
工艺参数对5083/6082铝合金搅拌摩擦焊T型接头组织与性能的影响
2018-11-09 11:11何广忠屈志军李文晓
电焊机 2018年10期
刘 杰 ,何广忠 ,屈志军 ,李文晓 ,吉 华
(1.中车长春轨道客车股份有限公司,吉林 长春 130062;2.航天工程装备(苏州)有限公司,江苏苏州100145)
0 前言
T型接头是轨道车辆高速动车组等铝合金车体制造领域中广泛应用的接头形式,尤其在司机室部件中几乎90%以上焊缝均采用T型接头设计。T型接头设计结合MIG焊工艺,有效提高了壁板稳定性,但整个构件的表面质量还不够理想[1]。目前采用的熔焊段焊工艺方法解决了一部分焊接变形问题,但是客户对产品外观平整度和易于制造复杂美观曲面车体的需求越发引起重视[2-4]。
搅拌摩擦焊技术(FrictionStirWelding,简称FSW)凭借其高质、高效、节能及环保等技术优势,已在国内外各制造领域中得到广泛应用[5-7]。随着FSW技术衍生新技术的拓展应用,T型接头FSW工艺还处于试验阶段[8-12],加快T型接头FSW的工程应用,将具有一定的研究和应用价值。
本研究选用高速列车铝合金司机室用4mm+8mm板厚5083-O/6082-T6的板材组合异质材料,采用T型接头结构设计,通过改变焊接转速及焊接速度,重点研究搅拌摩擦焊工艺参数对T接头组织和性能的影响,为加快铝合金车体搅拌摩擦焊应用生产提供理论支撑。
1 试验材料和方法
试验用铝合金为4 mm厚的5083-O壁板板材和8 mm厚的6082-T6筋板板材,化学成分如表1所示。板材尺寸规格分别为4 mm×600 mm×150 mm和8 mm×600 mm×150 mm,组配成T型接头形式进行焊接工艺试验。
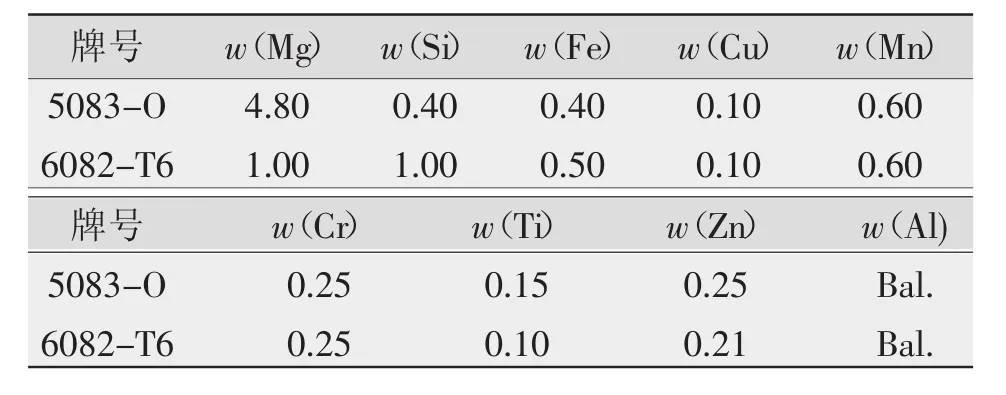
表1 铝合金化学成分%
焊接试验在搅拌摩擦焊专用设备上进行,采用设计专用搅拌头,搅拌头轴肩20 mm、针长6 mm及顶端直径为5.5 mm,焊接前倾角2.5°[13]。为了研究工艺参数因素对铝合金T型接头搅拌摩擦焊组织性能的影响,除考虑焊接转速与焊接速度变化之外,其他工艺因素一致,选择15组焊接工艺参数如表2所示。
焊接试验完成后,机加制取金相、拉伸、弯曲试样。拉伸试验在室温条件下,在CMT4304型电子万能试验机上分别进行T方向和L方向拉伸试验,加载速率10 mm/min,L方向拉伸试验示意如图1所示;弯曲试验示意如图2所示,通过弯曲断裂角度评价接头的弯曲性能。
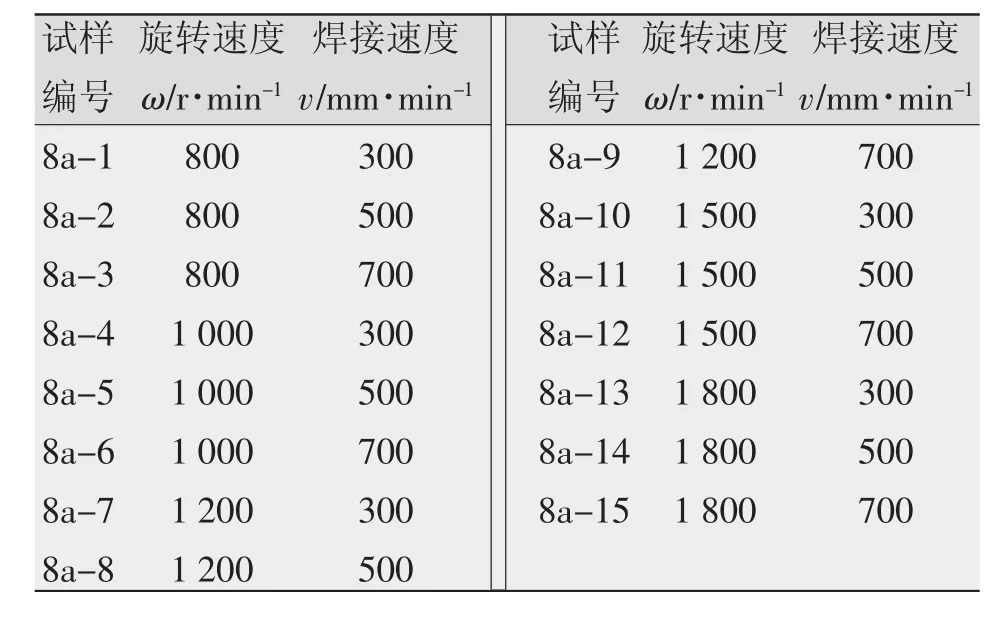
表2 试验用的焊接工艺参数
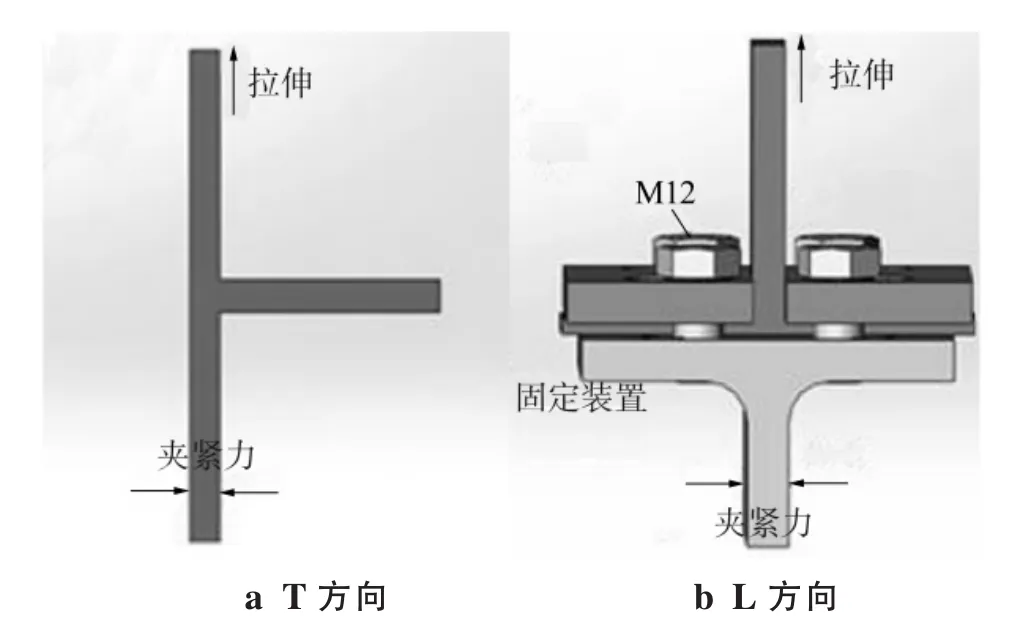
图1 拉伸试验示意
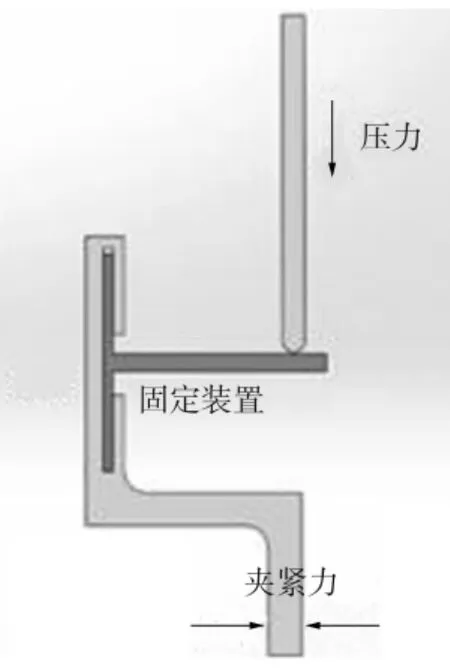
图2 弯曲试验示意
在HVS-1000型数显显微硬度计上进行接头显微硬度试验,试验载荷200 g,加载时间15 s,测试位置位于壁板和筋板中心,每个间隔点为1 mm,测试点示意如图3所示。
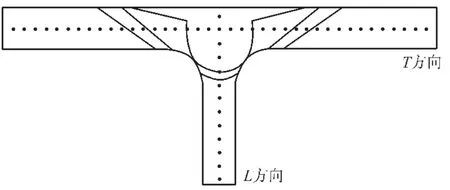
图3 硬度试验测试点示意
2 结果和分析
2.1 T型接头宏观形貌
对组配好的T型接头进行初步的FSW焊接试验,工艺参数及试样编号如表2所示,不同工艺参数条件下的焊缝表面宏观形貌,如图4所示。除编号8a-3和8a-12试样的焊缝表面开裂、未有效成形之外,其他工艺参数条件下的焊缝表面成形良好,其中编号 8a-5、8a-6、8a-7、8a-8 及 8a-9 试样的焊缝表面光滑、无飞边和表面沟槽缺陷。
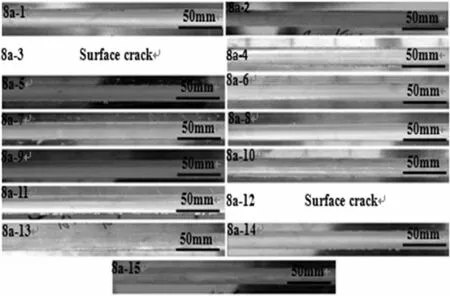
图4 不同工艺参数条件下获得的焊缝表面宏观形貌
不同工艺参数下T型接头FSW接头的宏观形貌如图5所示。其中编号8a-3和8a-12试样焊缝表面开裂,没有取低倍试样分析;编号8a-1、8a-2和8a-4试样接头后退侧弱结合区域出现裂缝;其他编号的接头内部未发现孔洞、裂缝等缺陷,壁板和筋板之间均得到有效的连接,说明焊接转速过低(800 r/min)时,摩擦产热不够。当后退侧未得到有效热输入,在弱结合区域开裂。当焊接转速达到1000r/min时,焊缝前进侧呈“镰刀状”,后退侧的原始搭接界面向壁板侧发生偏移,形成“波浪状”界面,这是壁板在搅拌工具强烈向下的顶锻和筋板对塑性金属向上的反弹共同作用下形成。上述特征随着焊接转速增加至1 500 r/min,前进侧与后退侧区域的形态、大小发生明显变化,搅拌区域金属塑性流动异常,特别是后退侧的搭接界面(弱结合区)向壁板侧发生偏移过量,这对接头的力学性能影响相当不利的,说明焊接转速对T型接头低倍组织影响较为明显。Fratini采用异质铝合金进行FSW-T型连接[14],得到相同的试验结论。
2.2 T型接头力学性能
2.2.1 T型接头抗拉强度
T型接头T方向拉伸试验数据如表3所示。在试验15种焊接工艺参数范围内,除编号8a-3和8a-12试样的表面开裂,无法获得试验数据之外,其余接头T方向抗拉强度值最高可达到327 MPa。T型接头L方向拉伸试验数据如表4所示,除编号8a-3和8a-12试样的表面开裂无法获得试验数据之外,其余接头L方向抗拉强度最高可达到143 MPa。综合焊缝表面VT试验和接头抗拉强度试验的结果,编号8a-8试样的工艺参数,即在焊接转速1 200 r/min和焊接速度500 mm/min条件下,接头T方向和L方向的抗拉强度均较为优良,分别为256MPa和105 MPa,亦可以得出焊接转速和焊接速度参数不宜过高,焊接过程才不失稳,同时可获得抗拉强度适宜的焊接接头。
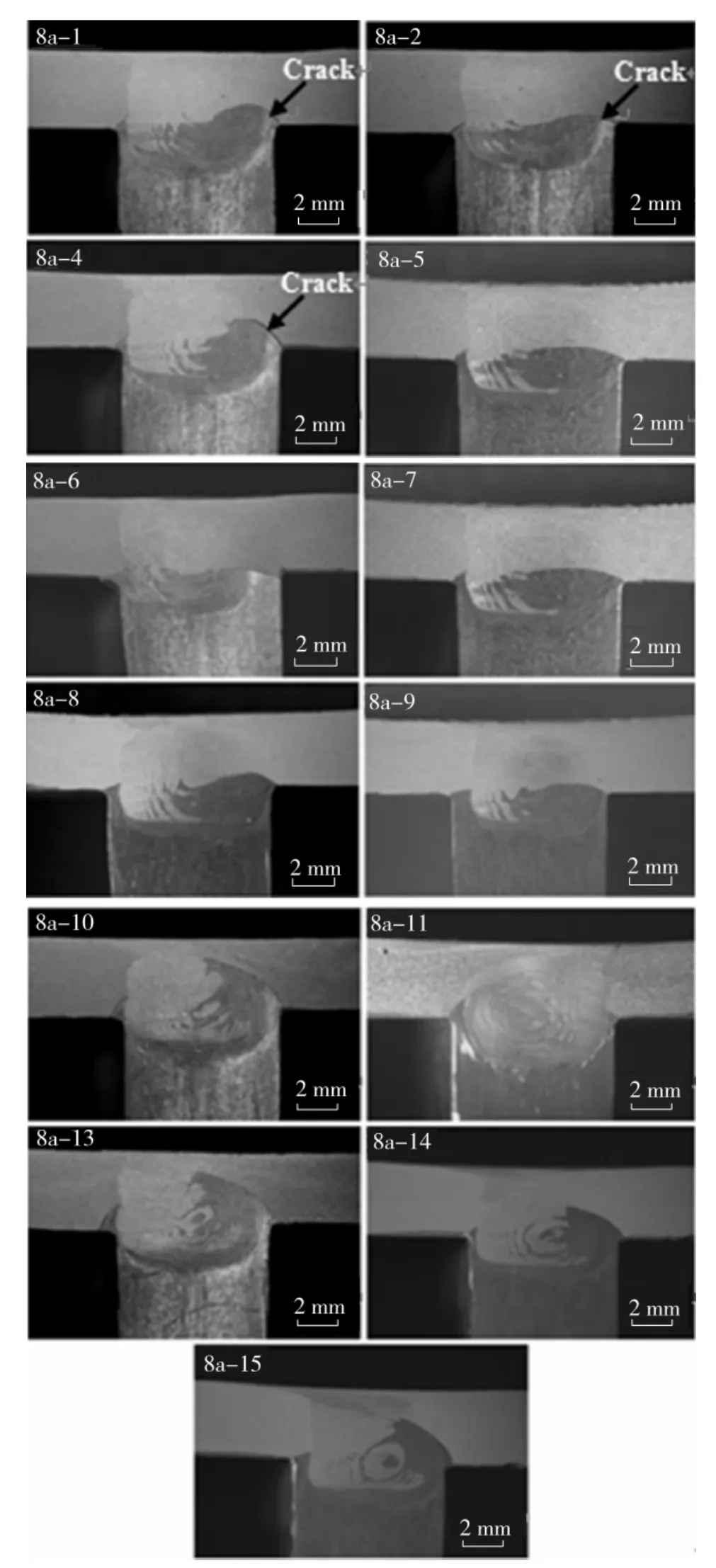
图5 不同工艺参数条件下获得的接头宏观形貌
从拉伸试样的断裂位置可以看出,T方向拉伸试样断裂位置均位于热力影响区,随着焊接转速的增加,断裂位置都集中在后退侧热力影响区;而L方向断裂位置在壁板的热力影响区、焊核区及壁板与筋板结合的界面处均有出现,但当焊接转速达到1 500 r/min及以上时,后退侧的搭接界面(弱结合区)向壁板侧发生严重偏移,间接对壁板板厚减薄过多(见图5),断裂发生在壁板的焊核区,这也是影响T方向抗拉强度偏低的原因。以上说明T型接头焊接工艺参数的匹配选择对接头的抗拉强度及断裂位置影响较大。编号8a-7、8a-8及8a-9试样的拉伸断裂位置照片如图6所示。
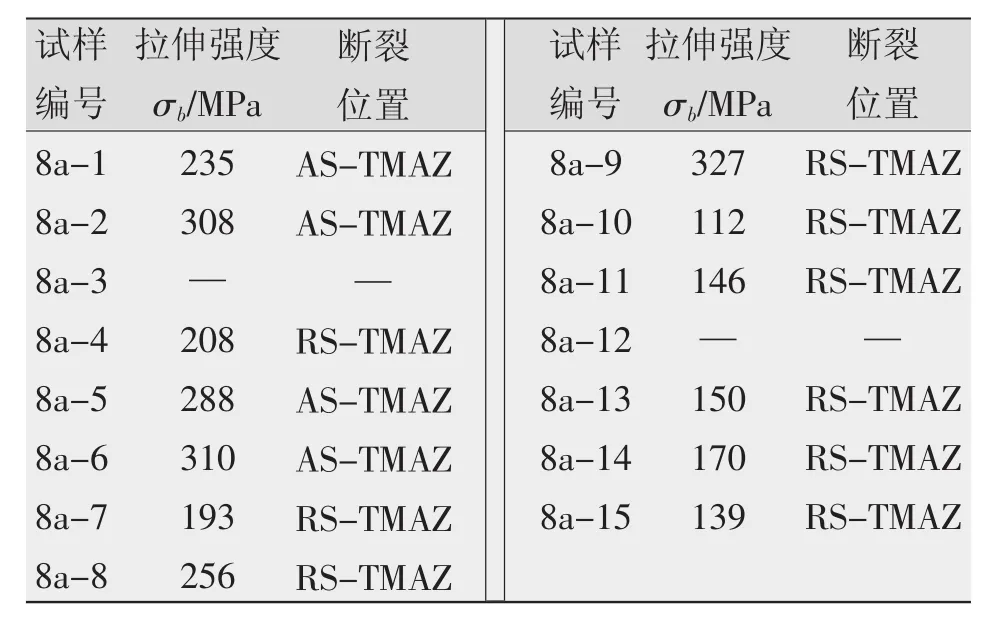
表3 T型接头T方向拉伸试验结果
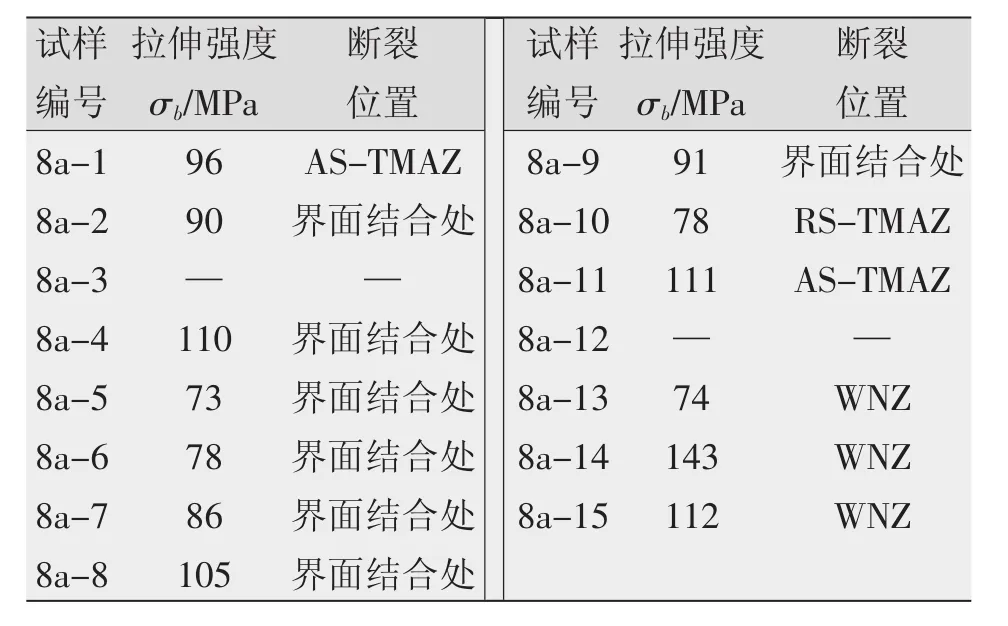
表4 T型接头L方向拉伸试验数据
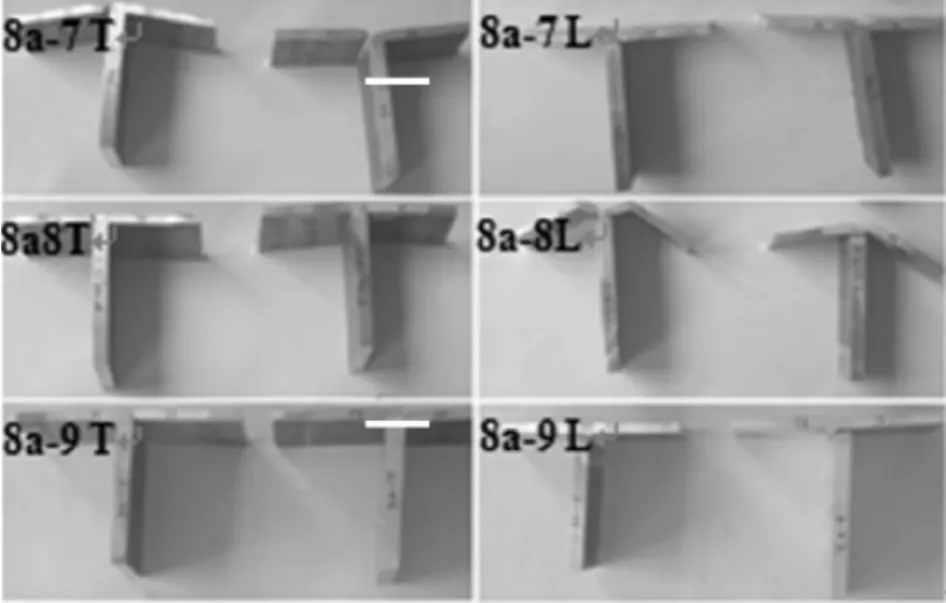
图6 接头拉伸试验后断裂位置
2.2.2 T型接头弯曲试验
对T型接头进行弯曲试验分析,AS侧弯和RS侧弯曲试验结果如表5所示。由表5可知,断裂角度14°~27°,RS 侧除编号 8a-3 和 8a-12 试样未获得数据之外,编号8a-7、8a-8和8a-9试样弯曲性能较好,能够满足工艺试验的要求。弯曲试验后样件断裂形貌如图7所示。

表5 T型接头弯曲试验测试数据

图7 弯曲试验后样件宏观形貌
综上所述,铝合金T型接头FSW工艺窗口在焊接转速为1 000~1 200 r/min、焊接速度为300~700 mm/min,接头宏观形貌、抗拉强度及弯曲性能较为优良。铝合金T型接头FSW工艺窗口如图8所示。
2.2.3 T型接头显微硬度
壁板(T方向)的典型硬度分布如图9所示。接头各区域硬度值变化不大,在70~90 HV之间,这是因为5083铝合金为非热处理强化铝合金,接头热影响区并未出现软化区,引起硬度微小波动的原因是晶粒受热,尺寸变化;焊核区由于受到热和力的双重作用,晶粒发生回复再结晶并且晶粒受热长大,从而晶粒尺寸发生明显变化,对显微组织硬度产生一定的影响。从编号8a-7、8a-8和8a-9壁板的显微硬度值对比分析可知,焊接接头壁板(T向)硬度变化不大,呈较为平缓的趋势。
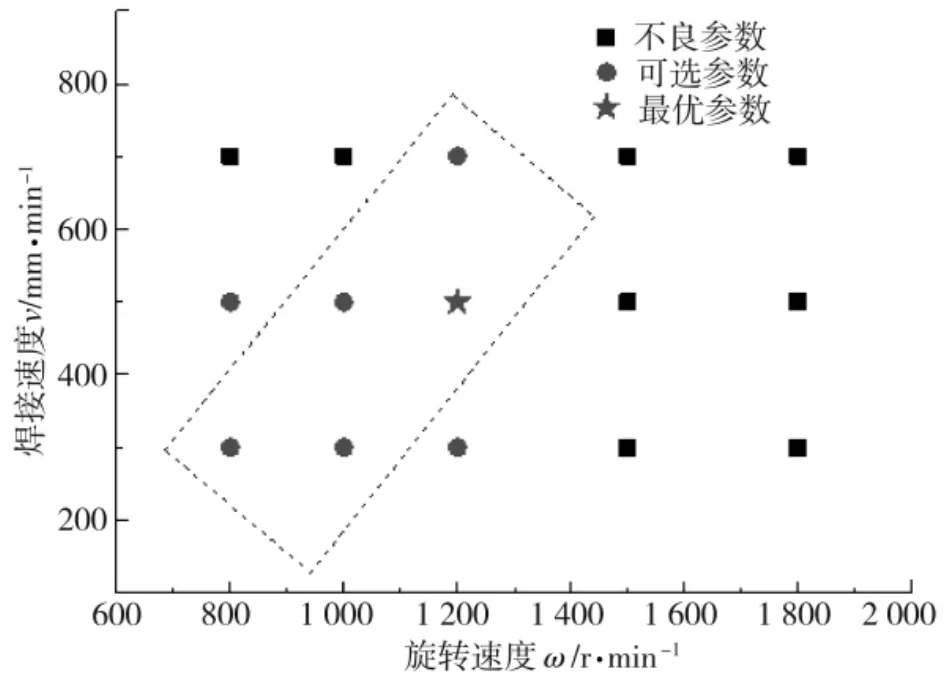
图8 铝合金T型接头FSW工艺窗口
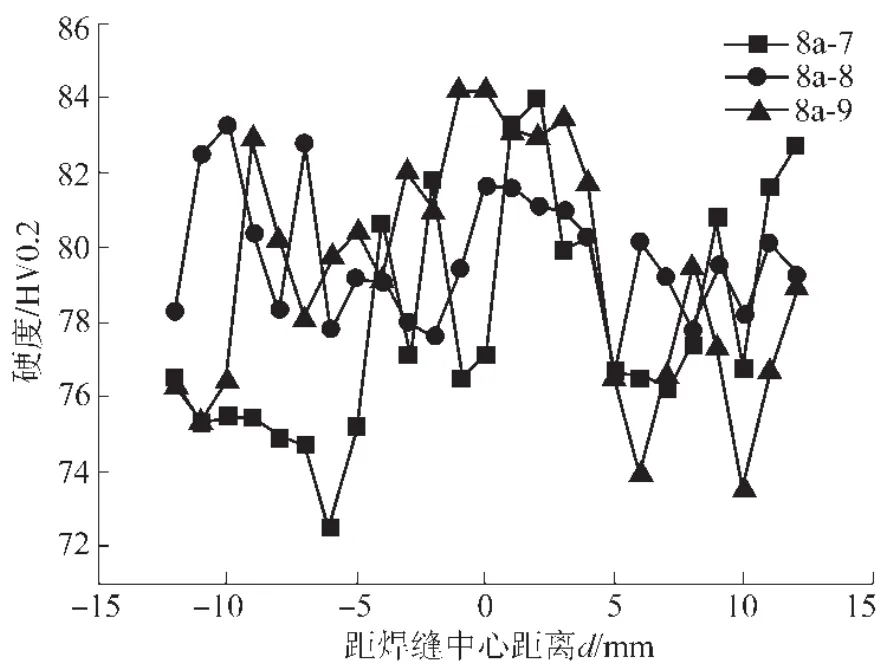
图9 T型接头T方向的硬度分布
筋板(L方向)的典型硬度分布如图10所示。随着距离壁板中心距离的增加,硬度值呈先降低后增高,最后趋于母材值,硬度最低值在60~70 HV区间,即热力影响区向热影响区的过渡区,偏于热影响区,说明距离壁板中心4~6 mm处存在明显的软化区。由于6082铝合金为可热处理强化铝合金,接头热影响区析出强化相发生粗化,易出现软化区;焊核区受到搅拌头热和力的双重作用,晶粒发生回复再结晶并且晶粒受热长大,晶粒尺寸发生明显变化,对显微组织硬度产生较大影响。从编号8a-7、8a-8和8a-9筋板的显微硬度值对比分析可知,在焊接速度300~700 mm/min范围内,软化区出现的位置及软化区的硬度值差异不明显。综合接头拉伸试验断裂位置,说明T型接头的焊缝区较为复杂,最薄弱点并非硬度值低点,而是后退侧的壁板与筋板结合处的弱结合区,也同时说明编号8a-10~8a-15的试样,即焊接转速大于等于1500r/min时,搅拌区域金属塑性流动异常,此工艺参数不可取。Tavares[15]在AA6056T-4壁板和AA7075-T6筋板组成的T型接头上各取3个不同位置进行显微硬度测试,也得出异种材料T型接头的硬度会出现一些特殊情况的结论。
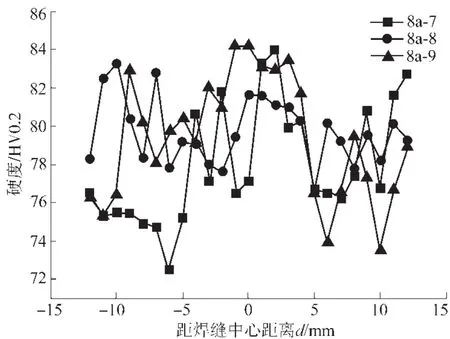
图10 T型接头L方向的显微硬度分布
3 结论
(1)对4 mm+8 mm板厚5083-O/6082-T6板材组合T型接头进行搅拌摩擦焊接,获得的焊缝成形美观,筋板与壁板实现有效连接;前进侧区域搅拌作用明显,呈“镰刀状”,后退侧区域搅拌作用不明显,壁板与筋板搭接界面(弱结合区)向壁板方向发生偏移,形成“波浪状”界面。
(2)铝合金T型接头在焊接转速1000~1200r/min、焊接速度300~700mm/min的工艺窗口内,接头宏观形貌、抗拉强度及弯曲性能较为优良;焊接转速的变化对接头抗拉强影响较明显;其中在焊接转速1 200 r/min和焊接速度500 mm/min条件下,接头壁板方向的抗拉强度可达到256 MPa,断裂发生在后退侧热影响区;而筋板方向抗拉强度可达到105MPa,断裂位置在壁板与筋板结合界面处。
(3)T型接头壁板(T方向)各区域硬度值在70~85 HV之间,变化不大;而筋板(L方向)各区域硬度值随着距离壁板中心得距离增加,硬度值呈先降低后升高,最低值为70 HV。
猜你喜欢
中国机械工程(2022年14期)2022-08-05
民用飞机设计与研究(2020年1期)2020-05-21
制造技术与机床(2018年10期)2018-10-13
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
焊接(2016年1期)2016-02-27
北京航空航天大学学报(2016年4期)2016-02-27
焊接(2015年8期)2015-07-18
航空学报(2015年4期)2015-05-07
汽车维护与修理(2015年6期)2015-02-28
