热轧钢板表面红色氧化铁皮缺陷成因分析
2017-10-10 02:26王健
河南冶金 2017年4期
王 健
(河北钢铁股份有限公司唐山分公司)
热轧钢板表面红色氧化铁皮缺陷成因分析
王 健
(河北钢铁股份有限公司唐山分公司)
红色氧化铁皮缺陷(俗称红锈),是由于Fe充分氧化成Fe2O3的结果,该缺陷在硅含量较高的钢中尤为突出,针对热轧钢板的红色氧化铁皮缺陷的成因进行了研究,采用金相显微镜、扫描电镜及XRD等分析手段进行了分析,提出了针对高硅钢红色氧化铁皮缺陷的加热和热轧工艺制度,有效改善了热轧钢板表面质量。
红色氧化铁皮 铁橄榄石 出炉温度 卷取张力
AbstractThe red oxide scale defect (commonly known as red rust) is due to the full oxidation of Fe to Fe2O3, which is especially prominent in steels with higher silica content. According to the genesis of red iron oxide defects of hot rolled plate was studied by metallographic microscope, scanning electron microscope and XRD analysis, heating and hot rolling technology aiming at the red iron oxide defects with high silicon are proposed, which can effectively improve the surface quality of the hot rolled steel plate.
KEYWORDSred iron oxide scale defects iron olivine outlet temperature coiling tension
0 前言
热轧板卷的表面通常呈蓝灰色,并且表面光滑,具有一定的光泽。但是由于不同钢种的化学成分与轧制工艺不同,有时候钢板表面会出现红色氧化铁皮(俗称红锈),这既影响产品的外观,又会造成轧辊的磨损加重,导致钢板因铁皮的压入而影响表面质量,在热轧过程中,板带表面基本形成以FeO为主的氧化铁皮,FeO在较高温度条件下具有较高的塑性,可以随基体发生变形而不破碎[1]。但在低温轧制时,FeO会发生破碎,使接触空气的比表面积增大,从而被继续氧化成Fe2O3。
唐钢某热轧生产线生产的某高强钢存在较严重的红色氧化铁皮缺陷,严重影响了表面质量,笔者分析了热轧红锈缺陷的产生机理,同时提出了相关改善及预防措施。
1 试验钢化学成分
试验钢的化学成分见表1。

表1 钢种的成分
2 红色氧化铁皮缺陷分析
该缺陷覆盖在整个钢板表面,沿轧制方向伸长,具有较明显方向性,部分位置酸洗后存在明显麻坑,而且越厚规格缺陷越严重,热卷表面红色氧化铁皮缺陷如图1所示。

图1 热卷红色氧化铁皮缺陷
为分析该红色氧化铁皮缺陷产生的原因,采用金相显微镜结合XRD对氧化铁皮的形貌进行了分析,如图2、图3所示。
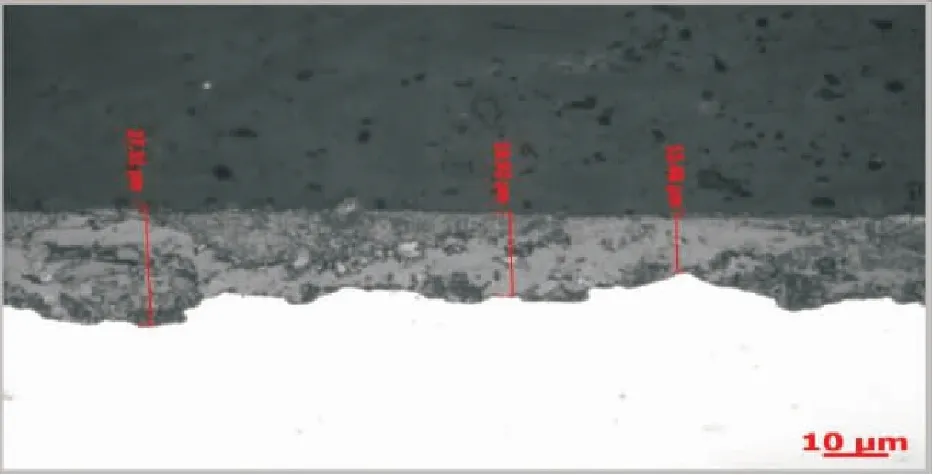
图2 氧化铁皮缺陷形貌
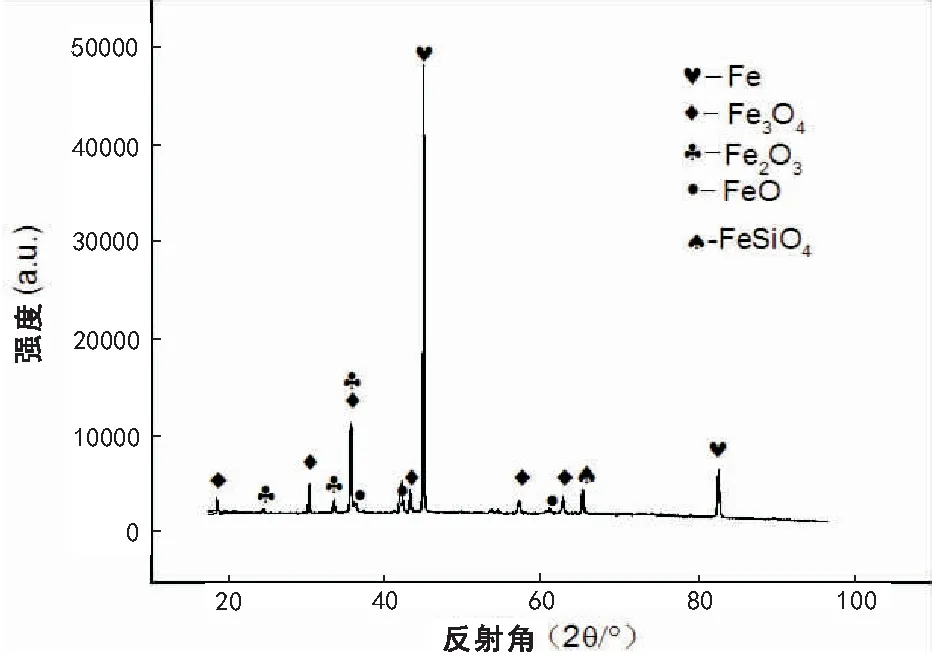
图3 XRD分析氧化铁皮缺陷示意图
通过分析发现该材质氧化铁皮结构较复杂,氧化铁皮与基体的界面有凹坑,说明有氧化铁皮压入现象,氧化铁皮最大厚度27.31 μm,结合XRD分析,发现氧化铁皮主要由FeO、Fe3O4、Fe2O3、FeSiO4组成。
根据分析结果推断造成红锈缺陷的原因可能与Si有关,在加热过程中,氧化铁皮和基体之间生成的FeSiO4将FeO牢固粘黏在基体上,使得在后续热轧过程中FeO进一步氧化,形成红色的Fe2O3[2]。
为进一步确认该缺陷与板坯表面质量的对应关系,对板坯进行了跟踪,通过观察发现板坯过炉除鳞后表面存在黑色斑块缺陷(如图4所示),为分析加热炉板坯“黑斑”对氧化铁皮的影响,将过炉除鳞后板坯剔除,采用扫描电镜进行板坯表面氧化铁皮分析(如图5所示),为分析造成板坯表面缺陷的原因进行了扫描电镜分析。
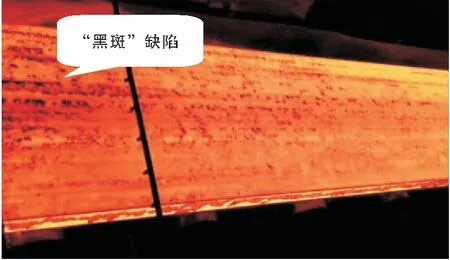
图4 板坯过除鳞后表面黑斑缺陷
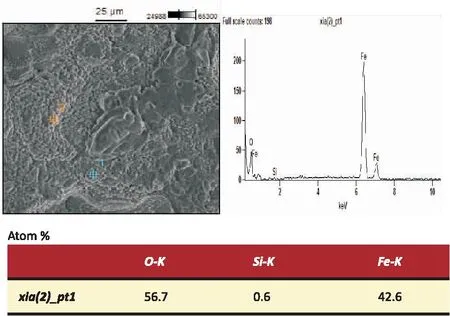
图5 板坯表面黑斑缺陷扫描电镜分析
通过分析确定氧化铁皮种类为FeO和FeSiO4,可知红色氧化铁皮缺陷与板坯表面“黑斑”缺陷存在对应关系,为去除该缺陷需重点控制板坯表面的黑斑。
3 红色氧化皮缺陷控制措施
3.1 热轧氧化铁皮形成机理
氧化铁皮的形成过程是由铁和氧两种元素的扩散过程,氧由表面向铁的内部扩散,而铁则向外部扩散。氧化反应外层氧的浓度大,铁的浓度小,生成铁的高价氧化物,内层铁的浓度大,而氧的浓度小,生成氧的低价氧化物,O2与钢的反应:
2Fe+O2=2FeO
(1)
3Fe+2O2=Fe3O4
(2)
2Fe3O4+1/2O2=3Fe2O3
(3)
3.2 加热温度对红色氧化铁皮的影响
根据文献[3]介绍FeSiO4在温度低于1 173 ℃时会以液态形式出现,熔融后的FeSiO4便会以楔形侵入铁皮和钢质中,与基体紧密结合在一起,因此要消除或减轻铸坯表面的氧化铁皮缺陷最有效的办法是提高出炉温度,使得板坯在炉后除鳞时表面温度高于FeSiO4的熔点,使其呈液态。
根据FeO-SiO2体系状态图(如图6所示),为此需保证板坯中FeSiO4(铁橄榄石)完全为液态需控制出炉温度在1 205 ℃以上。
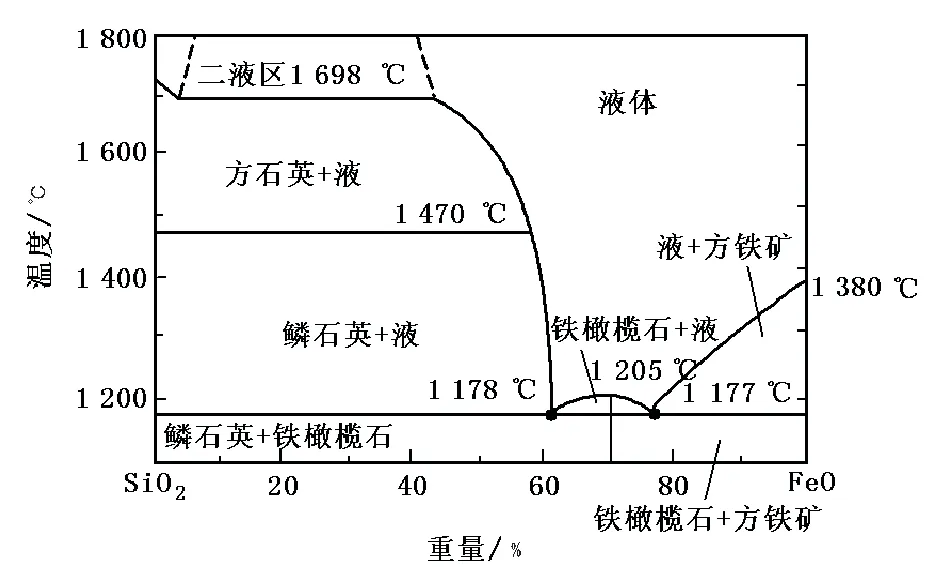
图6 FeO-SiO2体系状态图
3.3 粗轧除鳞道次和除鳞速度对红色氧化铁皮的影响
热轧钢坯从加热炉出来后,经高压水除去一次鳞后,在短时间的粗轧过程中,钢坯表面与空气和水接触产生二次氧化铁皮,二次氧化铁皮的去除主要依靠粗轧期间的除鳞与立辊的破鳞实现,一般来讲,立辊的破鳞是靠板坯的变形来实现的,所以对坯料中间部分的破鳞有限,因此二次氧化铁皮的去除还需靠粗轧机架间除鳞来完成,由于铁橄榄石与钢基体及FeO的结合强度较高,需要30 MPa~40 MPa压力,一般除鳞设备难以达到,为此在保证精轧进口温度的前提下,需尽量增加除鳞道次和减小道次除鳞速度[4]。
3.4 精轧温度和轧制速度对红色铁皮的影响
根据现场观察发现薄规格产品红色氧化铁皮缺陷较少,通过不同厚度规格的热轧工艺对比,将厚度规格大于3.0 mm的钢板精轧进口温度降低30 ℃,同时终轧温度提高10 ℃,使得热轧速度提高2 m/s,进而减少钢卷卷取前与空气的接触时间,通过现场观察红色氧化铁皮缺陷明显减轻[5]。
3.5 层流冷却和卷取工艺对红色铁皮的影响
根据下述H2O与钢的反应公式,可以看出钢板在层冷过程中不会产生Fe2O3,因为钢板在卷取前表面覆盖一层薄膜,阻止空气中的氧气与钢板接触,有利于防止产生红色氧化铁皮。H20与钢的反应如下式:
Fe+H2O=FeO+H2
(4)
3Fe+4H2O=Fe3O4+4H2
(5)
3FeO+H2O=Fe3O4+H2
(6)
由于钢板卷取后仍与空气中的氧气发生反应,此时反应产物中Fe2O3的比例较大,为减少钢板与氧气接触面积,卷取工序采用大张力卷取工艺,减小钢卷各层空隙,有效降低空气的进入量,可减轻红色氧化铁皮缺陷。
4 结论
(1)热轧板表面产生红锈缺陷是由于氧化铁皮中Fe2O3比例较高,而其实质是FeSiO4黏附钢基体和FeO,导致在热轧和冷却过程中与冷却水和空气接触氧化成红色氧化铁皮。
(2)保证板坯炉后除鳞温度在1 205 ℃以上,使得FeSiO4呈熔融状态,是去除板坯表面FeSiO4的最有效方法。
(3)增加粗轧除鳞道次和减小除鳞速度可以去除钢板表面FeO,减少在后续产生红色氧化铁皮。
(4)对于厚规格钢板表面红斑缺陷可采用减小精轧进口温度和提高终轧温度,进而提高精轧轧制速度。
(5)适当提高卷取张力,减少卷取后钢卷各层间隙,降低空气进入量,可减少红色氧化铁皮缺陷。
[1] 毕国喜.热轧板卷红色氧化铁皮的成因及对策[J].金属世界,2012(4):8-10.
[2] 毛卫东. 热轧带钢表面“红斑"的成因及控制对策分析[C]. 2014年全国轧钢生产技术会议文集,无锡:中国金属学会,2014:525-527.
[3] 于洋,唐帅,郭晓波,等.热轧卷板氧化铁皮形成机理及控制策略的研究[J].钢铁,2006,41(11):50-51.
[4] 左军,常军,刘勇,等.热轧钢板红锈氧化铁皮形成机制及改进措施[J].钢铁,2010,45(10):85-86.
[5] 党进华,张帆.探讨热轧带钢氧化铁皮的成因分析及对策[J].山西冶金,2014,149(3):100-102.
ANALYSISOFCAUSESOFREDIRONOXIDESCALEDEFECTSONTHESURFACEOFHOTROLLEDSTEELPLATE
Wang Jian
(Tangshan branch,Hebei iron and steel co., LTD)
2017—5—5
联系人:王健,工程师,河北. 唐山(063000),河北钢铁股份有限公司唐山分公司技术中心;
猜你喜欢
山东冶金(2022年2期)2022-08-08
商品与质量(2021年17期)2021-04-23
粉末冶金技术(2021年1期)2021-03-29
重型机械(2020年3期)2020-08-24
理化检验-化学分册(2020年5期)2020-06-15
智富时代(2018年7期)2018-09-03
智富时代(2018年7期)2018-09-03
天津冶金(2018年1期)2018-06-13
信息记录材料(2016年4期)2016-03-11
岩矿测试(2015年3期)2015-12-21