基于超声波的点火线圈检测方法
2018-07-04 07:25孙道培李金鸽杨万里王瑞平
汽车电器 2018年6期
杨 陈,孙道培,徐 友,侯 越,李金鸽,李 博,周 飞,杨万里,2,王瑞平,2
(1. 宁波吉利罗佑发动机零部件有限公司,浙江 宁波 315336 ;2.浙江吉利罗佑发动机有限公司,浙江 宁波 315800)
点火线圈是将低压电转变成高压电的电气元件,是汽车电子点火系统的关键部件,其工作稳定性直接影响着汽油机及汽车的安全运行。随着环保、油耗等法规的日趋严格,汽油发动机逐步向高转速、高压缩比、高功率、低油耗和低排放方向发展,这就要求点火线圈具备更高的点火能量、点火电压和更长的点火时间。目前市场上汽油机采用的点火线圈次级电压普遍在35 kV以上,因此处理好点火线圈的绝缘强度是提高产品品质、可靠性和耐久性的关键。
从点火线圈的成型工艺来分析,灌胶和注塑是影响点火线圈绝缘强度的关键工艺,因此对灌胶和注塑过程品质的检测是不可或缺的。然而点火线圈产品不大,但内部结构非常复杂,由多种不同材料(如塑料、金属、树脂、导线等)和形状的元件组成,要实现全面检测难度非常大。目前行业内还没有任何可以实现直接检验评判点火线圈是否合格的方法,只能依靠经验来改善灌胶工艺控制,无法实现对产品的设计—检测的闭环品质进行控制。在这种情况下,流出产品具备很大的未知风险。
超声波检测属于无损探伤检测中的一种,可以在不损害被检产品的前提下完成对产品缺陷的检测。本文结合点火线圈结构、生产工艺、检测现状等几个方面的情况及超声波检测的特点,提出了一种基于超声波的点火线圈在线品质检测方法。通过超声波实现对点火线圈产品的全面检测,对行业是非常有意义的。
1 点火线圈组成及生产工艺
1.1 点火线圈组成
点火线圈类似于一种变压器,其作用是将接收到的汽车蓄电池低电压通过电磁感应转换成高电压,击穿火花塞间隙产生电火花,并点燃缸内混合气。目前广泛应用的点火线圈为顶置闭磁式点火线圈,由初级线圈及骨架、次级线圈及骨架、T型铁心(主铁心)、C型铁心(副铁心)、壳体、二极管、插接件和抑制电阻等多种部件构成,其内部组成比较复杂。图1为某型号点火线圈内部结构示意图。
1.2 点火线圈生产工艺
点火线圈生产过程主要包括来料检测、外壳注塑、初级次级骨架生产、初级次级绕线、部件组装、灌封、固化、功能检测、包装等,如图2所示。

图1 某型号点火线圈内部结构示意图
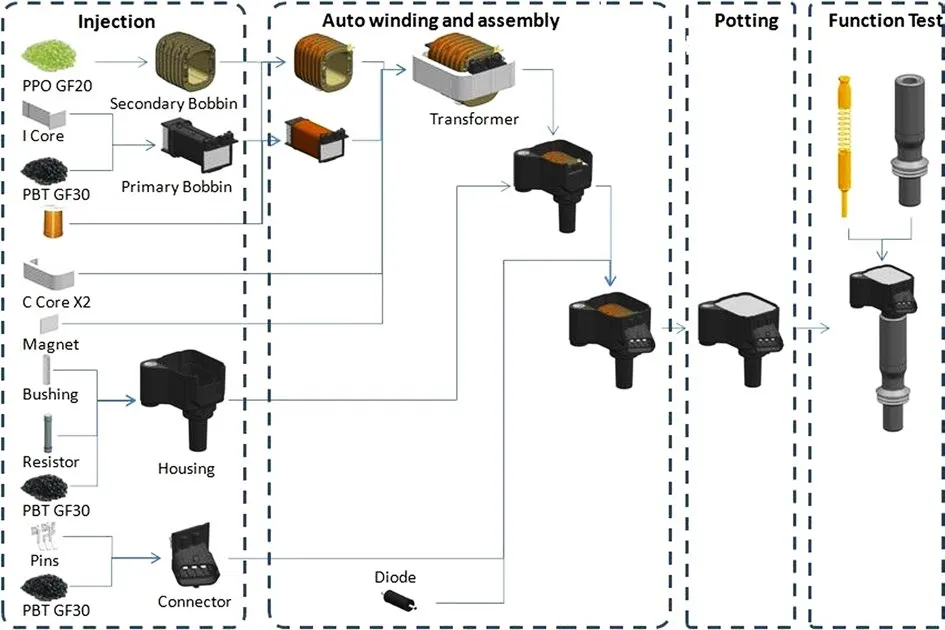
图2 点火线圈生产工序示意图
每个部件及工艺过程的品质都直接决定着最终产品的性能、使用寿命等。在行业内生产中,灌胶和注塑件的品质标准是相对模糊的,因此本文重点围绕灌胶工艺进行阐述。
灌封过程是点火线圈生产中的关键工艺[1],采用此工艺主要目的是为了除去绕组间的气隙,提升绝缘强度,因此灌胶品质直接决定着产品的绝缘强度和耐久性。目前点火线圈灌封工艺通常采用环氧树脂作为填充绝缘物,可以起到提高绝缘强度、导热降温的作用,另外也可以提高线圈的机械强度、防震、缓冲、实现对线圈内部气隙和部件相对位置的固定。
图3是目前行业内较为普遍应用的点火线圈灌胶工艺示意图,但即使采用同样的流程,由于工艺经验积累差异,不同厂家的灌封,品质效果也是参差不齐。比较常见的有以下问题:①环氧树脂和固化剂型号选择和配方不合理;②联结件的预处理方式不合理;③环氧树脂除湿脱气不充分;④浇灌室时间和真空度设定不合理;⑤环氧树脂固化不合理。

图3 灌胶工艺示意图
2 点火线圈主要失效原因
在实际使用过程中,造成点火线圈失效的原因有很多种,既包括点火线圈本身品质问题,也包括系统控制、线束等问题。本文主要根据点火线圈的工作过程对失效模式及原因进行阐述。
点火线圈本质类似于变压器,其工作过程可以分为2个阶段:充磁阶段和放电阶段。在充磁阶段,初级线圈接通电源,随着电流的增长形成很强的磁场,并将磁场能储存于铁心中;在放电阶段,初级线圈电路断开,初级线圈的磁场迅速衰减,次级线圈就会感应出很高的电压。点火线圈工作过程如图4所示。
与工作阶段相对应,点火线圈失效模式也可分为初级烧蚀、次级击穿2种。

图4 点火线圈工作过程
2.1 初级烧蚀形成原因
点火线圈出现烧蚀现象,通常直接原因是因为点火线圈内部过热造成,而造成过热的根本原因常见的有以下几种:①发动机控制单元故障,导致点火线圈初级长时间充磁,初级电流过大形成过热烧蚀;②初级线圈内部抛线或混入杂质等导致短路。
2.2 次级击穿形成原因
目前车用点火线圈绝大多数采用的是槽绕骨架结构,由多种元件组成,点火线圈工作时,在槽与槽之间、槽与搭铁之间,特别是末槽与搭铁之间都分布着不同容量的分布电容,使高压点火线圈形成了一个不均匀的电场。
在此情况下,若点火线圈内部存在气孔等,由于空气的介电常数较小,在高的电压作用下,绕组导线表面的某些薄弱点温度逐渐升高,从而造成了绝缘层局部炭化和化学腐蚀,久而久之形成全放电,导致线圈局部击穿,造成短路、损坏部件。
以某型号点火线圈为例,通过对故障件的解剖分析,其击穿主要是发生在次级线圈与外部铁心处,如图5、图6所示,也证实了击穿产生主要是由线圈内部存在气泡或密度低区域绝缘能力降低导致。

图5 点火线圈击穿后内部的异常热点

图6 故障件解剖后的击穿部位
通过对点火线圈失效模式和原因分析,可以发现,除了系统控制等其它因素外,点火线圈生产过程中引入的杂质、气泡、密度不均等是造成点火线圈失效的主要因素,这也与点火线圈售后失效模式统计情况基本一致,点火线圈烧蚀或击穿是主要故障情况。
3 当前行业内检测现状
目前行业内各生产厂家基本已具备对点火线圈产品基础电气特性的在线检测,如初级、次级电阻、点火电压、点火能量等测试,但是对灌封后产品的整体绝缘、耐高电压能力显得有些有心无力,可以认为是点火线圈的检测盲区。当前对于点火线圈绝缘强度的检测尤其是灌封效果的检测通常有3种方式。
第1种是采取抽检打磨检测的方式,通过每批次抽取一个样件来慢慢打磨观察有无气孔存在。此方式由于检测耗时长、效率低,而且抽样样本不足,并不能体现产品的真实品质水平。
第2种是做点火测试。有的厂家以此来实现缺陷产品识别。这种点火测试看似有效,实际上检出能力依然不足,市场上有很多通过了下线点火检测但依然很快失效的案例,这种方式显然不能用来说明产品品质达到何种水平。
第3种是通过X光及对线圈内部结构进行检测。由于线圈内部材料种类多样性以及X光本身测试原理等因素,只能实现对金属件部分的检测,对树脂或注塑部分不能识别。X光下的点火线圈成像图如图7所示。
综上所述,点火线圈内部构成非常复杂,包含有树脂、金属件等不同材料和形状的部件,要实现对点火线圈产品品质的整体检测是非常困难的,目前行业内还没有可应用于生产线在线检测的有效手段。

图7 X光下的点火线圈成像图
4 超声波检测基本原理
超声波检测主要是利用超声波在物体中传播时受物体材料与结构等因素的影响会产生一定变化的原理来对物体缺陷(如裂纹、气孔、疏松、夹杂等)进行检测,属于无损探伤的一种[2]。
常用的超声波检测方法有多普勒效应法、透射法、反射法等。其中反射法利用的是超声波的反射特性,应用最为广泛,即超声波在由一种介质传播至另一种介质的过程中,在两介质的交界面处会产生反射,且介质间差别越大,反射程度也会越大。基于这种原理,在对物体缺陷进行检测时,可以先对物体发射超声波,然后对反射回来的超声波进行接收,通过对比所发射的与接收到的超声波的异同即可判定物体的内部结构是否含有缺陷、处于什么位置等。超声检测设备工作示意图如图8所示,图9为脉冲反射法检测原理示意图。
本文即是在反射法的基础上进行衍生处理来实现对点火线圈的检测。

图8 超声检测设备工作示意图
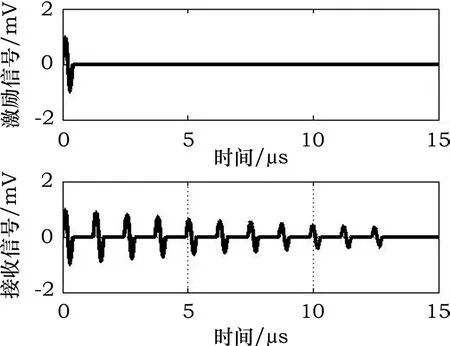
图9 脉冲反射法检测原理示意图
5 超声波在点火线圈上的应用
5.1 检测依据
每个刚性物体在空间独立的各个自由度上都是有共振频率的,即使是同一产品的不同样件个体的密度和形状有微小差异,也会在共振频率以及幅度上体现出区别来。频率越高,区别就越大;带宽越大,可以分辨的差异就越精细。
本文所述的技术方案就是基于刚性体固有的本征共振频率,利用大功率、高频、超声检测平台,从点火线圈产品的一个自由度的各频率共振特性进行整体扫频检测(图10),实现对产品品质水平的区分。

图10 超声波共振扫频图
5.2 方案验证
如前文所述,点火线圈在生产过程中可能会存在气孔等影响绝缘强度的缺陷因素。由于这些引起击穿失效的气孔通常非常小,在试验时以某型号点火线圈的正常生产件、售后故障件(击穿)及特质样件(灌封时未采取抽真空处理)作为检测对象,采用整体共振的方式进行测试,考察超声波探测对故障件的识别能力。
5.3 数据分析
以下是通过对3种状态样件同一个自由度上扫频测试得到的数据,如图11所示,其中横坐标为频率,纵坐标为振幅。

图11 正常生产件、故障件、特质样件测试结果对比
一般来说,物体的刚性越好,含有的气泡越少,共振频率就越高,通过测试数据可以比较明显看出3种样件在共振特性上的差异。与正常产品相比,故障件和特制件在共振频率及振幅上都有明显降低,这表明:这2个样品的致密性存在变化。此验证试验也充分说明,通过超声波实现对点火线圈缺陷件产品的识别在理论和技术上是可以实现。
5.4 检测方案应用最大化工作方向
点火线圈的生产过程本身是一个多部件、多工序的复杂过程,任何过程的变动都会引起产品整体品质水平的波动。为了使检测方案效益最大化,需要在充分协调生产工艺、品质及检测标准的情况下,对检测模型进行优化完善。
5.4.1 生产工艺和品质控制
为确保检测的准确性,检测方案需要和生产工艺和品质控制方案综合起来使用。在生产装配过程中,需要建立严格的工艺控制流程,保证产品生产的稳定性和一致性。
5.4.2 缺陷件数据矩阵构建
为了保证合格的点火线圈在检测设备上检测时被接受,有缺陷的点火线圈被拒绝,需要准确地知道有缺陷的点火线圈在测试时的现象,才可以对检测标准进行准确设定。
为了达到这一目标,必须对同一生产线在不同批次、不同班组、不同原材料进入等条件下的产品做产品特性大数据收集,通过对不同测试数据反映的情况进行分析整理,可以基本确定合格件与缺陷件的数据特征,从而建立缺陷件数据矩阵,形成一套完整的检测系统。
缺陷件矩阵是一个动态过程,需要在后续生产中不断地采集各种缺陷,对数据库进行实时更新,这样也可以不断地对产品品质改善起到指导作用。
6 结论
1)利用本文所述的超声波检测方案实现对点火线圈产品品质的检测,可以解决行业内对点火线圈灌胶工艺检测的难题。
2)结合大数据使用,可以使超声波检测在点火线圈生产上的应用更准确、更有效。
[1] 王槐祥.点火线圈的真空树脂浇灌技术分析[J].汽车电器, 2013(8): 30-36.
[2] 苑轶,王强,范科博,等.利用超声波在线检测液态金属洁净度的模拟研究[J].中国科技论文在线,2008,3(11):825-828.
猜你喜欢
大电机技术(2022年4期)2022-08-30
中国典型病例大全(2022年7期)2022-04-22
煤气与热力(2022年2期)2022-03-09
防爆电机(2022年1期)2022-02-16
科学与财富(2021年35期)2021-05-10
船舶标准化工程师(2020年1期)2020-06-12
小天使·六年级语数英综合(2018年10期)2018-10-15
中国体育科技(2018年2期)2018-04-24
优雅(2017年12期)2017-12-08
军事文摘·科学少年(2016年7期)2016-09-20