连铸轴承钢盘条腐蚀孔洞及其冶金工艺改善措施
2018-07-26 08:25宗男夫张慧王明林
轴承 2018年12期
宗男夫,张慧,王明林
(钢铁研究总院 连铸技术国家工程研究中心,北京 100081)
高端轴承复杂的服役环境对轴承用钢提出了高品质、高可靠性和长寿命的要求,但国内钢材产品质量多处在较低档次,缺乏名牌产品竞争力[1-3]。大部分特殊钢企业没有完全掌握生产均质化高致密度轴承钢的关键工艺技术,连铸轴承钢盘条中腐蚀孔洞缺陷已经成为制约国内轴承钢步入高端轴承领域的主要限制因素。
轴承经常处于各种复杂的强、弱酸及碱性服役环境,轴承腐蚀失效行为越来越受到关注[4-7]。研究轴承钢在腐蚀环境下的孔洞缺陷演变行为,找到轴承钢盘条孔洞的形成机理,并提出合理的生产工艺措施,以改善轴承钢盘条孔洞缺陷,对于提升轴承疲劳服役性能具有重要意义。
连铸轴承钢盘条在腐蚀环境下存在大量孔洞缺陷,铸坯的缺陷最终传递到轴承产品,将降低其使用寿命[8-10]。关于轴承钢盘条低倍孔洞缺陷的相关研究较少,为改善轴承钢凝固组织和偏析缺陷,降低轴承钢腐蚀后孔洞缺陷,保证内部高致密度和均匀性,研究轴承钢盘条孔洞缺陷演变行为有重要意义。
1 轴承钢盘条腐蚀孔洞对轴承的危害
高碳铬轴承钢有较高的碳、铬含量,易导致凝固过程连铸坯内部出现中心缩松和中心偏析缺陷,从而影响轴承的使用性能。晶间组织偏析在后续热轧过程不能完全彻底消除[11-12],经过深加工并最终传递到相关轴承产品,对疲劳服役性能造成不利影响[13-15]。
腐蚀行为是引起轴承失效的最主要原因之一。实际工况下轴承会接触到腐蚀性介质,使得轴承零件表面偏析区域发生选择性腐蚀并形成孔洞缺陷(图1),最终导致轴承失效;高精度轴承由于表面锈蚀导致精度丧失而不能继续工作[16]。
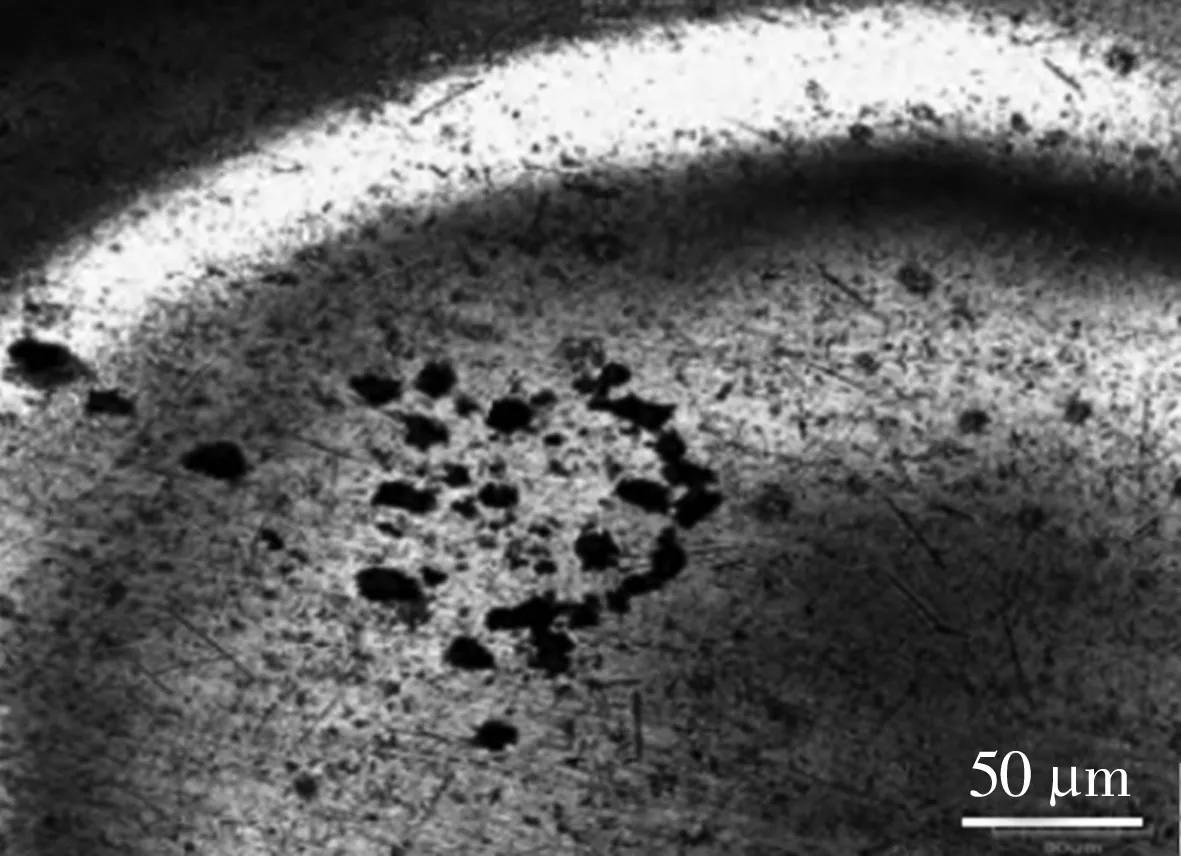
图1 轴承滚动体孔洞缺陷形貌Fig.1 Morphology of hole defects on rolling element of bearing
轴承材料的偏析致使组织分布不均匀,造成接触过程变形不协调,引起局部应力集中导致裂纹产生[17]。轴承使用过程中,表面层的液析碳化物先剥落加剧轴承磨损,而位于轴承内部的液析碳化物常萌生为疲劳裂纹源[18-20]。由于轴承工作环境复杂,轴承表面层液析碳化物处易产生点状孔洞缺陷,使裂纹迅速萌生及扩展,最终导致轴承破坏失效。
2 连铸轴承钢盘条腐蚀孔洞和铸坯偏析组织结构
2.1 盘条腐蚀孔洞缺陷结构
酸性环境腐蚀后轴承钢盘条的横截面存在大量深色孔洞,盘条中心较其边部孔洞密集,如图2和图3所示。轴承钢盘条纵剖面相应呈现出与孔洞缺陷相对应的带状组织,如图4所示,盘条孔洞对应带状组织中存在碳、铬偏析行为,孔洞区域中铬含量明显高于非孔洞区域[21]。
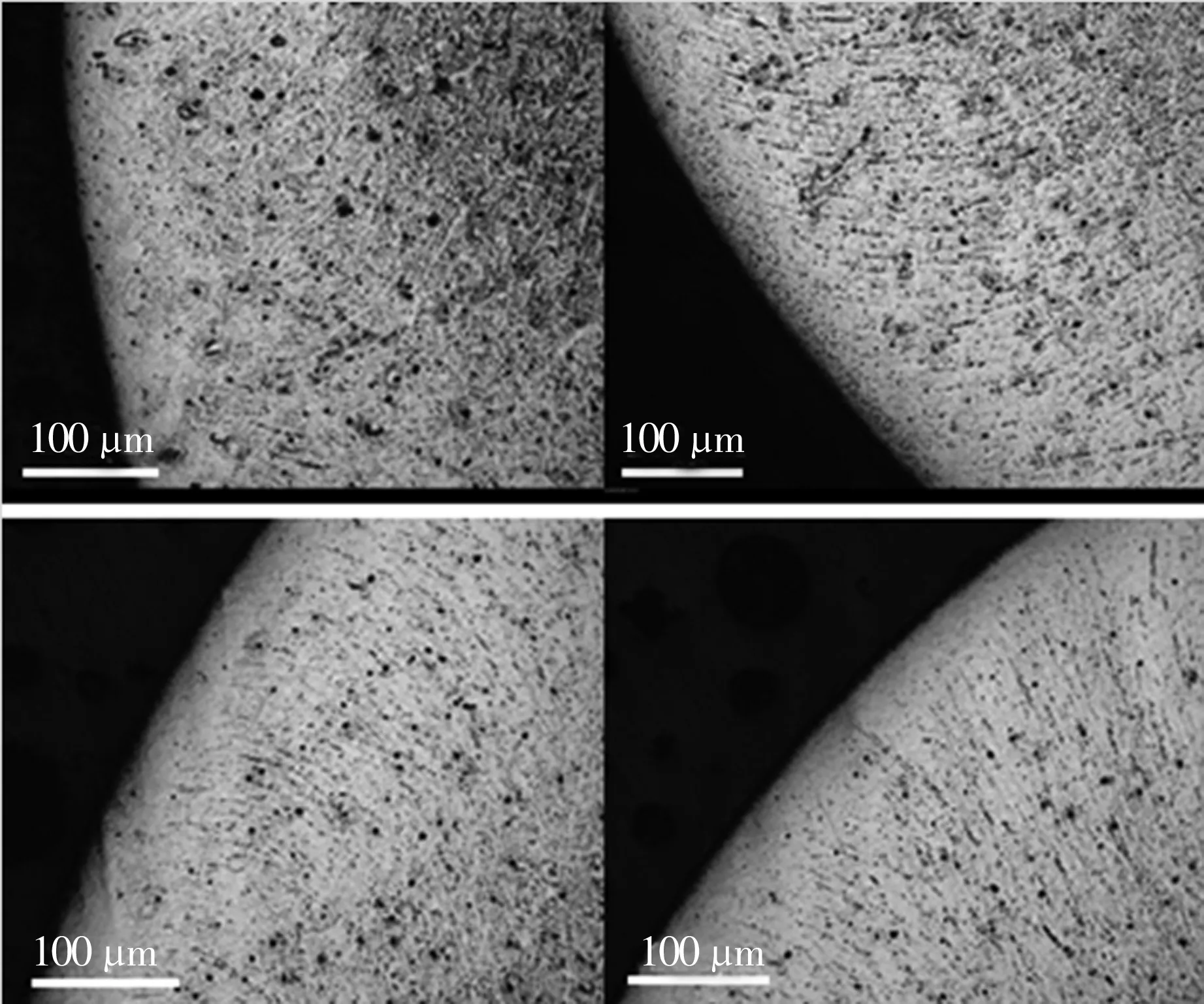
图2 轴承钢盘条边部孔洞缺陷结构Fig.2 Structure of hole defects on edge of wire rod of bearing steel

图3 轴承钢盘条中心孔洞缺陷结构Fig.3 Structure of hole defects on center of wire rod of bearing steel

图4 轴承钢盘条纵剖面带状组织Fig.4 Banded structure on longitudinal section of wire rod of bearing steel
2.2 连铸坯偏析组织结构
轴承钢V形偏析的碳偏析指数高达1.5,是造成液析碳化物和带状碳化物缺陷的根本原因[22-23]。柱状晶生长方向朝着铸坯中心,混晶区域内能够看到明显的二次枝晶,其生长方向较为混乱,但整体向铸坯中心生长。
GCr15轴承钢凝固后腐蚀的组织图如图5所示,可以看出:凝固组织各区域之间分层明显,分为激冷层(I区)、柱状晶(Ⅱ区)、混晶区(Ⅲ区)、中心等轴晶区(Ⅳ区)。在等轴晶区域内有明显的偏析暗点,并伴随着严重的疏松现象。
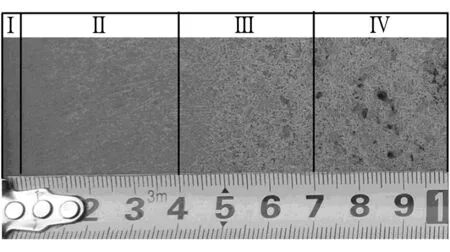
图5 GCr15轴承钢的凝固组织Fig.5 Solidification structure of bearing steel GCr15
铸坯边缘部分致密性和均匀性优于中心部位,缩孔和疏松缺陷位于铸坯中心部位。轴承钢中碳含量较高,凝固过程易发生凝固偏析行为,加重方坯的中心缩孔和裂纹。在凝固过程中应提高等轴晶率,降低粗大的柱状晶。当轴承钢铸坯等轴晶率较高情况下,中心偏析依然无法彻底消除[24]。
3 连铸轴承钢盘条腐蚀孔洞形成机理
3.1 盘条腐蚀孔洞与偏析组织关系
轴承钢盘条开始腐蚀位置往往位于对酸较敏感区域,因此研究盘条孔洞缺陷开始形成位置有利于揭示盘条孔洞的形成机理。根据盘条中孔洞初始形成的位置与晶界的关系,孔洞初始形成位置分布位于晶粒内部、两晶界交界面及三晶界交界面处,如图6所示。
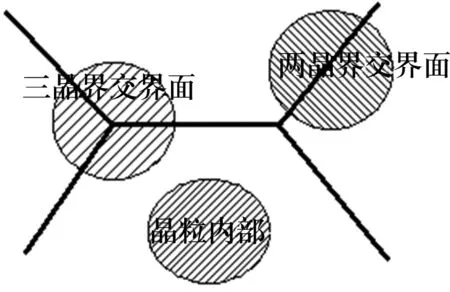
图6 轴承钢盘条孔洞缺陷形成位置Fig.6 Formation position of hole defects on wire rod of bearing steel
高碳铬轴承钢凝固过程不可避免的存在偏析行为,其中树枝偏析带在冷却凝固中所析出的二次碳化物为带状碳化物[25]。碳化物存在严重的碳、铬偏析,最终传递到盘条,以液析和带状碳化物组织形式表现。高碳铬轴承钢盘条轧制后缓慢冷却,碳在奥氏体中溶解度逐渐降低且铬扩散速率较慢,过剩碳以网状碳化物(Cr23C6)形式晶界析出,含铬网状碳化物的析出导致基体周围贫铬,基体不同位置存在不同含量固溶铬元素,贫铬区腐蚀较快,孔洞缺陷优先形成[26-29]。对轴承钢盘条进行分析表明,孔洞缺陷与偏析组织有直接关系,稳定控制连铸坯偏析均匀性有助于改善盘条的孔洞缺陷。
3.2 盘条腐蚀孔洞与凝固组织关系
轴承钢凝固末期,大量等轴晶核聚集使得枝晶间混杂部分未凝液相。凝固收缩的作用产生组织体积的变化,原始紧密聚集的晶粒被拉开,形成组织局部缩孔,成为后续轧制过程的孔洞起源[30-31]。另外,高浓度的钢液渗入裂纹形成偏析通道。
通道偏析已成为高等轴晶率下影响钢材质量的主要缺陷,连铸坯中心位置处有多处缩孔(图7a),而且在中心线位置处偏析现象严重。铸坯中偏析带强度高且塑性差,在后续轧制过程中将产生微组织裂纹和孔洞缺陷(图7b)。轴承钢后续轧制生产过程中,轧材缺陷主要起源于连铸坯中凝固组织缺陷。
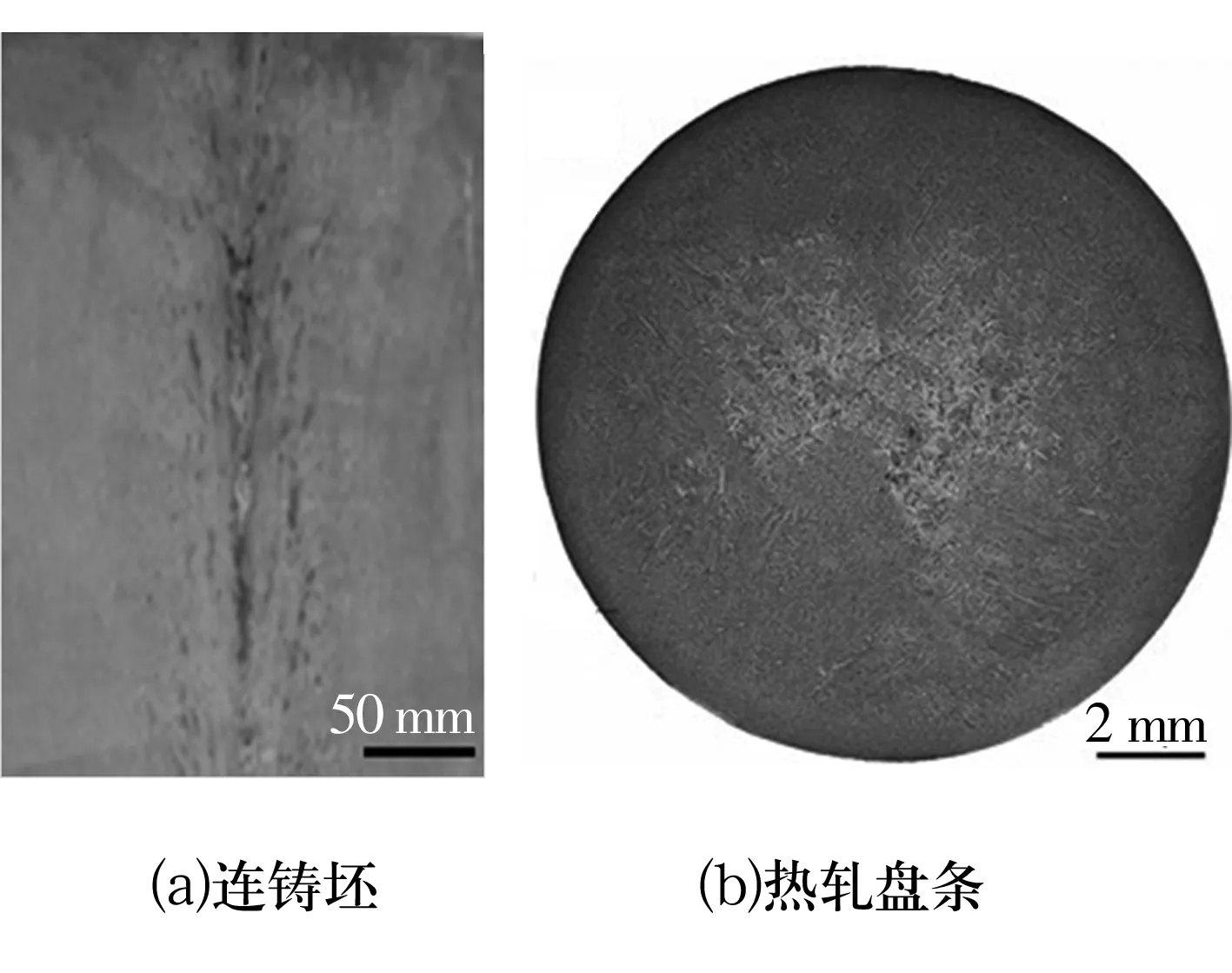
图7 轴承钢凝固组织形貌Fig.7 Morphology of solidification structure on bearing steel
3.3 盘条孔洞演变过程
轴承钢中碳含量较高,两相区温度区间长且宽,容易导致中心缩孔、偏析等铸坯中心缺陷,严重危害后续盘条性能。盘条贫铬区易腐蚀并形成孔洞缺陷,而原始铸坯存在的成分偏析和粗大碳化物是造成元素不均匀分布的主要原因,故需探讨轴承钢盘条轧制全流程的偏析组织和碳化物传递行为。
轴承钢方坯需要在加热炉进行高温扩散(1 200~1 250 ℃热扩散4~8 h),随后开坯轧制成小方坯,经过多道次轧制成轴承钢热轧盘条,如图8所示。
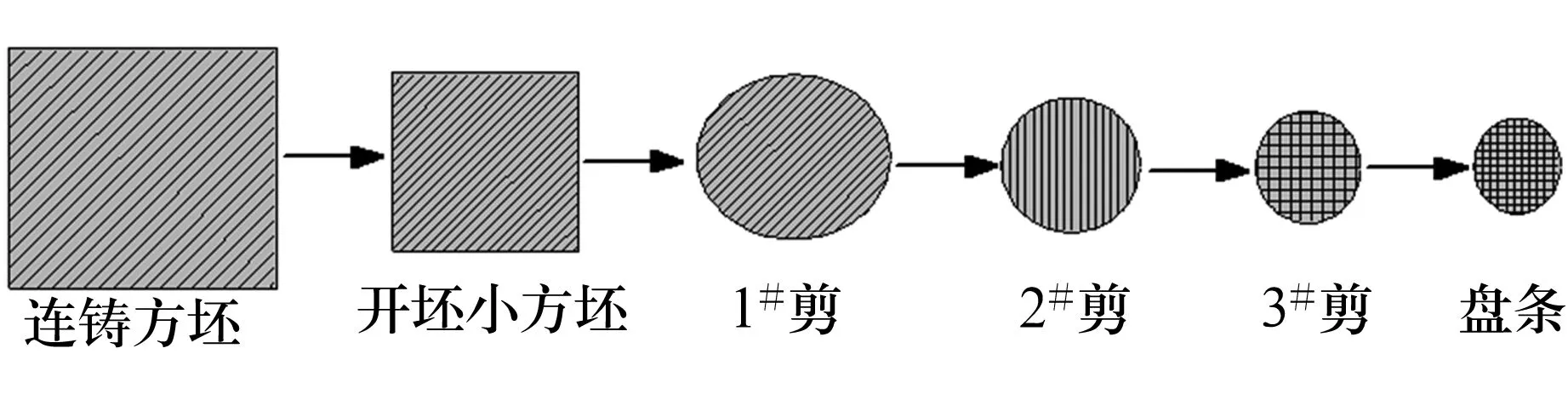
图8 轴承钢盘条轧制流程示意图Fig.8 Diagram of rolling process on wire rod of bearing steel
在热轧过程中,经过多道次热变形轧制后,连铸坯角部形状由方形轧制为近圆形,铸坯角部区域柱状晶受到热轧挤压弯曲变形,经多道次轧制后形成如图9b所示的组织结构。
连铸坯柱状晶整体向铸坯中心生长。在等轴晶区域内有明显的偏析暗点,并伴随着严重的疏松现象[32]。铸坯经均热处理及热轧并未消除原始枝晶偏析,其缺陷在盘条中保留下来。由图9可以看出,热轧盘条存在与原始连铸坯类似的枝晶偏析组织分布,仍然存在线对称形状的柱状晶形貌,由此确定该区域为对应热轧前方坯的角部区域。铸坯经均热处理及热轧并未消除原始心部偏析组织,相应其心部偏析缩孔区域也在热轧盘条中保留下来,在腐蚀环境下易成为孔洞缺陷高发区域。
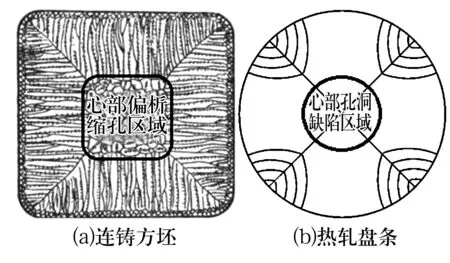
图9 盘条热轧前后组织示意图Fig.9 Diagram of wire rod before and after hot rolling
4 连铸轴承钢盘条腐蚀孔洞冶金改善工艺措施
轴承钢铸坯组织中的差异会延续到最终轴承产品,并会在碳化物颗粒粒度和组织分布上体现出来。因此对轴承钢铸坯组织和偏析缺陷进行合理精细化控制是提高轴承疲劳服役性能的有效途径。
基于轴承钢盘条孔洞缺陷与偏析组织分布的传递规律,为提升国内轴承钢盘条质量水平,从冶金工艺角度提出有效降低盘条腐蚀孔洞缺陷的一些具体措施。
4.1 盘条高温扩散工艺
轴承钢盘条高温扩散使得基体带状碳化物均匀化,同时带状碳化物中碳和铬偏析聚集度降低。高温扩散工艺能大幅度地提高轴承钢抗腐蚀性,降低基体孔洞缺陷发生率[7,33]。2种尺寸盘条进行高温扩散工艺处理,其腐蚀后孔洞缺陷分别如图10和图11所示。
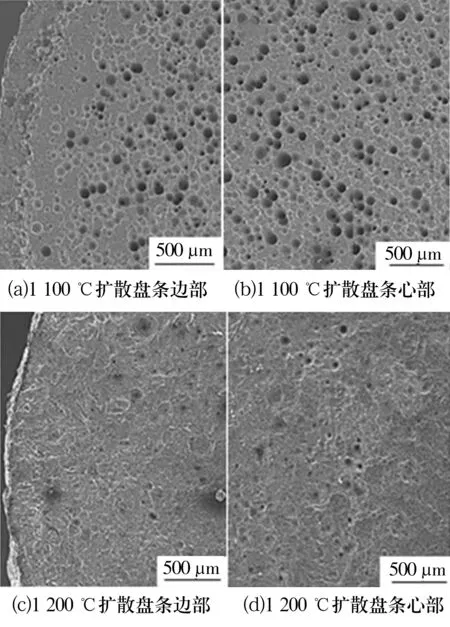
图11 φ8 mm盘条孔洞缺陷Fig.11 Holes defect of wire rod (φ8mm)
盘条经高温扩散,边部与中心区域均存在酸蚀孔洞缺陷,但是心部孔洞缺陷较边部分布更加密集(图10,图11),扩散温度越高,轴承钢盘条横截面孔洞缺陷数目越小。由图10c可知,当扩散温度高于1 100 ℃时,盘条边部孔洞已经基本消除,且盘条中心区域孔洞也得到改善。
通过分析不同直径盘条经高温扩散处理后的孔洞缺陷分布可知,相同温度扩散处理后,随着盘条直径减小,盘条边部和中心区域的孔洞缺陷大小及数量分布均得到大幅度地改善。
4.2 盘条轧制超快冷工艺
轴承钢轧制过程中,温度控制是影响盘条质量的关键因素[34],控制轧后冷却工艺是解决盘条网状碳化物的有效手段之一。超快冷工艺使盘条在终轧阶段后快速降温,终冷轴承钢盘条的返红温度控制在620 ℃左右,基本消除盘条网状碳化物,超快冷工艺生产的盘条孔洞缺陷数量明显减少[35-37]。不同冷却工艺下盘条低倍孔洞宏观形貌如图12所示,因超快冷工艺使盘条基体中铬元素均匀分布,从而减少了不同位置抗酸蚀能力的差异,因而轴承钢盘条孔洞缺陷数量明显减少。
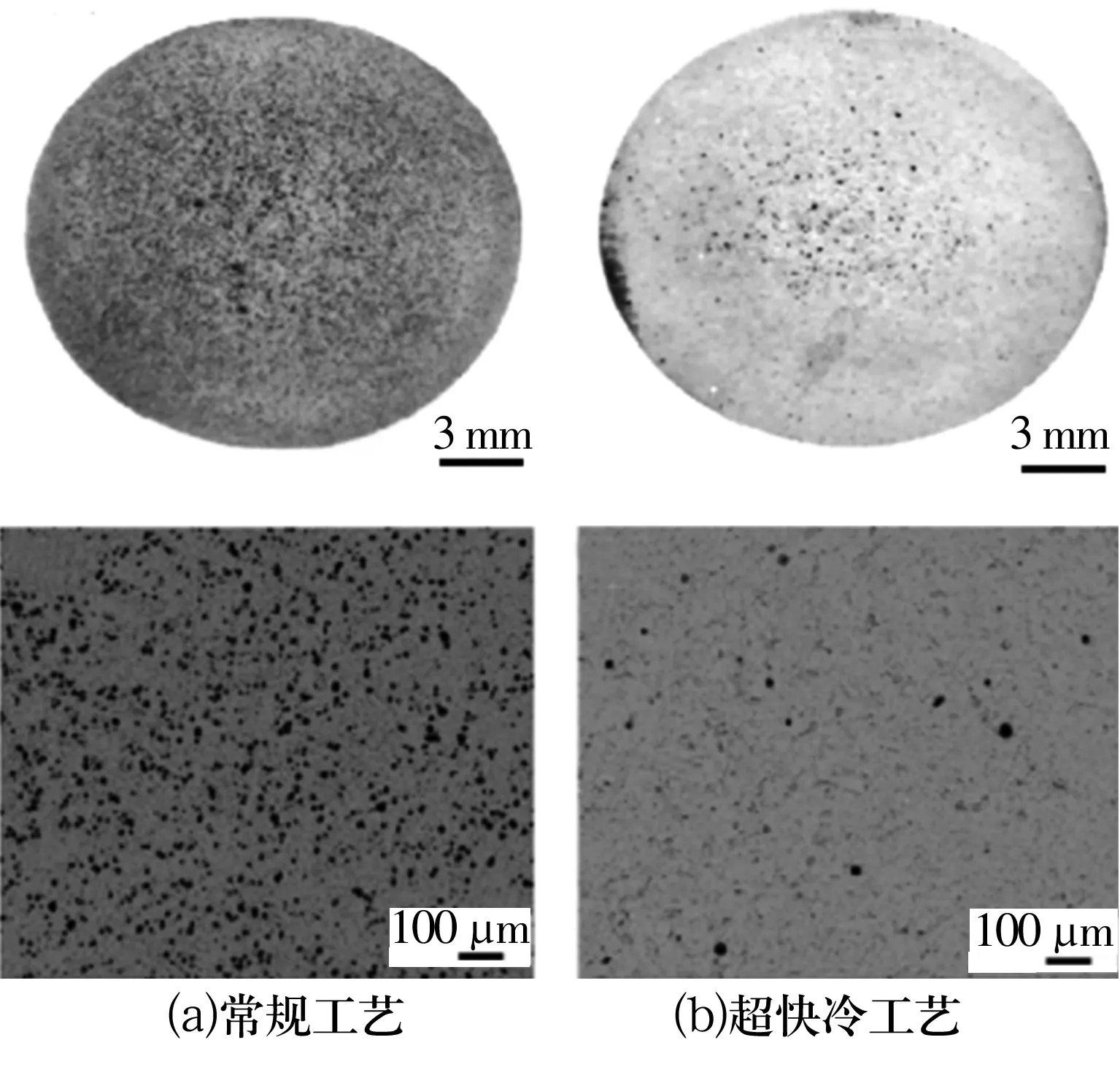
图12 盘条孔洞缺陷Fig.12 Hole defects on wire rod
4.3 优化连铸坯开坯加热工艺
轴承钢中同时存在碳和铬的偏析行为,铸坯中大颗粒共晶碳化物导致基体存在贫铬区,因此盘条易产生孔洞缺陷。合理延长开坯前连铸坯的高温均匀扩散时间,可使大颗粒碳化物溶解,铬元素均匀化分布,初轧坯低倍偏析组织明显改善,且盘条带状碳化物和孔洞缺陷也相应得到改善[6,38-39]。
确定合理的均匀化退火温度和时间,可完全消除大块状碳化物。常规和高温扩散开坯工艺的盘条带状碳化物如图13所示,高温扩散可以有效改善带状碳化物。
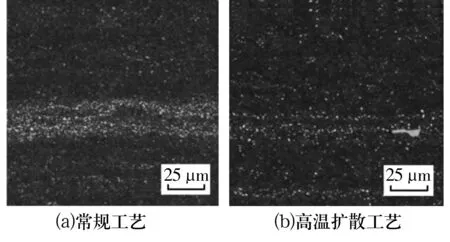
图13 铸坯带状碳化物控制情况Fig.13 Control situation for banded carbide of casting blank
在连铸坯开坯工序延迟扩散时间,在1 200 ℃保温600 min以上,使铸坯中铬元素充分扩散,以有效缓解枝晶间铬元素偏聚,因此轧制后盘条的带状碳化物数量及聚集程度大幅减少。
4.4 均质化连铸轴承钢浇注技术
4.4.1 低过热度连铸浇注技术
低过热度连铸浇注工艺可以细化等轴晶率,混晶区域共晶碳化物相对分散分布,铸坯中心部位偏析得到改善,且中心等轴晶区疏松及缩孔也较轻[40]。而常规连铸浇注工艺铸坯中心存在严重的通道形偏析及缩孔等冶金缺陷。
4.4.2 电磁搅拌技术
电磁搅拌技术使得钢液冲刷初生凝固坯壳,有效打碎结晶期初生凝固产生的枝晶组织,并成为等轴晶形核的核心,加快并扩大铸坯等轴晶区域[41]。有利于减小凝固前沿的温度梯度,抑制了柱状晶的定向增大,因而显著降低铸坯截面上疏松带宽度及缩孔尺寸。
4.4.3 凝固末端压下技术
凝固末端压下技术[42]是解决铸坯偏析的有效措施,以补偿凝固过程的体积收缩,减轻铸坯枝晶间溶质钢液流动,达到部分降低通道偏析、中心偏析和疏松的目的。铸坯凝固末端重压下技术是改善高品质轴承钢中心铸坯致密性和均质性的有效措施,可以彻底消除铸坯偏析缺陷,并可以有效焊合内部缩孔缺陷[43-44]。
5 结束语
轴承用钢铸坯溶质偏析、碳化物均匀性及凝固组织控制是保证轴承高品质、高可靠性和长寿命要求的关键。
连铸轴承钢盘条贫铬区抗蚀能力较弱,易形成孔洞缺陷,连铸凝固过程形成的成分偏析和高铬网状碳化物会传递到热轧盘条中,造成盘条铬元素分布不均易生低倍孔洞缺陷,并最终传递到轴承相关产品,对疲劳服役性能造成不利影响。
通过分析连铸轴承钢盘条孔洞位置和形貌与基体偏析和网状碳化物析出之间的关系,从而找到解决生产中遇到的盘条腐蚀孔洞缺陷问题的方法,并为国内轴承钢生产企业提供合理的冶金工艺优化方案。
猜你喜欢
山东冶金(2022年1期)2022-04-19
昆钢科技(2022年1期)2022-04-19
上海涂料(2021年5期)2022-01-15
哈尔滨轴承(2020年1期)2020-11-03
哈尔滨轴承(2020年1期)2020-11-03
金属加工(热加工)(2020年12期)2020-02-06
汽车实用技术(2019年20期)2019-11-06
表面工程与再制造(2019年3期)2019-09-18
四川冶金(2019年5期)2019-02-18
制造技术与机床(2018年8期)2018-10-09