
集聚纺细号紧密纱工艺实践及体会
2018-04-20 11:21杨效青程桂芳张树芳魏爱敏谢立华
纺织器材 2018年2期
杨效青,程桂芳,张树芳,魏爱敏,谢立华
(东营市宏远纺织有限公司,山东 东营 257500)
0 引言
随着集聚纺技术的日趋成熟,其装置也在不断完善,在特细号高密织物生产中应用越来越多,市场份额逐渐扩大。生产高质量的紧密纱不仅需要配置高性能的集聚纺装置,还依赖于扎实的设备基础,细致、规范的运转管理,严格的质量管理与科学的工艺管理。具体而言,应从原料选配、半成品质量与工艺、集聚纺器材专件及细纱有关工艺参数配置等方面进行研究并优化;同时,必须强化设备维护和保养工作,解决好网格圈嵌花、成纱机械波和锭间质量差异等问题,才能充分发挥集聚纺装置的效能[1]。
1 原料选配
原料选配前须充分了解成纱的品质要求及其与原料性能的关系,其次也要考虑原料的加工性能,确保正常稳定地生产优质产品,并有利于提高生产效率。原料成本占棉纱生产总成本的70%~80%,较差原料会使产量降低,用料增加,质量下降;而过好的原料会使成本增加。机器中落下的纤维,可适当处理后降号使用,有利于节约原料,降低成本[2]。以纺CJ 7.29 tex纱为例,不同类型棉纤维指标见表1。
表1纺CJ7.29tex纱用不同类型棉纤维指标

原料类型马克隆值上半部长度/mm断裂强度/(cN·tex⁃1)伸长率/%反射率/%黄度(+b)成熟度比短绒率/%棉结/(粒·g⁃1)长绒棉4.4637.2644.926.2077.296.910.876.32234细绒棉4.4529.3830.167.3377.947.590.868.01230
2 各工序工艺设计要点及主要参数
2.1清花工序
2.1.1清花工序流程:JWF1009型抓棉机→FA125型重物分离器→JWF1107型单轴流开棉机→JWF1029型多仓混棉机→JWF1115型精开棉机→FGY-90型异性纤维分离器→JWF1171型喂棉箱→JWF1203型梳棉机。
2.1.2清花工序的作用是在减少纤维损伤的情况下,力求提高棉块的开松度和混和均匀度。在开清棉流程中应贯彻“多包抓取、精细抓棉、多仓混和、增加自由打击、减少握持打击、梳打结合、以梳为主”的工艺原则。
2.1.3纺CJ 7.29 tex纱:JWF1009型抓棉机打手速度为916 r/min,JWF1029型多仓混棉机打手速度为600 r/min,JWF1107型单轴流开棉机打手速度为491 r/min,JWF1115型精开棉机打手速度为540 r/min。
2.2梳棉工序
梳棉工序是整个纺纱流程的“心脏”,生条质量直接关系成纱水平。生条质量主要取决于棉网结杂水平,较好的棉网结杂水平对棉网清晰度的要求较高,而提高棉网清晰度就要加大分梳力度,也会加大对纤维的损伤程度。处理这一矛盾是梳棉工艺的核心问题,因此梳棉工序必须坚持“梳理转移适度,结杂短绒兼顾”的设计原则[3]。
2.2.1生条定量
生条定量轻控制,有利于提高转移率,改善锡林和盖板间的分梳效果,但不宜过轻。纺长绒棉时,生条定量控制在18 g/(5 m)~20 g/(5 m);纺细绒棉时,生条定量控制在20 g/(5 m)~23 g/(5 m)。
2.2.2速度
梳棉速度可从以下两方面考虑:
a) 盖板线速度。较高的盖板线速度可以改善棉网质量,提高成纱强力,且有利于充分排杂。
b) 锡林与刺辊的线速比。提高锡林与刺辊的线速比,可提高道夫转移率,减少纤维损伤,防止刺辊返花,造成棉结增加。
2.2.3主要隔距
a) 给棉板—刺辊隔距增加,可去除部分大杂质和短绒,有利于减少纤维损伤。
b) 锡林—后上罩板隔距增加,可提高棉结、短绒的排除量。
c) 锡林—前、后固定盖板隔距偏小掌握,有利于分梳和减少棉结;但过小易损伤纤维,使生条短绒增加,杂质由大变小数量增加。所以,锡林与前后固定盖板隔距,从刺辊侧至道夫应遵循由大到小逐渐增强的分梳原则。
d) 锡林—道夫隔距偏小掌握,可增强分梳效果,提高道夫转移率,减少锡林返花负荷,提高锡林—盖板间分梳效能。
以纺CJ 7.29 tex纱为例,JWF1203型梳棉机主要工艺参数见表2。
表2纺CJ7.29tex纱的主要工艺参数

项目工艺参数定量/[g·(5m)⁃1]18.5锡林转速/(r·min⁃1)375刺辊转速/(r·min⁃1)763盖板线速度/(mm·min⁃1)271出条速度/(m·min⁃1)85给棉板—刺辊隔距/mm0.89锡林—后上罩板隔距/mm0.79,0.56锡林—前固定盖板隔距/mm0.23,0.20,0.18,0.18锡林—后固定盖板隔距/mm0.38,0.30,0.30,0.25刺辊—除尘刀隔距/mm0.3锡林—道夫隔距/mm0.1
2.3精梳工序
2.3.1精梳准备工序的工艺参数
精梳准备工序的工艺参数主要包括预并棉条与小卷的并合数、定量和牵伸倍数。
预并的作用是改善生条不匀的结构状态,巩固须条的排列状态,同时利用并合的牵伸作用使部分弯钩纤维伸直。并条工序的特点是既牵伸又并合,而弯钩纤维的伸直条件是:前弯钩纤维要求弯钩变速,主体慢速,前弯钩纤维伸直;后弯钩纤维要求主体变速,弯钩慢速。因此,在精梳准备工序要采用较小的牵伸倍数,便于弯钩纤维的伸直。
我公司预并纺细号纱时,牵伸倍数一般小于6,且采用较小的预并定量,可减少毛羽和杂质。而在条卷增加了并合数,采用略大的定量,有利于降低小卷不匀率,使不同成分的纤维充分混合;棉网的厚度增加,结合牢度大,使破边、破洞缠绕胶辊问题得到改善,有利于减少小卷的粘卷问题。
以纺CJ 7.29 tex纱为例,精梳准备工序的工艺参数见表3。
表3纺CJ7.29tex纱精梳准备工序工艺参数

机型并合数/根总牵伸倍数罗拉隔距/mm后区牵伸倍数前罗拉速度/(m·min⁃1)FA317A65.696×151.770260JSFA360261.474×81.06285 注:预并FA317A型高速并条机定量为19.5g/(5m);条卷JSFA360型条并卷机定量为69.0g/m。
2.3.2精梳工艺的设计要点及参数
精梳工序梳理质量的好坏,关系到精梳品种的档次高低。精梳条干CV值、短绒率和棉结直接影响成纱条干CV值及单强CV值;为提升产品质量,对精梳梳理隔距、落棉隔距、给棉长度、顶梳进出口隔距和顶梳插入深度进行多次试验,以确定其工艺参数。
2.3.2.1定量
精梳工序采用略大定量可减小牵伸倍数,降低因牵伸造成的附加不匀;但定量不能过大,否则会导致短绒增加。
2.3.2.2给棉形式
精梳工序采用后退式给棉。若给棉长度与落棉隔距一定时,后退式给棉比前进式给棉进入落棉中的最长纤维要长,落棉率相对较高;但后退式给棉须丛受重复梳理的次数多,梳理效果较好。
2.3.2.3给棉长度
给棉长度主要影响须丛的重复梳理次数、落棉中纤维的长度和精梳产量。给棉长度长会使须丛受重复梳理的次数减少,影响梳理效果,但精梳产量增加,棉网的破洞、破边减少;因此,给棉长度应根据企业的实际情况而定。
2.3.2.4顶梳的高低隔距
顶梳高低隔距越大,顶梳插入棉丛越深,排除细小短绒、结杂和疵点越多,梳理效果越好,但精梳落棉率增加;当高低隔距过大时,会影响分离结合开始时棉丛的抬头。顶梳的高低隔距分别用-1、-0.5、0、+0.5、+1来表示,标值越大,顶梳插入棉丛就越深,顶梳的高低隔距每增加一档,精梳落棉率增加约1%。
2.3.2.5顶梳的进出隔距
顶梳的进出隔距越小,顶梳梳针将棉丛送至分离罗拉的距离越近,越有利于分离接合工作的进行,排除短绒和结杂较多,棉网质量更好;但进出隔距过小,易造成梳针与分离罗拉表面碰撞。因此,顶梳的进出口隔距一般选择1.0 mm。
2.3.2.6落棉隔距
落棉隔距越大,精梳的落棉率越高,其梳理效果越好;一般情况下,落棉隔距每增减1 mm,精梳落棉率就增减约2.0%~2.5%。
JSFA388型精梳机纺CJ 7.29 tex纱,精梳工序的工艺参数见表4。
表4纺CJ7.29tex纱精梳工序的工艺参数

项目定量/[g·(5m)⁃1]给棉形式给棉长度/mm罗拉隔距/mm后区牵伸倍数落棉刻度落棉率/%顶梳高低隔距锡林转速/(r·min⁃1)参数22后退4.751.38917+0.5260
2.4末并工序
末并工序的作用是保证条干质量的稳定性。根据实践经验,从并条牵伸分配入手,针对既要改善棉条结构,提高纤维伸直度和平行度,降低短绒等技术指标,又要提高条干均匀度的双重要求,采用头并小牵伸,末并大牵伸的顺牵伸工艺,以达到前弯钩纤维伸直,避免因牵伸分配不当导致棉结和短绒增多。
DT03-600型自调匀整并条机纺CJ 7.29 tex纱,末并工序的工艺参数见表5。
2.5粗纱工序
在粗纱生产时,要遵循“轻定量、低速度、小后区牵伸倍数、较大粗纱捻系数”的工艺原则。
2.5.1后区牵伸倍数
后区牵伸倍数不宜过大,否则会影响粗纱条干;后区牵伸倍数每减小0.1,条干CV值降低0.3%。
2.5.2罗拉隔距
后区罗拉隔距要偏小掌握,有利于改善条干CV值和粗节。
表5纺CJ7.29tex纱末并工序的工艺参数

项目定量/[g·(5m)⁃1]罗拉隔距/mm并合数/根后区牵伸倍数牵伸倍数出条速度/(m·min⁃1)参数186×1561.227.3300
2.5.3隔距块
隔距块一般偏小掌握,隔距块每缩小一档,条干CV值降低0.1%~0.3%。
2.5.4粗纱捻系数
粗纱捻系数应偏大掌握,可降低成纱细节、粗节和棉结,改善条干;但不宜过大,否则会造成细纱出硬头。粗纱捻系数对温、湿度非常敏感,特别是夏季高温高湿季节,粗纱发涩,捻系数要偏小掌握;而冬季气候干燥,纤维发硬,捻系数应偏大掌握。我公司机织纱捻系数一般控制在100~115。
2.5.5粗纱定量
粗纱定量可偏轻掌握,有利于降低细纱牵伸倍数(细纱牵伸倍数过大,毛羽会增加),减小因牵伸造成的附加不匀。
2.5.6张力调节
严格控制好纺纱张力,提高成纱条干均匀度。过大的张力会造成意外伸长,产生细节;过小的张力,会造成纺纱断头。张力调节的原则:小纱稍紧、中纱适中、大纱稍松。新品种上机时,一般连续观察3~5排纱,再进行张力调节。
FA494型粗纱机纺CJ 7.29 tex纱,粗纱工序的工艺参数见表6。
2.6细纱工序
2.6.1后区隔距及自由区隔距
大的细纱后区隔距在牵伸过程中有利于粗纱的破捻;小的后区牵伸隔距有利于减少细节数量。小的细纱自由区隔距,有利于增强主牵伸区对纤维的控制,降低条干CV值,提高成纱水平。
表6纺CJ7.29tex纱粗纱工序的工艺参数

项目定量/[g·(5m)⁃1]罗拉隔距/mm捻系数隔距块/mm后区牵伸倍数牵伸倍数锭速/(r·min⁃1)参数3.611×25×351054.51.2110800
2.6.2钢丝圈的选择
钢丝圈应偏重掌握,有利于减少毛羽;但不宜过大,否则会增加细纱断头[4]。
2.6.3胶辊与摇架压力的选择
摇架压力和胶辊硬度相匹配。生产实践表明,低硬度胶辊的纺纱CVb值一般好于高硬度胶辊。我公司一直使用邵尔A硬度为65度的低硬度胶辊,平面牵伸摇架压力控制在160 N/双锭×110 N/双锭×135 N/双锭。
2.6.4隔距块的选择
原则上是隔距块偏小掌握,会降低条干CV值、粗节和细节;但过小会出硬头,恶化成纱指标。同锭、同粗纱纺集聚纺CJ 7.29 tex纱,对不同规格细纱机钳口隔距块(2.0 mm、2.2 mm、2.5 mm)进行大量试验优选,最终选用钳口隔距块为2.2 mm,成纱条干最佳。
2.6.5捻系数
一般设计捻系数可偏大掌握,因为大的捻系数可以提高条干均匀度和纱线强力,降低细节,减少断头;但捻度过大,既影响产量又会造成辫子纱。我公司机织纱捻系数一般设计约为390。
2.6.6维护保养与操作管理
稳定和提升产品质量,与设备的维护保养和操作管理密不可分。
a) 日常工作中,要强化设备管理,严格检查罗拉轴承,损坏的要及时更换,保证罗拉运行平稳,稳定产品质量;
b) 保持清洁,减少飞花积聚,降低钳口运行阻力,使胶圈和网格圈运行平稳顺畅,处理好断头,严防粘、缠、挂和堵;
c) 加强巡回检查及维修保养,如:锭子弯曲、锭盘偏心、锭子缺油、锭盘上锥部缠绕回丝过多或筒管插不到底部上浮等问题,都会使成纱指标下降,应加强巡回检查及维修保养,保证锭子正常运转,减少锭间差异,提高产品质量。
BS536型细纱机纺CJ 7.29 tex纱,细纱工序的工艺参数见表7。
2.7络筒工序
槽筒速度设置为850 m/min;在保证成形良好的前提下,络纱张力大,纱线与机件摩擦力增大,毛羽增加,故络纱张力应偏小掌握为宜;适当增加络筒车间的温、湿度有利于减少毛羽,当相对湿度控制在70%~75%,捻接压缩空气压力稳定在0.5 MPa时,捻接强力达到85%以上。
表7纺CJ7.29tex纱细纱工序的工艺参数

项目罗拉隔距/mm设计捻系数钢丝圈型号后区牵伸倍数隔距块/mm牵伸倍数锭速/(kr·min⁃1)参数17.5×38.038711/01.172.265.415.5
2.8生产实践
经原料选配及对纺纱各工序主要工艺参数优化配置后,成纱质量指标见表8。
表8纺CJ7.29tex纱成纱质量指标
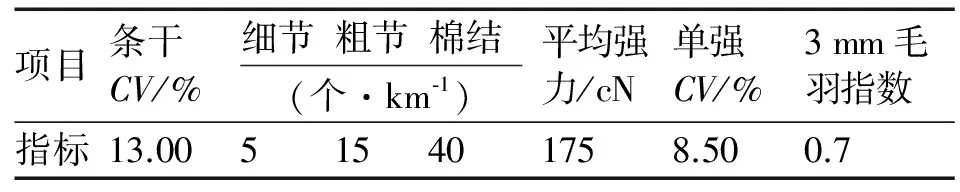
项目条干CV/%细节粗节棉结(个·km⁃1)平均强力/cN单强CV/%3mm毛羽指数指标13.00515401758.500.7
3 结语
3.1原料选配前须充分了解成纱的品质要求及其与原料性能的关系,并考虑原料的加工性能,确保能正常稳定地生产,有利于提高生产效率。
3.2开清棉工序应采用“多包抓取、精细抓棉、多仓混和、增加自由打击、减少握持打击、梳打结合、以梳为主”的工艺原则;梳棉工序坚持“梳理转移适度,结杂短绒兼顾”的设计原则;精梳准备工序采用小牵伸倍数;精梳工序采用略大定量、后退式给棉、大顶梳高低隔距、小顶梳进出隔距以及大落棉隔距的工艺原则;并条工序采用头并小牵伸,末并大牵伸的顺牵伸工艺;粗纱工序要遵循“轻定量、低速度、小后区牵伸倍数、较大粗纱捻系数”的工艺原则;细纱工序采用大细纱后区隔距,小细纱自由区隔距,钢丝圈偏重掌握,摇架压力应与胶辊硬度相匹配,大捻系数,强化设备管理,保持清洁,加强巡回检查及维修保养;络筒工序络纱张力偏小掌握为宜,适当增加络筒车间的温、湿度,有利于减少毛羽。
3.3通过合理配置各工序纺纱工艺参数,加强设备的维护保养及操作管理,是提升集聚纺产品质量的有效途径。工艺流程中严格对半成品、成品纱的条干、棉结和短绒进行控制,可使纺纱质量达到较好的水平,赢得用户好评。
参考文献:
[1] 郁崇文.纺纱工艺设计与质量控制[M].北京:中国纺织出版社,2005.
[2] 张圣忠,刘必英.长绒棉含量与成纱质量的关系[J].棉纺织技术,2002,30(6):38-39.
[3] 郭梅,杨雯静.特细号纱纺纱质量控制[J].棉纺织技术,2005,33(5):27-29.
[4] 陶文,崔智辉,张雄.提高CJ 7.3 tex成纱质量的生产实践[J].棉纺织技术,2002,30(3):42-43.
猜你喜欢
纺织标准与质量(2022年5期)2022-10-27
棉纺织技术(2022年5期)2022-05-18
毛纺科技(2021年8期)2021-10-14
纺织器材(2021年3期)2021-07-27
国际纺织导报(2021年8期)2021-03-17
纺织器材(2020年5期)2020-12-21
纺织器材(2020年2期)2020-06-05
纺织器材(2020年2期)2020-06-03
福建基础教育研究(2020年3期)2020-05-28
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25
