自动化水玻璃砂造型浇注生产线的简介
2018-06-08 03:47李华栋刘俊岭任晓明王立建阎东兴张国靖
中国铸造装备与技术 2018年3期
李华栋 ,刘俊岭 ,任晓明 ,王立建 ,阎东兴 ,张国靖
(1.济南二机床集团有限公司,山东济南 250022;2.内蒙古第一机械集团铸造有限公司,内蒙古包头 014032)
我国是铸造大国,不是铸造强国,进入新常态以后,我国的铸造企业的数量会不断减少,但铸造装备的水平会不断提高。德国发布了“工业4.0”战略,即企业将建立全球网络,把他们的机器、存储系统和生产设施融入到信息物流系统,从根本改变包括制造、工程和材料使用、供应链和生命周期管理的工业过程。这一轮技术革命,对我国的产业发展既是挑战也是机遇,面对科技创新发展的新常态,我国提出了“中国制造2025”,加快从制造大国向制造强国的跨越,成为整个国家的发展蓝图。
“中国制造2025”的主线是工业化和信息化的融合,重点发展智能制造,促使制造业数字化、网络化和智能化。首先,“三化”可以从根本上提高产品的功能、性能,从而提高产品的市场竞争力;其次,“三化”可全面提升企业的设计、制造和管理水平,大幅度提高制造效益、降低产品成本和资源消耗,同时可以从容面对瞬息万变的市场,快速响应市场的变化[1]。
中国制造2025要求铸件质量更高,逐步实现每个铸件都有可追溯性;铸件生产工艺多样化;铸造设备更先进-机械化、自动化、智能化、系统化及绿色化,这就决定了我国铸造企业的发展方向是:选用最合适的铸造工艺,采用先进智能的铸造装备,依靠现代化的管理手段,借助全面系统的检验设备,满足各种铸件生产的需求。
但是到目前为止,绝大多数铸造企业仍然采用大量装备落后的设备,沿袭传统的手工生产方式,与建设数字化、自动化和智能化的铸造工厂的目标相比,有相当大的差距。铸造企业的发展必然走向数字化工厂,而建设数字化铸造厂的前提条件之一,就是企业装备的设备必须具有自动化和智能化的特性,依靠装备的可靠性、先进性来保证工艺参数和工艺流程的实现。显而易见,铸造企业全部配备手工操作设备,这些设备既不能接受外界的信息指令执行自动操作,也不能向外传递信息,没有了建设数字化工厂的物质基础。随着技术的进步,铸造企业的造型、制芯、落砂等工序的设备能实行半自动化和自动化生产,但作为对铸件质量具有重大影响的铸型的浇注工序,也能够成功采用自动化生产。下面介绍目前为止国内比较高端的某数字化铸造厂在造型浇注生产线配备的自动化设备。
1 生产线的概况
(1)产品的种类:摇枕、侧架、车钩(含牵引杆)、其他铁路车辆配件及军品铸件。
(2)生产纲领:全年生产20000吨铸钢件。
(3)工艺:酯硬化有机酯水玻璃砂有箱造型。
(4)砂箱最大外轮廓尺寸:3800mm×2100mm。
(5)生产线节拍:3min/半型。
(6)造型线载荷:15t/工位。
(7)浇注线载荷:20t/工位。
(8)制芯线载荷:5t/工位。
(9)下芯方式:机器人自动下芯。
(10)合箱方式:自动合箱。
(11)浇注方式:底注式浇注机自动浇注。
(12)钢包容量:25T。
2 生产线的流程
2.1 砂箱的自动取放工序
在加砂前,必须将砂箱放置在装有模具的托板上来实现加砂。以前的做法是人工利用行车将砂箱吊运在托板上,这种方法会造成模具托板被碰撞损坏从而需要更换;而现在配备了自动套箱机,能够平稳地将砂箱放置在模具托板上,全过程自动对砂箱进行取放与位置的定位。设备由如下部分组成:在菱形导轨上平稳运行的框形梁、垂直升降的移动梁、同步开合的机械手臂、砂箱的定位装置、液压控制系统等。设备的主要参数如下:载荷10T,升降高度850mm,定位精度±0.5mm。

图1 自动套箱机
2.2 加砂振实工序
定位好的砂箱在辊道输送系统的运送下进入了填砂振实阶段,当砂箱进入振实台上后,人工操作按钮由双臂混砂机对砂箱进行填砂,填完后由升降式振实台自动对砂箱内的型砂进行紧实,然后由人工将砂箱表面无用的型砂刮掉。双臂混砂机的主要参数:产量80t/h、单水玻璃液料+双有机脂(快、慢)、智能化液料控制系统。

图2 双臂连续混砂机
2.3 硬化工序
刮平后的砂箱进入型砂的硬化阶段,为了加快型砂的硬化,在辊道输送系统中增加了预表干工位和CO2硬化工位。在CO2硬化工位为了能够满足不同砂箱高度的硬化效果,配备了能根据砂箱的高度自动升降至砂箱表面进行CO2的喷吹硬化的装置。
2.4 起模工序
硬化后的砂箱进入了自动翻转起模机,实现全自动脱模,该设备能够保证砂型的表面完整性,效率高,自动化程度高。脱模后的砂箱在托板的上面运行至修型工序,而带模具的托板由辊道输送系统经过模具的清理、浇道的放置、铬铁矿砂的加入等工序后送入自动套箱机下进行砂箱的自动取放,完成整个工艺循环流程。翻转起模机的主要参数:载荷15T、对中夹紧砂箱保证翻转不会出现偏心现象、圆盘直径ø4000mm、双液压站交替工作保证效率。

图3 自动翻转起模机
2.5 修型、刷涂工序
在修型工序中主要进行扎气眼操作,而后进行刷涂工序,由于工艺的特殊要求,此处没有配备自动移出式流涂机,只是由人工进行涂料的刷补工作。
2.6 型砂的烘干工序
型砂的表面粘有醇基涂料,为了加快涂料的挥发,需要进行烘干工序。砂型表面的烘干按工位节拍设计自动烘干,仪表上显示温度的数值,系统可以根据砂箱的大小即表干的面积来柔性选择烘干的温度,自动调整以适应生产工艺要求,降低生产线的能耗。
2.7 砂箱的移位工序
烘干后的砂箱必须放置在浇注垫板上,此时需要将砂箱从托板上抓取放置在浇注垫板上。为了能够平稳地实现上述动作,此处设计了自动移箱机,同时在此工序上,需要将砂箱旋转,对型砂进行砂眼的检查、气眼的清理等。设备的主要参数如下:载荷10T,升降高度1000mm,翻转角度0~180°。
砂箱移走后托板由辊道输送系统输送至翻转起模机内,等待完成自动脱模动作,完成整个循环流程。
2.8 下芯工序
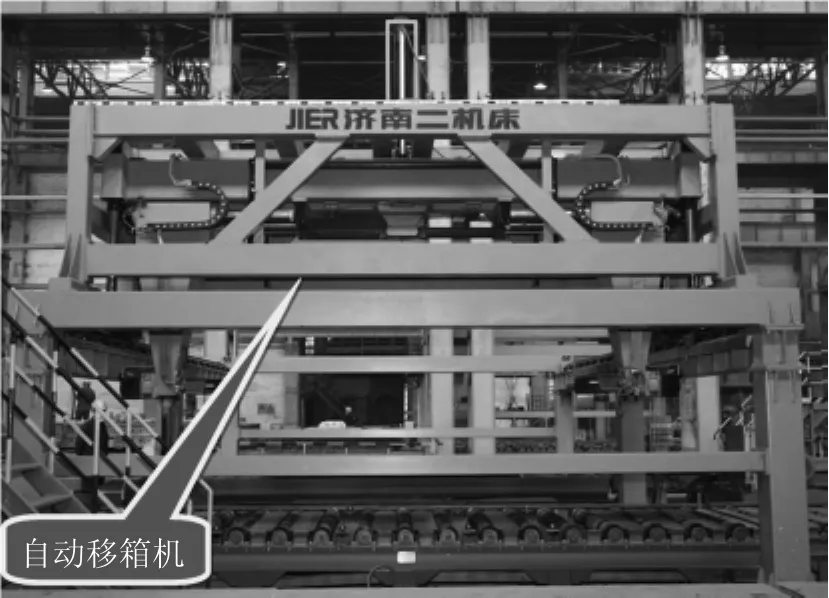
图4 自动移箱机
砂箱在辊道输送系统的运行中,完成了冒口的放置等工艺,而后上箱直接进入上箱输送系统,下箱则经过下芯辊道输送进行下芯动作。下芯工位配备快速机械手,根据砂箱内腔的形状(通过激光扫描系统,快速成像。)自动下芯,计算机发出指令,命令机械手快速判断出使用何种芯子,进行自动取放。
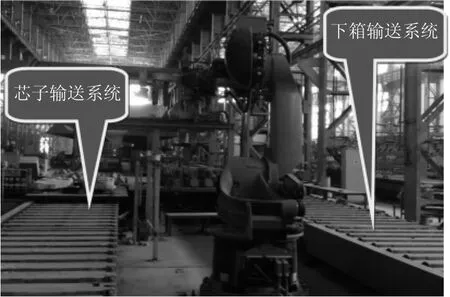
图5 辊道输送系统
2.9 合箱工序
合箱工位配备自动合箱机,进行上箱与下箱的自动合箱,合箱在浮动辊道上进行柔性操作,保证砂型面不错位,不出现废型。设备的主要参数:载荷10T,升降高度1000mm,定位精度±0.5mm。
2.1 0 浇注工序
合好后的砂箱经过转运系统,转送至浇注工位,由自动浇注机进行自动浇注。浇注机设计成闭环控制,利用扫描成像系统自动检测出浇口杯的位置,伺服系统自动浇注,浇注完后通过摄像系统查看溶液的高度,从而控制塞杆的关闭。该设备的主要参数:钢包容量25T、横跨两排进行浇注、钢包升降高度800mm。

图7 自动浇注机
2.1 1 冷却工序
浇注后的砂型通过转运系统转入冷却存放工位,达到开箱时间后由转运系统转送至落砂机旁,人工将砂箱吊至落砂机进行落砂,落砂完成后,砂箱由人工放置在浇注垫板上回传至自动套箱机的砂箱存放处,从而保证砂箱构成闭环循环控制。在冷却存放过程中的烟气由排烟系统抽吸排至车间外,保证车间内的清洁。
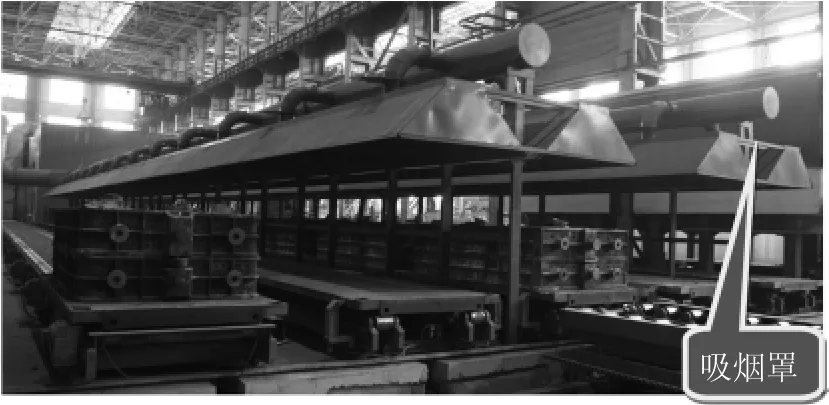
图8 冷却工位
2.1 2 旧砂的再生处理系统
落砂后的再生砂经过砂再生处理系统后,自动发送至混砂机的砂库处,砂循环使用,构成闭环控制。砂再生系统自动化过程控制,实现无人操作。
2.1 3 芯子的制作与存放、取出至下芯处的流程
芯子的制作由射芯机进行自动射芯(射芯机5台,分别制作摇枕芯、侧架芯、方块芯、钩体芯),砂芯经表干炉烘干后,全部存入立体仓库,而堆垛机在存入一个新砂芯后,随即取出仓库内相对较早入库的一个砂芯送往造型下芯工部,下芯工部返回的空托板直接返回制芯中心,构成闭环控制。芯库系统的主要参数:堆垛机的载荷3T、搬运单元 3000mm×2000mm×900mm、行走定位精度±3mm、升降定位精度±3mm、货叉定位精度±3mm、货架存放工位110个。

图9 芯子的存放
从上述流程的工序介绍可以看出,整个造型浇注生产线上砂箱与工装的输送都构成闭环控制,方便生产管理。而且整线在功能上也增加了一些要求,比如:自动浇注上增加了数据采集和传输功能;为了人员安全,在人员进口处设置光幕检测禁入系统;为了环保,在一些重要部位设置了吸尘器吸尘;为了节能,在射芯机的多余温度经余热利用装置引入到别处需要增温的地方;为了实现人机对话,在多处主要设备处增加触摸屏等。控制室处的总控能够实现远程诊断、管理功能,可以利用以太网将所有的生产线过程参数,在交换机上生出EXCEL表,与企业的MES管理系统软件对接。这些自动化设备都安装监测装置和远程在线监测及故障诊断系统,监测中心能够对设备进行全过程、全天候的状态监测。
如果能够将目前的管理系统结合互联网、物联网,从而逐步发展到为用户提供从售前到售后的全生命周期健康管理,从而能够实现“全托式维修保运服务”,那么中国铸造数字化工厂很快可以实现。
3 总结
在中国,由于人工成本的急剧上升、员工在一个企业的平均工作时间越来越短等原因,企业采用全自动化、智能化的设备取代工人已经是大势所趋。“中国制造2025”为铸造装备各方面提升提供了有力的保证,同时也提出了更高的要求;在不远的将来,我国很多适合于数字化铸造厂的铸造装备将不断出现,数字化铸造厂的比例也会不断增加,逐渐成为铸造强国。
[1] 周济.智能制造—“中国制造2025”的主攻方向[R].北京:中国机械工业协会,2015.
[2] 刘小龙.自动化铸造装备和数字化铸造厂[J].铸造设备与工艺,2013(6):1-3+30.
猜你喜欢
铸造设备与工艺(2022年3期)2022-07-13
中国铸造装备与技术(2022年3期)2022-05-27
煤炭学报(2022年2期)2022-04-06
施工技术(中英文)(2021年2期)2021-04-07
环境卫生工程(2021年1期)2021-03-19
装备制造技术(2020年1期)2020-12-25
玻璃(2020年2期)2020-12-11
玻璃(2020年2期)2020-12-11
发明与创新·中学生(2020年1期)2020-08-03
中国资产评估(2019年11期)2019-12-20