浅析防错技术在汽车电子精益生产中的应用
2018-06-18 08:59朱谨
时代汽车 2018年8期
朱谨
大陆汽车电子(连云港)有限公司 江苏省连云港市 222006
1 引言
防错(Poka-yoke)概念被认知,是从20世纪60年代日本工程师Shigeo Shingo 介绍丰田生产运行体系所阐述的。原意是“防呆”,指防止人为疏忽而造成的错误。[1]
随着社会生产力以及制造工业的发展,原有的一些人工劳作的方式逐渐变为了半自动化甚至全自动化。产品生产中人的直接作用变小,所以防错的概念也有了一些延伸和扩展。
在2016年发行的全球汽车质量管理标准--IATF16949中,防错定义是“为防止制造不合格产品而进行的产品和制造过程的设计及开发”。若从这个概念理解,防错涉及了影响到产品质量的所有客观因素,不仅是人员操作,还包括设备、模具、工装、生产性原材料等实物因素。
防错是精益生产的重要组成部分,防错在生产中的本质是一种通过追求自动化实现标准化的方法。防错运用是“以人为本”,是为了辅助人、方便人、保护人,不仅是为了达成生产目标,还可以对安全、人机工程等起到重要的作用。
目前对防错的研究主要集中讲述在某方向或领域中如何实施具体的防错技术,例如,用在夹具设计中。[2]但对防错技术效用的评价,以及如何系统化的管理防错使其良好的运行,这些方面研究的文献不多。本文以汽车电子精益生产中防错运用的成效,对其整理、总结,希望能对各同仁在防错管理工作起到借鉴作用。
2 防错计划
防错计划是对防错实施前的评估和规划制定。防错在生产中应用,要有目的性,要与经营或使用者目标一致,以人为本,帮助生产达到零缺陷、零浪费、零事故的目标。
“凡事预则立,不预则废”,要做好防错,就是要有 第一把事情做对的理念,抛弃“差不多”的马虎、敷衍的思想,克服“不太可能发生”的麻痹思想、“到时再说”的惰性思想、以及盲目自信的自满思想。
犯错是因“识力不足”,要做好防错,防错的应用要基于客观实际,把尽可能涉及的因素考虑进来。防错计划制定者们必须对客户要求、产品特征、设备工艺、生产流程、人员技能结构等有所了解,对实际问题的弱点做对策,有的放矢。
防错计划的制定需要有经验的人或团队一起制定,同时结合系统性文件记录的对策和经验,识别需要防错的风险。常用的方法有头脑风暴和失效树分析法(FTA,Fault Tree Analysis)。
头脑风暴对使用人员的技术知识门槛相对低一些,更容易实施。失效树分析法更偏重于对产品和工艺非常了解的技术人员使用,需依据技术规范、工序步骤的顺序和形成作用的因果逻关系进行逻辑分析,识别出具体风险。失效树分析法的优点是针对性强,效率也相对快一些。
防错计划最终要体现在设备规格书和FMEA (Failure Mode and Effect Analysis。潜在失效模式和影响的分析)里,并传递到设备保全计划和质量控制计划中。为设备装置的实施、验证做输入准备。
防错计划后的实施和应用,要让经营者体会到其价值所在,才能更好的支持其活动。防错装置追求经济性、可靠性、方便性、高效性的目标,要避免画蛇添足的过度防错。
3 防错技术的运用
为了实现防错的要求,一些防错技术也被广泛研究和应用。防错的技术手段,基于防错对象的物理特征,如材质、颜色、形状、重量、尺寸、等,并结合部件功能和应用,采用机械、光学、电气、力学、化学等技术手段识别区分、限定位置、规范顺序等方法,确保准确、有效、快速地实现过程控制。常用的技术有仿形、增加特别标识、形状不对称、防错导向块、颜色区分、传感器、光纤等,稍复杂的配有微机、PLC进行自动化的逻辑判断和执行。[2]
防错技术虽然多样化,其运用主要是覆盖两个方向 ——前期预防发生、后续检测围堵,避免流出,简称“前防后堵”。
2.1 防错技术运用思路
防错思路以及主要内容见表1。通过防错思路选择适当的防错技术。
对此可以用灭火的案例作解释说明。可以直接釜底抽薪,消除或移开燃烧物,这就是“消”的思路;也可用灭火毯或灭火器,是因为隔离空气或降低燃烧物温度小于燃点,通过改变燃烧条件灭火,就是“变”的思路;把燃烧处周围用阻燃设施围堵起来,防止引燃其它物品而扩散灾情,这就是“围”的思路。注意防火的预防标识、火灾时的警报,都是“警”的思路。
2.2 防错技术的效用最大化
精益生产重视价值的增值,减少浪费。防错作为一项精益生产中的实用方法,在应用中发挥的最大效用是体现其价值的关键指标。效用最大化是指物尽其用,期望达到一石二鸟,甚至一石多鸟的作用。防错技术在生产过程中的主要作用见表2。
一个防错装置若能依据目标物本身特点设置,完全可以达到多个防错作用。可以从以下几个方面考虑。
(1)根据目标物体部件之间的先后关系或物体本身主要功能特征来设计防错,例如先后关系、局部与整体的关系。根据对象的先后关联防错模型,假如若A是B的前置条件或重要组成部分,探测出A,就相当于探测出B。假设,某产品是由 A、B、C 三个部件组成 ,见图1。部件A和 C 都安装在B 上,且先安装A 后安装C 。若在安装C的工序中安装一个传感器来探测安装C的前提条件是否已具备,有①和② 两个位置可选。若安装在①处只能探测B件有无,不能探测前道工序A件是否被安装。若装在②处,结合A、B关系,实现A顺序对错,B部件的有无进行探测。

图1 防错模型1
(2)根据对象的范围(边界)防错,假如若A的尺寸、重量等某特性比B 范围大。则可利用边界或差异区域进行防错。假如A、B 为两种产品,均可以安装到某轴C上,见图2,但A是正确的部件,B 则不是。防错传感器可选择的位置为③或④。④的位置明显比③有优势,其既可以探测A 件有无,又可以区分A、B件的对错。该方法也可区分相似产品的混装、错装。
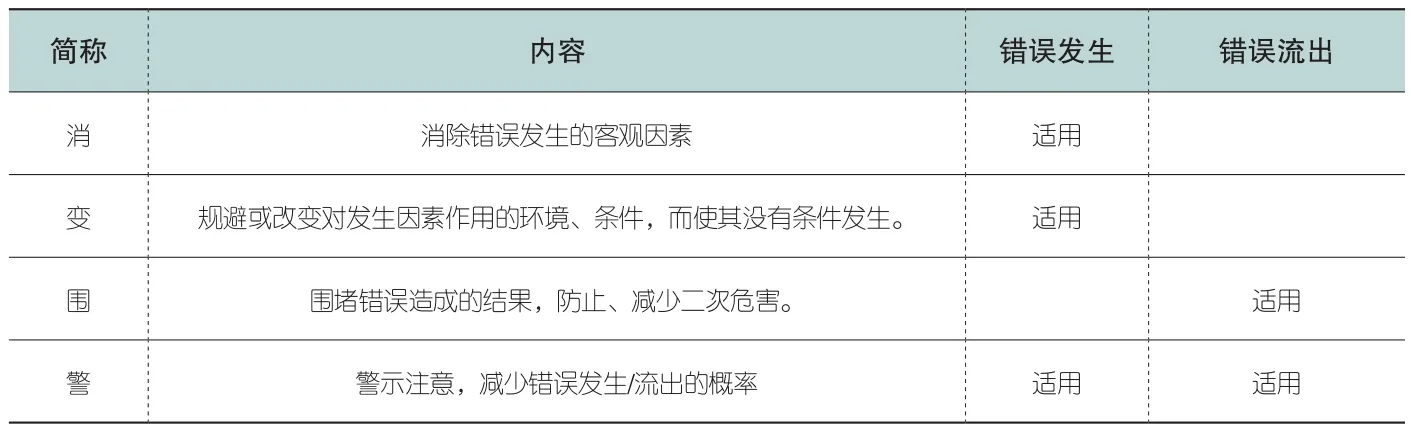
表1 防错思路及主要内容
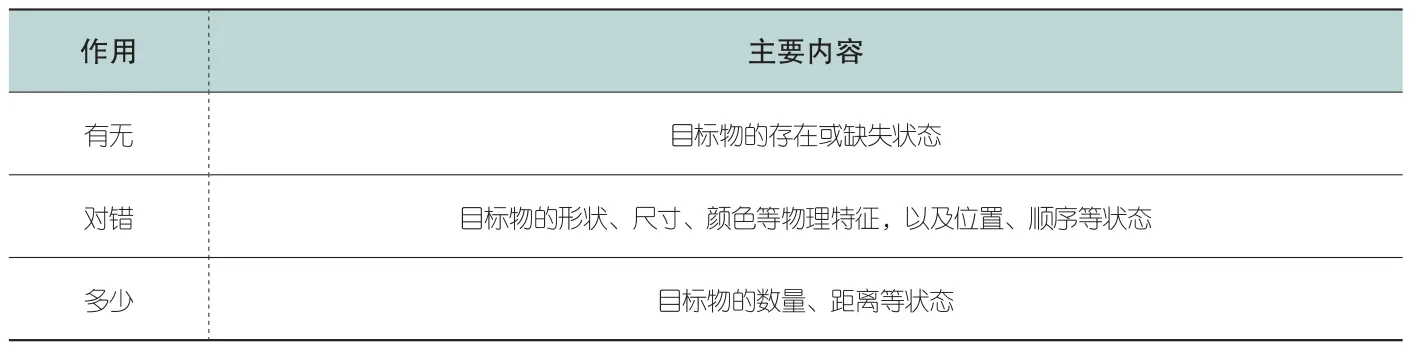
表 2 防错作用及主要内容

图2 防错模型2
(3)把并联关系或各自独立的关系,变为串联关系,起到多重防错或多重保护的作用。假设A和B 有关系,C和B也有关系,但A和C各自独立,变成A和C同时存在才可以发生B。表示为A B , C B 但A≠C ,变成A+C B。如厢式电梯,必须按下楼层指示健 ,同时电梯门要关闭后才可以升降。这种方法适用于安全性和防止工序遗漏上。
(4)把独立或不相关的两个动作,变为互为起始的闭环关系。表示为A B,变为B A 。这种方式更强调A、B的顺序性。例如某电子芯片,只有被测试通过了才可以在芯片上刻印追溯码,同时只有刻完追溯码,才可能启动下一个芯片的测试。不仅适用于安全性和防止工序遗漏上,同时一致性也可以用来信息追溯或计数。
(5)从防错装置减少错误损失或者风险的程度而言,其优先原则有两条:
a) 防发生优于防流出。选择措施时,杜绝问题发生要优于在问题发生后的检查。
b) 阻止错误部件被使用优于安装后的自动警报,而自动警报又优于目视检查。
(6)防错一定要基于对问题现场调查研究,广泛听取意见,特别是一线操作人员的反馈。好的防错技术是“接地气”的、实用的。
4 防错装置的验证和维持
防错装置的验证是测试其功能达到预期目标。而维持是让其防错功能不衰退或失效。
因为防错的效果受到加工、安装尺寸、使用环境等多因素的影响。需要对防错装置的效果进行实际验证。常用的方式有极限样品、情景模拟、计数或计量型的统计分析、过程能力认证等。
这个过程要完成防错清单,内容包括防错验证方法和频次,防错检表或检查项目。防错可以是独立的专项检查,也可以糅合至在日常设备点检、定期设备维保,或者过程巡查等常规管理活动中。以维持防错功能的正常运转或正确使用。
5 防错装置的持续改善
防错装置后续的使用中,也不是一成不变的。由于前期防错计划不完全或使用条件的变化等,可能出现防错范围的不足、防错效用低、过度防错,或成为生产效率提升的瓶颈等状态。改善是让防错装置更完善、更实用于生产。所以,对于防错装置需要经常做一些现场评估,根据期望目标定义一些评价项目和标准。例如,表3是对防错装置功能和风险的评价项目,具体判断方式,可用评分方式也可用是非的判断。根据评估结果再决定是否对防错装置进行改善。
防错的持续改善,需要与系统性文件管理相结合,其最后的改善措施要更新在相关的系统文件中。例如,改善点需要更新防错清单、检查表、FMEA、设备规格书等。系统性的文件管理保证了防错技术的统一性、标准化,也让改善活动能够持续,改善效果不断完善。改善报告可以作为经验分享和教育资料的来源,为新的设备或工艺做好技术积累;为新的防错计划提供经验,预防问题再发;同时可以启发员工创新、再教育的作用。

表 3 防错项目评价表
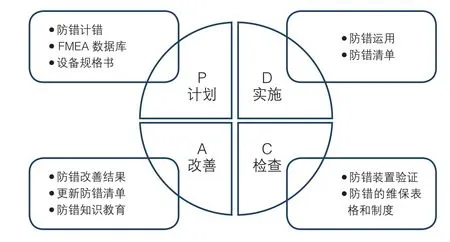
图3 防错的PDCA循环
6 结语
为使防错技术达到物尽其用的最大化效用,不能单独依靠理论知识,防错自身的运用需要系统性的管理,经验的积累。利用PDCA的思想,把防错管理建立成计划、实施、验证、改善为一体的循环运行系统,如图3所示。
大家不能仅把防错简单地认作技术手段,还应把其当作实现自动化和质量管理的重要方法,辅助员工易于操作、提高效率的方法。同时,制定相应的管理制度,对防错改善提案和防错措施落实和维护方面也制定相应的奖惩措施,达到生产效益和员工满意的双赢结果。
猜你喜欢
今日农业(2022年1期)2022-11-16
江苏安全生产(2022年9期)2022-11-02
医院管理论坛(2022年8期)2022-10-14
小哥白尼(军事科学)(2022年4期)2022-07-08
建材发展导向(2022年3期)2022-04-19
现代临床医学(2022年1期)2022-02-12
造纸信息(2019年7期)2019-09-10
Coco薇(2017年10期)2017-10-12
现代企业(2015年4期)2015-02-28
食品工业科技(2014年21期)2014-03-11