关于 SINAMIC S120在浇注机上的调试及应用
2018-06-08 03:47孙玉霞郑世达
中国铸造装备与技术 2018年3期
孙玉霞,史 磊,郑世达
(国机铸锻机械有限公司,山东济南 250306)
目前铸件的生产多采用国际上较先进的砂型铸造生产线——静压自动造型生产线。与其配套的浇注机,手动工作已远远不能满足于现状。采用自动浇注机生产工艺是目前铸造行业实现自动化连续生产的一种先进工艺方式。自动浇注机生产的铸件硬度分布均匀,轮廓清晰,铸件尺寸精度及表面光洁度容易保证,其生产自动化程度高,减少了人为因素所造成的铸件质量不稳定状况,铸件质量与手动造型生产相比,将会发生一个质的飞跃[1~3]。本浇注机的开发,将大大提高生产率及铸件产品质量。
1 概述
本机机械结构主要由浇注车纵向行走装置、浇包倾转及横向移动装置、回转台、铁水包、控制室、液压系统、电控系统、随流孕育装置等组成。其中浇注车纵向行走装置、浇包倾转及横向移动装置均要求定位准确,故选择伺服电机控制。本机中伺服选择SIMATICS120控制。
2 电控系统
本机电控系统包括SIMATIC S7-300 PLC(CPU317T-2DP)、ET200M、伺服控制器(CU310和CU320)、触摸屏OP277以及低压电气等。硬件组态网络如图1所示。
该设备采用SIMATIC T-CPU(CPU317T-2DP)对S120伺服控制器进行控制,CPU317T-2DP作为一种基于PLC的运动控制器,可以直接通过接口Profacebus DP(Drive x3)连接驱动器,也可以通过IM174接口模块连接外部编码器(实现同步控制)。其可通过已经成熟固化的程序工艺块(FB,FC程序块)简单快速的实现速度控制、精确的位置控制(相对定位,绝对定位等)。
2.1 S120调试(以本项目的CU310为例)
CU310的驱动组态分两种方式:手动组态和自动组态。手动组态方式是所有的项目数据都在离线的方式下输入的,即在离线的状态下创建一个新项目,选择相应的驱动单元,根据图形化的提示一步一步地手动输入或选择各模块和电机的数据,当数据全部输入完成后,存储项目并下载到驱动装置中,即完成项目的创建。
自动组态方式是将编程器和驱动单元在线连接,控制系统(CU310)通过DRIVE-CLIQ将相连接的各模块和电机数据读入装置,再通过DP接口传到编程器中,即在在线方式下将各模块的参数从装置上载到编程器中,无需手动输入,但如果电机不带DRIVE-CLIQ接口,编码器参数仍需手动配置。
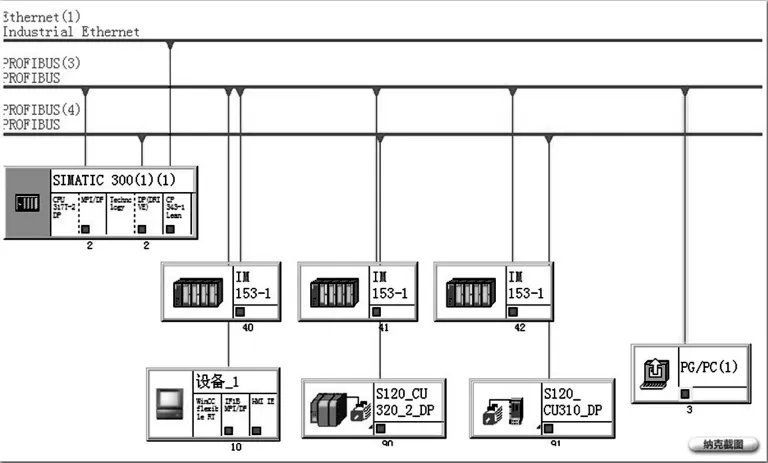
图1 硬件组态网络
这里重点讨论自动组态方式,在STEP7中创建一个项目,将S120-CU310作为PLC的一个从站,在Hard中配置好从站地址,需要注意的是定义CU310的版本及DP地址要与实物一致,完成后将硬件配置下载到PLC中,即可双击Commissioning打开SIMOTION SCOUT软件。
2.1.1 驱动参数的配置
点击工具栏中的Accessible nodes(可访问的接点),寻找到站点CU310,将其选中,点击Accept,接受完成后出现Servo1,点击 Creat即可。此时系统自动配置,将可以识别的组件上装到编程器中,但不能识别的组件需要我们离线手动配置驱动参数。点击按钮 Disconnect from target system,将设备与编程器断开连接,进行如下两步配置流程:
(1)双击Control_Unit导航栏下的Configuration,然后在右侧的窗口中点击黄色按钮 Wizard…,在向导的指引下,完成如下配置:① Process date exchange此处选择电源Infeed的报文为370;② Summary。点击“Finsh”完成。
(2)双击CU310导航栏下的Configuration,然后在右侧的窗口中点击黄色按钮Configure DDS…,在向导的指引下,完成如下配置:①Control structure;②Power unit;③Motor;④Motor holding brake;⑤ Encoder;⑥ Process date exchange,此项选择报文方式,要与所选内容一致,此处选择报文105(n设定值接口,带DSC,编码器1和扭矩减小);⑦ Summary。点击Finsh结束,完成所有配置,保存存档。
在项目导航栏中找到S120_CU310_DP,右键选择Connect target device连接目标设备在线,然后选择下载。需要注意的是,在线情况下,用户所看到的内容都存储在控制单元CU310的RAM中,并没有存储在CF卡上或计算机硬盘里。如果系统断电,这些内容都会立即丢失,因此需要将数据保存到CF卡上,其数据是断电保持的,等下次上电时,系统会将CF卡中旧的数据读到RAM中。所以我们需要执行下载过程中把“After copy ram to rom”选中。切记,否则上述所做的就前功尽弃了。
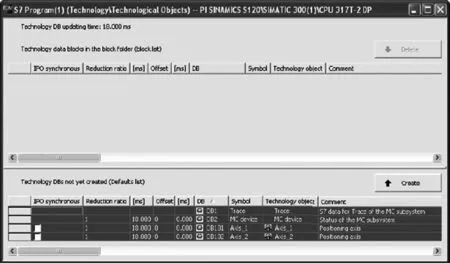
图2 工艺数据块的创建
配置完上述内容后,我们就可以打开左侧导航栏CU310下面的 control panel,通过改电机速度控制电机的运行了(可调整参数P1820改变电机转向)。
2.1.2 创建并组态电气轴
打开SCOUT中的Technology文件夹并双击插入轴(“Insert axis”)功能以添加“轴”工艺对象。出现一个对话框为:该轴输入一个名称并选择所需的轴工艺,单击“ok”按钮确认(说明:选择轴工艺之后,将无法再对其进行修改,如果要选择其他轴工艺,需要重新创建轴工艺对象)。在接下来的对话框中完成如下设置:
(1)Axis type;(2)drive assignment,此选项中单击按钮“Data transfer from the drive”从驱动器传送数据以自动接受驱动器中组态的数据;(3)encoder assignment,此选项同上,点击“Data transfer from the drive”以接受编码器数据;(4)encoder configuration;(5) summary。然后再单击完成“Finsh”按钮结束该组态。最后根据实际情况在左侧导航栏AXES文件夹中Mechanics下更改Load gear减速比和Leadscrew pitch电机转一周的长度。
2.1.3 创建工艺对象DB
打开SIMATIC Manager,双击Technology文件夹中的Technology objects条目以打开Technology objects Management,如图 2所示。
选中所有内容,单击“Creat”按钮以创建工艺数据块,之后其将显示在模块文件夹的工艺数据块列表中,最后关闭工艺对象管理程序,如图3所示。值得注意的是,当S120的组态发生变化时,需要将原有的DB选中,全部删除后重新创建,即重复图2和图3内容的操作。
电气轴配置完成,就可以使用轴控制面板启用轴了,如图4所示。注意,此处要求使能CPU外设,只能使用变量表使能外设,对于初次创建的项目,需要创建一个新的变量表 VAT1,将此变量表切换为在线模式并从Variable下拉菜单中选择Enable Peripheral Outputs功能,然后将CPU调至STOP模式,直接访问输入/输出模块和轴的外设。
轴控制面板按钮可用于调用以下功能,如图5所示。
2.2 PLC程序编程
可编程功能块如图6所示。
3 小结
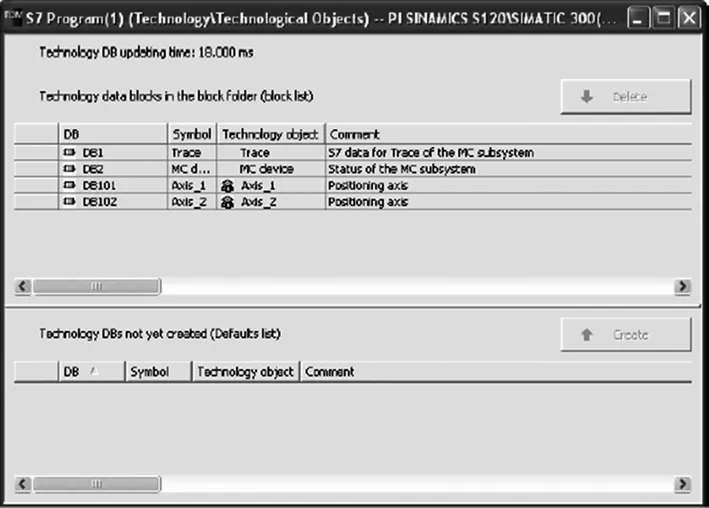
图3 工艺对象管理
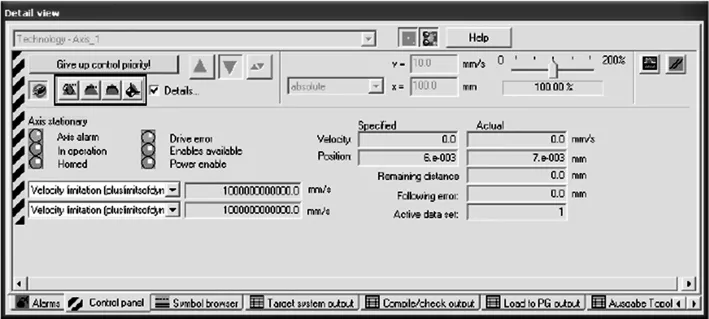
图4 轴控制面板
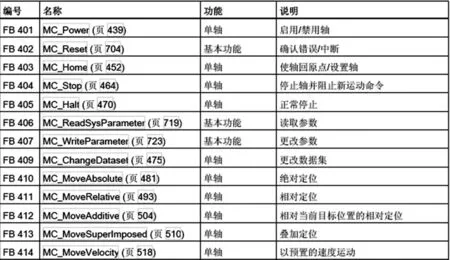
图6 可编程功能块
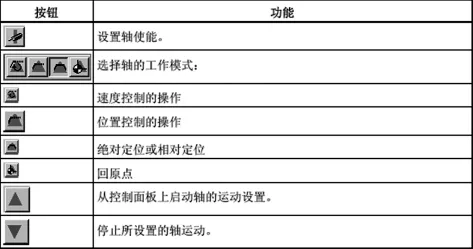
图5 轴控制面板功能列表
本机的亮点是:电控系统采用运动型PLC(CPU317T-2DP)控制 SINAMICS S120,在浇注机领域是一个新的突破,具有新颖性、处理速度高、抗干扰能力强、性能可靠及使用方便等优点,提高了机器运行的可靠性。
[1] 崔瑞奇,肖阿红.几种常见浇注机的结构特点及应用现状[J].中国铸造装备与技术,2005(6):5-6.
[2] 马田厚,孙少纯,余自.全自动倾转式浇注机控制理论研究进展[J].中国铸造装备与技术,2013(4):1-5.
[3] 丰裕文,彭晓宇,苏中德,等.现代化浇注设备技术发展探讨[J].金属加工(热加工),2014(13)39-41.
猜你喜欢
机械工业标准化与质量(2022年3期)2022-08-12
河北农机(2020年10期)2020-12-14
摄影之友(影像视觉)(2019年3期)2019-03-30
中国铸造装备与技术(2017年6期)2018-01-22
凿岩机械气动工具(2017年2期)2017-07-19
凿岩机械气动工具(2017年2期)2017-07-19
中国铸造装备与技术(2017年3期)2017-06-21
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28