航空发动机叶片焊接轨迹规划研究
2018-09-17 09:27戴士杰王志平
机械设计与制造 2018年9期
宋 涛 ,赵 萌 ,戴士杰 ,,王志平
(1.河北工业大学 机器人及其自动化研究所,天津 300132;2.天津航空机电有限公司,天津 300308;3.中国民航大学 天津市民用航空器适航与维修重点实验室,天津 300300)
1 引言
近年来,我国民用航空工业迅猛发展,取得很多重大科研成果,但是在很多领域尚有很多的技术难题没有攻克。在这些领域中,如何解决发动机叶片的保养、维修等问题占据了较大的比重,尤其是民用发动机叶片的维修。国外研发了很多自动焊接系统,其共同特点是将精确、快速的光学测量技术、高精度的机械装置进行合理的集成,成功解决了叶片焊接修复质量稳定性不高的难题,但是技术对中国垄断。文献[1]对6自由度工业机器人的点到点和多目标空间轨迹规划提出了最优轨迹规划方法,在保证焊接质量的前提下进一步提高了焊接机器人的焊接效率。文献[2]提出了弧焊机器人系统的基于视觉的整体路径生成办法。文献[3]研究了一种接管焊接轨迹修正办法,解决了两接管存在尺寸误差、加工误差及热变形等问题。文献[4-5]提出了弗莱纳-雪列矢量法解决焊接轨迹中离散点坐标系建立问题,但是由于太靠近焊接工件,不方便摆放焊枪位置。文献[6]运用遗传算法和主从机器人协调操作得到两台机器人最优焊接轨迹,但是该方法只适用于长尺寸整体薄壁板。在叶片焊接以及维修方面,国内起步较晚。且对航空发动机叶片焊接修复技术的研究与应用目标全部是军用航空发动机;焊接修复工艺主要集中在激光熔敷和TIG焊上,在发动机叶片自动化焊接修复方面的研究与国外差距甚大,极其缺乏核心共性技术。
2 叶片截面与B样条建模
k次B样条曲线可以表示为:

式中:d—控制点,顺序练成的折线称为B样条控制多边形;Ni,k(u)(i=0,1,…,n)称为 k 次规范 B 样条基函数;u—节点矢量参数,并且按照非递减顺序排列。
对已有的三维测量得到的点云数据拟合处理,并对得到的缺失部分分层。考虑到压气机叶片高度扭曲的特点,其对应的叶片截面也是由若干个分段函数组成。传统的样条曲线以及Bezier曲线不具有B样条曲线特有的局部支撑性[7],对叶片拟合会出现较大误差。焊丝在正常进给速度与送丝速度下其焊接余高在1mm到1.3mm之间。由于叶片焊接维修部分所堆焊部分层数不会超过5层,且叶片在高度向的法截线曲率并不大,为了实现对叶片截面多层堆焊,我们对已有模型进行等厚分层处理[8]。
3 B样条轨迹规划
由于在焊接热输入焊缝的过程中,热输入过大、缺乏融合和焊接变形是影响零件成型质量的重要因素。对焊接路径的不同部位的堆积将在成形过程中影响零件的热传递,从而影响成形精度。因此,必须采用恰当的堆积轨迹。修复叶片叶尖时最大的焊接宽度为2.12mm,修复叶片顶端时最大修复宽度为2.66mm,所使用的焊丝直径为1mm,且切片的轮廓呈圆弧状,对此我们提出了B样条沿中线焊接的方式。该方法保留了轮廓扫描法焊接精度高的优点,还能避免轮廓扫描法中焊道间距过窄导致余高过高的现象。使用沿中线焊接的方式,只需在焊接时改变焊接参数,即可达到高精度高质量焊接的目的,使得焊接工艺变得简单易操作。
3.1 等弧分割曲线
叶片边缘曲线的中线可以表达叶片边缘曲线的变化趋势,这是采取中线作为焊接路径的重要原因。因此,提取的中线必须沿着边缘曲线变化方向伸展,这就和边缘曲线的曲率变化密不可分,航空发动机的叶片截面曲线曲率变化平缓,在一定的采样密度下可以采用等弧长分割的方式分割曲线,提取出来的中线满足焊接路径的精度要求。
该段曲线的长度,用曲线积分可以很容易的表示出来,这时上端曲线和下端曲线共有n+1个点,并在计算机里将上端曲线和下端曲线平分成n等份。这时我们等弧长比例分割曲线,如图1所示。可以证明A1B1的中点即为B样条的第二个型值点P1,按此方法可以依次求得P2、P3、P4……
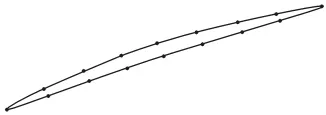
图1 等弧长分割曲线Fig.1 Curve of Equal Arc Length
该方法保留了轮廓扫描法焊接精度高的优点,还能避免轮廓扫描法中焊道间距过窄导致余高过高的现象。使用沿中线焊接的方式,只需在焊接时改变焊接参数,即可达到高精度高质量焊接的目的,使得焊接工艺变得简单易操作。找到上下两段曲线中对应的端点A、B,可求出两个端点之间的中点坐标P,如图2所示。通过对中点坐标进行B样条逼近运算就可以得出叶片的边缘曲线的中线方程,也就是航空发动机叶片的焊接修复路径。
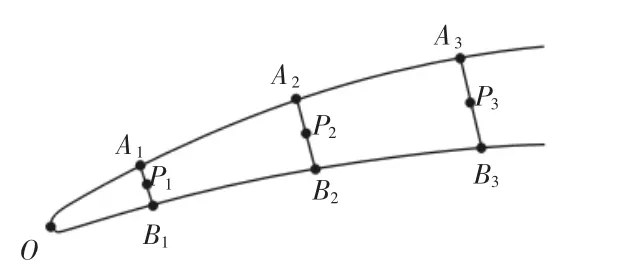
图2 等弧长分割曲线的中点求取(局部放大)Fig.2 Midpoint of Arc Length Segmentation Curve(Local Amplification)
3.2 B样条逼近及其沿曲率调整
在这里考虑三维测量后点云拟合时由于前、后表面特殊形状造成的影响,由于我们之前对三维模型进行了三维测量,得到点云数据后拟合。对于分段曲率不同的前后表面,由于OA面曲率大,点云分散,曲面拟合的时候误差较大。我们假设OA边曲率为C2,OB边曲率为C1。有:

δ与拟合误差大小相关。
又因为A1P1+B1P1=A1B1,得到A1P1和B1P1如下:
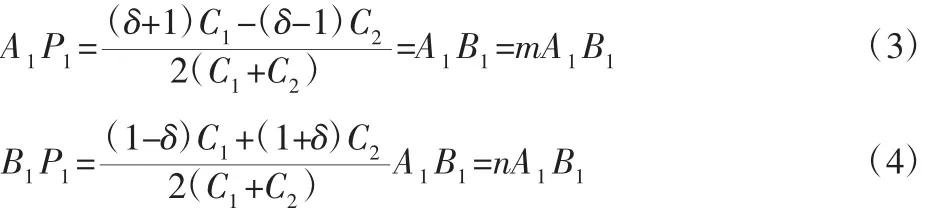
式中:m+n=1,并且当且仅当δ=1时,P点为AB的中点。
采用累计弦长参数化[9-10]方法参数化B样条曲面的型值点。

式中:Δr—向前差分矢量,矢量r的前后两个相邻矢量差是弦线
矢量,这样就如是反映了数据点按弦长的分布情况。型值点确定的情况下,基函数Nj,k(u)由节点矢量U决定,我们采用平均统一的方法对节点配置[10]。并建立求解未知控制顶点的线性最小二乘问题,即试图寻找一条k次B样条,使得B 样条曲线 p(u)在满足两个端点
(等弧长分割的端点)不变的情况下,其余各个点在最小二乘意义下逼近。为了除去两个端点,我们引进m(u)函数。,其目标函数:

若残差为实际数据点与拟合点之间的差值,按照线性最小二乘理论需要残差的平方和最小,对d求偏导数得到:

此时的R是在有误差意义下的A、B的中点,得到含有n-1个未知参量的线性方程组:

就得到了控制顶点D的位置,如图3所示。用公式表达即:

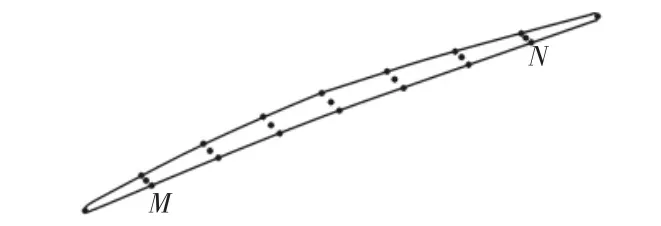
图3 B样条型值点求取Fig.3 B-Spline Type Value Points
4 实例仿真
通过对航空发动机压气机第六级叶片叶尖磨损情况下得到的待修复模型经过分层处理,求取轮廓曲线方程后分割曲线,获取中点后,将离散的中点坐标输入计算机中,得到MN两点之间的曲线,如图4所示。这样,经过B样条逼近,成功得到了焊接叶片边缘曲线的中线,也就得到了航空发动机叶片的焊接轨迹。
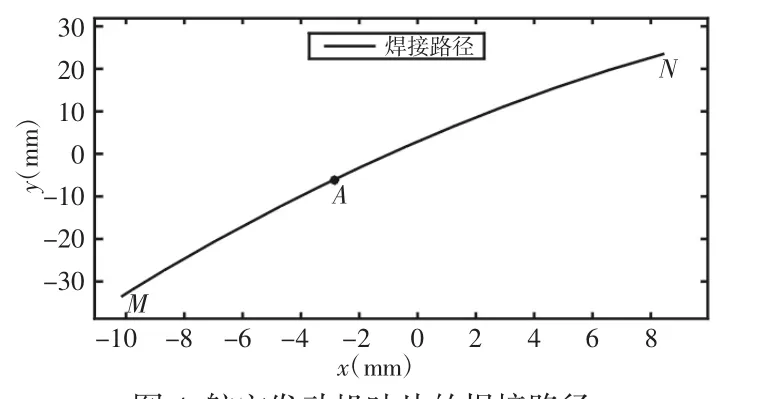
图4 航空发动机叶片的焊接路径Fig.4 Welding Path of Aero Engine Blade
通过仿真可以得出航空发动机叶片焊接修复轨迹,焊接路径曲线的精度对于实际叶片维修精度具有直接的影响,如果通过B样条逼近得到的路径曲线较大偏离了真实的焊接路径,就会大大降低叶片的焊接修复质量,甚至可能导致后续磨削已焊接叶片的时间大大超过焊接叶片本身所需的时间。这里对比已经用于生产的一种焊接机器人的实际焊接轨迹,实际焊接轨迹是由若干个曲线逼近轨迹点,并做了示教调整之后得到的,其轨迹点路径可以从机器人程序中得到。下图展示了焊接机器人现场焊接与自行设计的柔性焊接夹具,如图5所示。
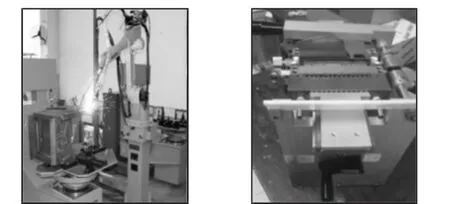
图5 焊接机器人与夹具Fig.5 Welding Robot and Fixture
试验中先是采用了9个点经过B样条拟合得到的焊接路径曲线,倘若将上下两端弧长按等弧长划分法得到100个端点,也就是将两段弧各分为99段,再通过次B样条拟合处理,得到的曲线更加贴合实际,甚至可以忽略曲线的误差,用得到的曲线代替理论上的焊接路径曲线。其中,航空发动机叶片的理论焊接路径是分为99段圆弧后逼近计算的曲线,实际焊接路径是由若干段曲线逼近轨迹点计算出来的曲线。由于对边缘曲线进行过多段的等弧长划分会导致生成的焊接路径曲线由大量曲线段构成,这无疑增加了计算时间,降低了焊接修复效率,同时在每段小曲线端点处的曲率往往变化很大,从而使焊枪运动时产生较大震动,影响叶片焊接修复精度,甚至影响焊接机床的使用寿命,所以不能对分层后的边缘曲线进行弧长过短的等弧长划分。根据实际情况,合理制定焊接路径曲线的精度要求才能保证高效的生成满足叶片焊接修复质量的焊接路径,这里取(0.02~0.05)mm是完全能符合焊接工艺要求的。A点附近焊接理论路径与实际路径的局部放大图,如图6所示。对比构造的两条焊接路径,如图6所示。将实际曲线上每点到理论曲线的最短距离作为评判曲线误差的标准,在计算机中得到理论焊接路径与实际焊接路径误差曲线,如图7所示。

图6 叶片的理论焊接路径与实际焊接路径(局部图)Fig.6 Theoretical Welding Path of Blade and Actual Welding Path(Local Graph)

图7 理论焊接路径与实际焊接路径的误差曲线Fig.7 Error Curve of Theoretical Welding Path and Actual Welding Path
5 结论
主要提出了一种航空发动机叶片焊接修复路径的方法。对三维测量得到的点云数据拟合处理,考虑拟合时候测量的误差以确定沿曲率的修正办法,并对得到的缺失部分分层,在层与层之间通过分析得出延中线焊接的方法,其重点工作是对截面曲线等弧长分割和B样条拟合得出焊接轨迹。并在计算机中分析实际焊接轨迹和理论焊接轨迹,误差曲线显示出构建的实际焊接路径曲线最大误差不超过0.02mm,根据叶片焊接修复质量要求,实际的焊接精度要小于0.2mm,所以可以得出结论,所构建的焊接路径满足工艺要求,能够使焊接厚的叶片到达所需精度。同样,航空发动机压气机叶片的叶顶部分焊接修复的焊接路径生成与焊接路径精度的检测也可按上述过程实现。
猜你喜欢
北京理工大学学报(2022年9期)2022-09-17
数学物理学报(2022年4期)2022-08-22
数学物理学报(2022年2期)2022-04-26
新世纪智能(数学备考)(2021年10期)2021-12-21
汽车工程(2021年12期)2021-03-08
新世纪智能(数学备考)(2020年10期)2021-01-04
图学学报(2020年5期)2020-11-13
新课程·中学(2018年7期)2018-12-29
制造技术与机床(2017年7期)2018-01-19
软件(2017年6期)2017-09-23