基于百分表的轴类零件卧车找正方法研究
2018-05-07 05:45范海宇白俊峰
现代商贸工业 2018年13期
柳 鹏 范海宇 张 淇 白俊峰 张 威
(沈阳鼓风机集团股份有限公司透平工艺部,辽宁 沈阳 110869)
1 引言
通常轴类零件加工采用卧式车床,装夹方式有三种,(1)单独卡盘装夹方式;(2)卡盘+顶尖装夹方式,如图1所示;(3)卡盘+中心架方式,如图2所示。其中,轴长径比≤1.5的可选用第一种方式,而第二种装夹方式最为稳定可靠。但某些特殊结构主轴轴头没有中心孔,无法实现卡盘+顶尖装夹形式,且长径比大于1.5而无法采用卡盘直接装夹方式,只能选择卡盘+中心架方式进行装夹。此种装夹方式的不足在于主轴回转中心与机床卡盘回转中心重合度难于保证,容易出现零件表面有振纹、加工表面质量不佳等情况,因此卡盘+中心架装夹方式的找正技术尤为关键。本文主要从采用卡盘+中心架装夹方式的找正方法进行研究。
2 打表找正的目的
打表找正的目的是为了使主轴的回转中心与机床卡盘-尾座中心一致。找正的重要性在于:(1)主轴加工在精车之前已经有一部分尺寸精加工完成,需要以精加工部位为基准找正,加工其余部分,若找正不准确,导致两次精加工不同轴,影响后续主轴平稳运行;(2)主轴回转中心与机床中心不重合会导致主轴高速转动时振动,加工表面有振纹,影响加工质量;(3)会导致刀尖高度与主轴中心不等高,刀具切削角度发生改变,切削性能不好,上刀不准确等问题。
3 卡盘+顶尖装夹方式
轴端中心孔是基准是与主轴中心重合的,尾座顶尖中心与机床中心也是重合的,同时顶尖与中心孔为同锥度定位结构,定位精度高,因此尾座侧主轴中心高与机床中心是重合的,不需要找正。只需将卡盘侧轴径找正,即可保证主轴中心与机床中心一致。卡盘侧主轴可通过传统方式进行打表找正,百分表表座安装于床身上,表针压在靠近卡盘侧轴径上,压入量2mm,匀速盘动卡盘,观察百分表数值,记录最大值与最小值差,并标记位置,随后拧紧最大值附近卡爪,拧入量为最大值最小值差值的1/3,再次匀速盘动卡盘,观察百分表数值,按上述方法再次调整直至轴径跳动在0.01mm以内,卡盘侧轴径找正完成,即主轴整体找正完成。
4 卡盘+中心架方式
此方式需要卡盘侧轴径与中心架轴径中心同时调整至与机床中心重合。卡盘侧主轴可通过传统方式找正(与卡盘+顶尖装夹找正方式相同),而中心架中心高度是可调节的,不一定与机床中心重合,同样需要找正。传统打表方式只能检测中心架位置的轴径圆度与打表位置的圆度一致性,无法说明主轴回转中心与机床卡盘轴线重合,需采用卡盘+中心架打表方式。此打表方式适用范围为,长径比大于1.5,且轴头无法加工中心孔,需采用卡盘+中心架装夹方式的主轴。本文以长1000mm,直径φ200mm的主轴为例,该轴各部尺寸、形位均为理想状态。
4.1 卡盘侧轴头找正
百分表表座安装床身上,表针压在靠近卡盘侧轴径上,压入量2mm,匀速盘动卡盘,观察百分表数值,记录最大值与最小值差,并标记位置,拧紧最大值附近卡爪,拧入量为差值的1/3,再次匀速盘动卡盘,观察百分表数值,按上述方法再次调整直至轴径跳动在0.01mm以内,卡盘侧轴径找正完成,如图3所示。
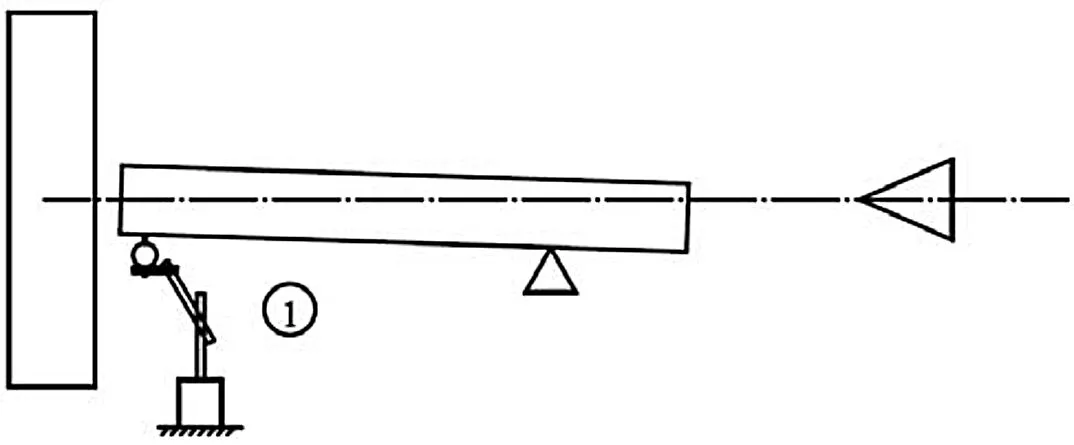
图3 卡盘侧轴头外圆打表示意图
4.2 粗找中心架高度
粗调整中心架高度,目视中心高与机床中心高一致。百分表表座固定在卡盘端面上,表针压在轴径,轴向位置距离卡盘端面约300mm处,压入量2mm,匀速盘动卡盘,观察百分表数值,记录最大值与最小值差,并标记位置。按照百分表数值小的方向调整中心架,调整数值按照最大最小数值差值的1/3,按上述方法再次调整直至轴径跳动在0.01mm以内,中心架位置找正完成,如图4所示。

图4 粗找中心架外圆打表示意图
4.3 精找中心架高度
精找中心架时将表座安装在尾座顶尖(活顶尖)上,表针压在主轴尾座轴头侧大端面上,主轴静止不旋转,手动盘动尾座转动带动百分表围绕尾座轴线旋转,观察百分表数值,记录最大值与最小值差,并标记位置,调整中心架高度,保证尾座侧主轴端面垂直于机床卡盘回转轴线,如图5所示。

图5 尾座侧轴头端面打表示意图
再将表座安装在尾座顶尖上,表针压在主轴尾座轴头侧大端外圆上,主轴静止不旋转,手动盘动尾座转动带动百分表围绕尾座轴线旋转,观察百分表数值,调整中心架高度,保证尾座侧主轴轴径中心与机床卡盘回转轴线重合,如图6所示。

图6 尾座侧轴头外圆打表示意图
4.4 校验卡盘侧轴头
经过对中心架高度调整后,再次效验卡盘侧轴头中心是否改变,若改变则需再次调整。
4.5 主轴转动试验
由于装夹方式为卡盘+中心架方式,主轴轴向没有直接约束力,仅靠卡盘径向夹紧力间接约束,所以在主轴正式加工前需要对主轴旋转轴向稳定性进行确认。使用百分表固定在机床床身,表针压在主轴端面,压入量2mm,调整表盘至零点。调整机床让主轴以300r/min速度开始旋转,持续30-60分钟,观察百分表数值不变方可加工。
5 结论
根据百分表数值显示原理(表盘数值显示的是表针接触的点到表体的距离)及打表目的(为了使主轴的回转中心与机床卡盘-尾座中心一致),总结了打表原则:(1)让主轴按照机床卡盘-尾座中心旋转,将百分表体固定,检测旋转主轴轴径到固定表体的距离是否有变化,有变化说明主轴中心与机床中心不重合,没有变化说明主轴中心与机床中心重合。(2)让百分表体按照机床卡盘-尾座中心回转,主轴固定,检测固定主轴轴径到旋转表体的距离是否有变化,有变化说明主轴中心与机床中心不重合,没有变化说明主轴中心与机床中心重合。(3)让百分表沿着与机床卡盘-尾座中心平行线移动,主轴静止,检测等直径主轴到移动表体的距离是否有变化。有变化说明主轴中心与机床中心不重合,没有变化说明主轴中心与机床中心重合。(4)让主轴旋转,百分表固定在卡盘端面上同主轴共转,检测主轴外圆一点与卡盘之间距离是否有变化,有变化说明主轴中心与机床中心不重合,没有变化说明主轴中心与机床中心重合。
[1] 郭彩芬.机械制造技术[M] .北京:机械工业出版社,2009.
[2] 邱春生.金属切削机床的水平精度与其它精度的关系[J].设备管理与维修,1993,(03):32.
[3] 黄跃华,张景勘,李德滋.细长轴车削动特性的研究[J].科技通报,2001,(04):41-45+49.
[4] 蔡厚道.数控机床构造[M].北京:北京理工大学出版社, 2007.
[5] 白俊峰,薛吉,付帅等.离心式压缩机主轴加工静力学分析[J].机械,2017,44(11):31-34.
猜你喜欢
城市公共交通(2022年10期)2022-12-09
机械工业标准化与质量(2022年7期)2022-08-12
机械工业标准化与质量(2022年7期)2022-08-12
机械管理开发(2022年6期)2022-07-14
装备制造技术(2021年4期)2021-08-05
商品与质量(2019年43期)2019-05-25
时代农机(2018年8期)2018-10-26
制造技术与机床(2017年2期)2017-05-04
金属加工(热加工)(2015年17期)2015-04-23
上海计量测试(2013年1期)2013-07-11