鲁(1982—),男,陕西宝鸡人,现就职于中国重型机械研究院股份公司,工程师,研究方向为钢铁冶金设备。
猜你喜欢
水泵技术(2022年2期)2023-01-15
太原科技大学学报(2020年4期)2020-06-17
建材发展导向(2019年5期)2019-09-09
建材发展导向(2019年13期)2019-08-24
建材发展导向(2019年11期)2019-08-24
中华建设(2018年3期)2018-04-23
红土地(2017年2期)2017-06-22
铸造设备与工艺(2016年5期)2016-11-26
当代工人(2016年11期)2016-07-19
大型铸锻件(2015年1期)2016-01-12