高温合金环形件磨削加工方法探讨
2017-09-24 12:07邓建荣
科学与财富 2017年23期
关键词:方法
邓建荣
摘 要:高温合金是我国航空工业加工中,非常重要的一种材料,主要分为:760℃高温材料、1200℃高温材料和1500℃高温材料等方面,并且在一定的应力条件下,长期处于高温加工的状态,具有良好的高温强度,其抗氧化、疲劳性、抗热腐蚀、以及断裂韧等性能,基于这些性能,对高温合金环形件磨削加工中的一些方式方法,进行了简要的分析和阐述,希望对相关行业的发展,给予一定程度上的帮助。
关键词:高温合金;环形件;磨削加工;方法;
此次接到的加工任务中需要对高温合金板料进行磨削。高温合金是航空工业中常用的难加工材料,磨削加工方式下极易发生烧伤。为了提高工件的精度和表面粗糙度,在加工工艺上经常在平面磨床上对工件进行加工,但由于平面磨床的磁性吸盘只适应磁性材料工件的装夹,很大程度限制了非磁性材料工件精度的提高,有些必须要磨削的非磁性材料工件往往是采用磁性材料挡块“夹挤”的方式夹持工件来进行磨削。现就用以下两个典型零件来进行分析:
一、环形工件分析
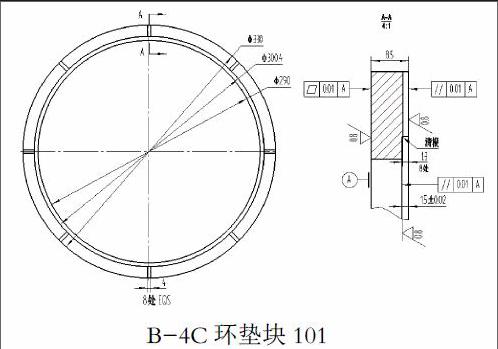
(一)以B-4C环垫块101环状工件为例
该零件带台阶内孔环形件,材料为镍基高温合金GH4169,热处理要求为固溶处理。通过对设计图样的分析,不难发现该零件的加工难点主要有以下几点:
a、工件厚度尺寸为8.7mm,工件最大轮廓直径为330mm,整环壁厚20mm。
b、工件基准平面度要求≯0.01,两端面平行度≯0.01;
c、工件有一处台阶沉孔特征,台阶沉孔深度为1.5±0.02,台阶沉孔端面与基准面相互平行度≯0.01;
d、各厚度面表面粗糙度为Ra0.8;
B-4C环垫块101
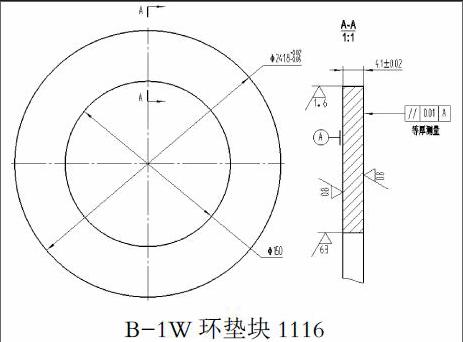
二、以B-1W环垫块1116环状工件为例
该零件为典型环状工件,工件材料为镍基高温合金GH3128,热处理要求为固溶处理。通过对设计图样的分析,不难发现该零件的加工难点主要有以下几点:
a、工件厚度尺寸为4.1±0.02;
b、两厚度面表面粗糙度为Ra0.8;
c、两厚度面形位公差要求平行度≯0.01,允许等厚测量。
B-1W环垫块1116
二、加工中的难点
(一)磨削力大
高温合金的强化相很多(其中Y′、Y〞是主要强化相,碳化物也是其中重要的一种强化相),而且具有优良的高温强度,从而切削不易被切离,造成磨削力比磨普通材料大很多,采用普通磨削法磨削时,切深抗力大于主切削力。
(二)磨削精度较差
磨削时温度高,表面质量和磨削精度难以保证,磨削时会产生大量的磨削热,加上高温合金的导热系数很低,磨削热难以及时传出。使磨削区域温度可高达1000~1500℃,容易引起表面局部烧伤,产生烧伤裂纹。表层金属收缩时,受到内部金属的牵制,使磨后工件表面呈现有害的拉应力,磨削精度难以保证。
三、攻关措施
因该套任务要求节点紧任务重,经内部讨论,该套任务中同类零件分别进行同型号设备选用不用类型砂轮对比试验及不同类型设备对比试验。
(一)方案1
同时领取B-1W环垫块1116及B-6C环垫块119进行试验,仍然选用平面磨削加工,但在磨削过程中常出现烧刀及零件翘曲变形等问题。为了解决该问题,我们依然使用所内现有的高精度平面磨床MG7132进行磨削加工,砂轮材料为单晶刚玉,型号为SA36K8V,砂轮粒度为36#。同时增加了磨削翻面次数,将零件一侧端面径向方向在一个截圆范围内完全见光,允许在表面存在未磨起的斑块,局部使用与翘曲量等厚铜箔垫平后,再翻面平磨另一侧端面。将另一端面磨削至同样效果后,再翻面平磨。如此往返,逐渐减少未磨起部分面积,使零件内部应力在自由状态下达到平衡。在磨削过程中时刻关注零件表面粗糙度的变化,检查表面是否存在砂轮烧蚀痕迹。此方案在加工完成后,在平台上使用杠杆千分表对零件两端面分别进行平面度测量,杠杆表显示最大跳动量为0.02mm。使用0~25mm外径千分尺进行等厚度测量,最大厚度差值为0.01mm。通过目视检查零件表面质量,磨削面磨削纹路细密,一致性好,表面粗糙度符合设计图样Ra0.8要求,且表面无烧伤现象。缺点为砂轮磨损较快,加工时间长,操作者加工强度大。
(二)方案2
将与B-1W环垫块1116结构相同、尺寸相近的B-5W环垫块113外委到西安协作单位使用双端面磨床ABWOOO RG1进行磨削,选用砂轮材料为白刚玉,型号为WA46K5V,砂轮粒度为46#,走刀速度为35m/s,总加工时长两天(不含外委转运周期)。此方案在加工完成后,在平台上使用杠杆千分表对零件两端面分别进行平面度测量,杠杆表显示最大跳动量为0.016,使用0~25mm外径千分尺进行等厚度测量,实际厚度值为2.879~2.905mm,厚度差为0.026mm,通过目视检查零件表面质量,磨削面磨削纹路细密,一致性好,表面粗糙度小于Ra0.8,且表面无烧伤现象。缺点为加工设备较特殊,外委加工所需加工费用较高及转工周期较长,且无法现场跟产控制加工质量。
(三)方案3
将与B-6C环垫块119结构相同、尺寸相近的B-4C环垫块101外委到所外协作单位使用M7132H平面磨床进行磨削,选用白刚玉大气孔砂轮,型号为WA46L,砂轮粒度为46#,砂轮硬度选用中软型,走刀速度选用40m/s。采用如方案1同样的加工方案,多次翻面往复磨削,用时一天完成了加工。此方案在加工完成后,在平台上使用杠杆千分表对零件两端面分别进行平面度测量,杠杆表显示跳动量为0.02mm。使用0~25mm外径千分尺进行等厚度测量,最大厚度差值为0.01mm。通过目视检查零件表面质量,磨削面磨削纹路细密,一致性好,表面粗糙度符合设计图样Ra0.8要求,且表面无烧伤现象。将方案1与方案3外观进行对比发现,方案1零件表面粗糙度略好于方案3零件。
结束语:
综上所述,本文对以B-1W环垫块1116环状工件、以B-4C环垫块101环状工件为例,对高温合金环形件磨削加工中的一些方式方法,进行了简要的分析和阐述,通过利用合理有效的加工方式,不仅仅可以提升高温合金环形件磨削加工的质量和效率,对其行业的发展也提供了重要的技术支持。
参考文献:
[1]马晓峰.超薄壁环形件加工工艺研究[J].中国机械,2015(23):40-41.
[2]龚小琦,冀胜利,郭鸿镇,等.K403铸造镍基高温合金环形零件的铣削加工方法[D].南京航空航天大学,2015.
[3]陈由红,王淑云,張敏聪,等.一种粉末高温合金环形件的成形方法[J].锻压技术, 2014(4):11-13.
猜你喜欢
中老年保健(2021年9期)2021-08-24
河北画报(2021年2期)2021-05-25
中学生数理化(高中版.高考理化)(2020年2期)2020-04-21
儿童绘本(2020年5期)2020-04-07
儿童故事画报(2019年5期)2019-05-26
意林原创版(2016年10期)2016-11-25
Coco薇(2016年2期)2016-03-22
山东青年(2016年1期)2016-02-28
Coco薇(2015年1期)2015-08-13
小雪花·成长指南(2015年7期)2015-08-11