
注射质量重复精度在线测量方法
2018-11-28 10:35杨泽文吴大鸣付红波
中国塑料 2018年11期
杨泽文,许 红,吴大鸣, 付红波,刘 颖
(北京化工大学机电工程学院,北京 100029)
0 前 言
随着对注塑制品塑化质量精度和几何尺寸精度需求的不断提高,如具有微结构导光匀光作用的超薄手机屏、精密光学透镜(徕卡相机、镜片、微结构汽车灯罩)、精密医学器件(各种留置针组件、人造髋关节、内窥镜)等等,对注塑机在机械结构和模具加工精度、成型工艺、控制精度等方面提出更高的要求。
注塑制品的质量重复精度,是衡量精密注塑制品精度及注塑机稳定性可靠性的重要质量指标之一[1-2],注射质量重复精度的高低直接影响质量的一系列指标。目前市场上常见的对注塑机注射质量重复精度的计算大多数为离线计算[3-5],尚未有完善的系统实现在线测量、计算、反馈。本文在确定最佳工艺条件和样本容量等关键因素后,基于熔体密度在线测量,对注射质量重复精度的在线测量方法进行系统的分析和研究[6-10]。
1 注射质量重复精度在线测量的计算方法
1.1 基于熔体密度在线测量的注射质量
注塑机的最大注射质量,是指从喷嘴能够注出聚合物熔体的质量。其理论计算如式(1)所示:
(1)
式中Gq——最大注射质量, g
Vq——最大理论注射量,mm3
Ds——塑化螺杆外径, mm
Smax——最大注射行程, mm,Smax=(4~5)Ds
ρ——熔体密度, g·cm-3
δ——注射系数[11],该值与注塑树脂有关,本文选取0.9进行计算
传统体积控制法的理论注射质量与注射螺杆直径及注射行程等因素有关。但在实际注射成型过程中,熔体密度在一个注射周期内并非为一个恒定值,是受到温度和压力等环境因素的影响随时间变化的变量,故在传统体积法中将密度当成一个常数进行计算是不精确的。且注射过程又分为填充和保压等多个阶段,各阶段注射速度并非一致,为了求得精确的注射质量值,有必要分别对注射周期内各段的密度分别进行实时测量,利用积分求得更准确的注射质量。
如图1所示将探头安装在挤出机喷嘴处,利用超声波测量装置,实时测量喷嘴处熔体密度ρt,同时结合喷嘴和机筒内流量一致性,可得在线测量注射质量值计算如式(2)所示。
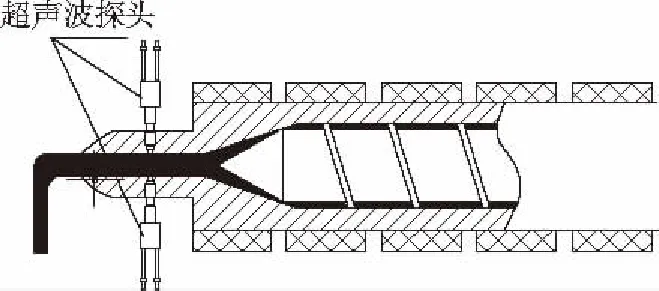
图1 超声波探头安装位置示意图Fig.1 Schematic diagram of the installation position of the ultrasonic probe
(2)
式中Gi——第i次一个完整注射周期注射出的制品在线测量熔体注射质量,g
Ga——一个完整注射周期注射出的总熔体质量,g
Gr——料把质量,g
T——单次注射周期时长,s
Ds——塑化螺杆外径, mm
Dn——喷嘴口径, mm
vs(t)——螺杆注射速度,是随时间变化的已知量,mm·s-1
vn(t)——喷嘴流道内熔体注射速度,mm·s-1
ρt——熔体实时密度测量值,g·cm-3,可通过超声波速度软测量模型f(ct)得到[12]
ct——超声波速度实时测量值,m·s-1
通常注塑制品的实际注射质量多通过离线称量方式得到,由式(2)可知注射质量在线测量值是以熔体密度在线测量为前提得到。
1.2 注射质量重复精度计算方法
注射质量重复精度,是基于统计方法进行质量评价的方法,采用同样的测量手段,对连续注射周期得到的注塑制品质量分别进行测量所得结果之间的一致性程度,表示测量结果中重复误差大小的程度[13]。是基于统计方法进行质量评价的方法,其计算方法有极差算法式[14]如式(3)所示和标准差算法式[15]如式(4)所示:
(3)
(4)
(5)
式中p——制品注射质量重复精度
Gmax——样本容量为n时产品件重的最大值,g
Gmin——样本容量为n时产品件重的最小值,g

Gi——第i次一个完整注射周期注射出的制品在线测量熔体注射质量,g
n——样本容量
在统计过程计算中,样本容量的选择对注射质量重复精度的计算结果有很大的影响。在相同工艺条件下,在选定样本容量一定的情况下,极差法得到的质量重复精度的数值是标准差法计算结果的4~5倍,这是因为极差法出现了数据断序,不具有实时性。因此从计算精度上来看标准差法得到的结果与实际更吻合[16]。
2 注射质量重复精度在线测量及程序设计
2.1 注射质量重复精度在线测量原理
通常在注塑机的注射喷嘴处安装一对超声波探头,以透射模式通过测量超声飞跃时间t完成超声波速度的测量[17],通过超声波速度-熔体密度软测量模型实现熔体密度在注塑过程在线测量。由式(2)可以得到在线测量注射质量,由式(4)~(5)可以实时得到注射质量重复精度。其测量原理如图2所示。
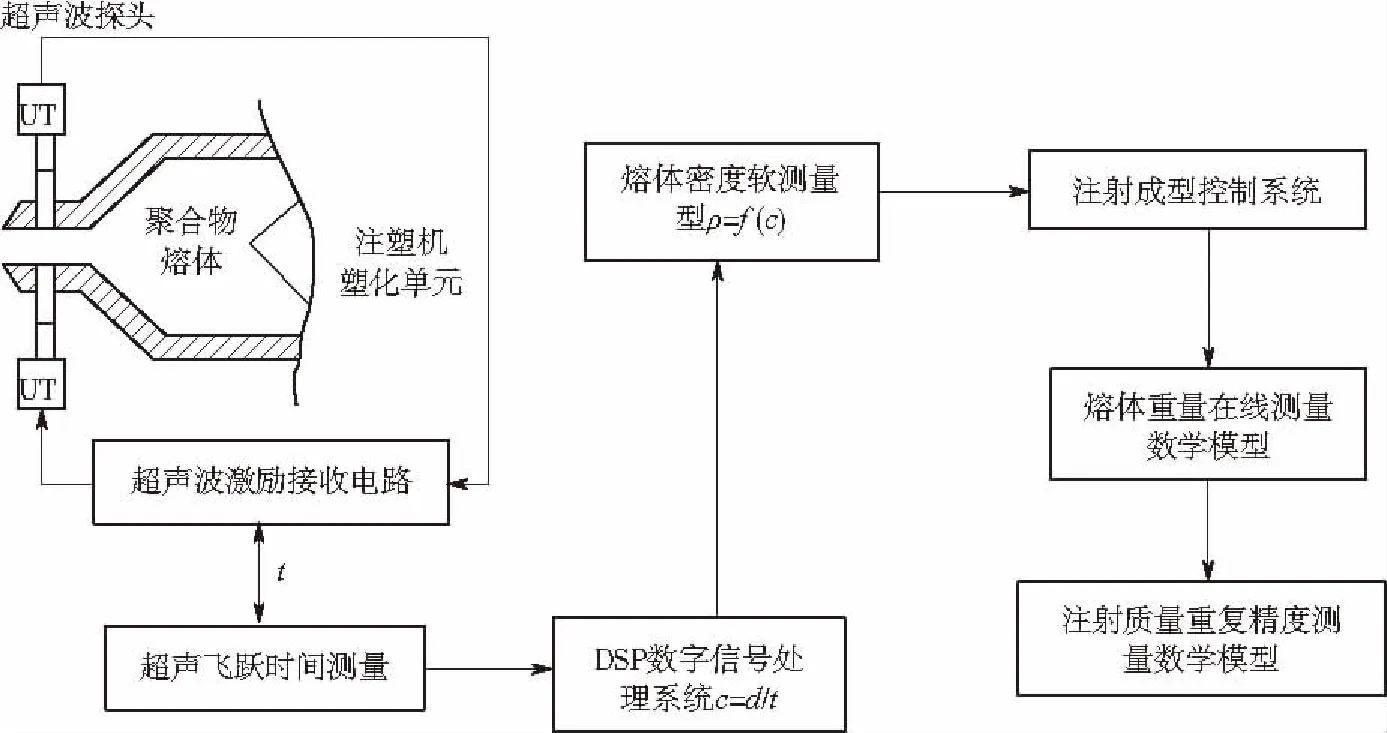
图2 注射质量重复精度在线测量原理Fig.2 Online measurement schematic of repeat accuracy of injection weight
2.2 注射质量重复精度实时动态计算流程
样本容量的多少对重复精度的计算结果影响非常大,容量过大、精度高可靠性好,但计算量大响应滞后,样本容量过小影响测量精度。对离线测量数据进行分析,选择标准差法作为注塑质量重复精度的理论算法,选择合适的注射质量的样本数量后采用递推算法依次将最新采样样本更新到计算样本容量中。这样就可以在连续注塑过程中保证测量精度的实时性、连续性、可靠性。结上所述,本文中暂取3个不同样本容量,分别为5、10、15。具体动态计算流程如图3所示。

图3 注射质量重复精度在线测量计算流程图Fig.3 Online measurement calculation flow chart of repeat accuracy of injection weight
2.3 测试系统功能
结合图3和注塑机注塑工艺条件,设计了注射质量重复精度在线测试系统程序,其主要介面如图4所示。
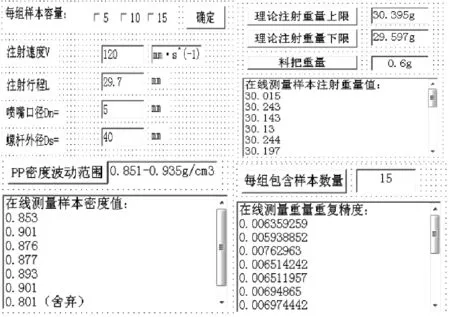
图4 在线测量系统显示界面Fig.4 The user interface of the online measurement software
图4中的理论注射质量的上下限,是根据式(1)并结合式中已知的各注塑机结构参数和工艺参数值,求得理论注射质量Gq为29.996 g,再根据前期实验得到的理论经验精度为±1.33 %,分别得到理论注射质量的上限为30.395 g、下限为29.597 g。图4左下列表显示的为由软测量模型得到的在线测量熔体密度,右下列表是由式(4)、(5)、(6)计算得到的在线注射质量重复精度。
计算在线测量熔体注射质量时,考虑超声波采集装置(GIMI2)信号采集和数据处理的延时性,为保证准确性,在单个注射周期内,采集5次超声波样本值。根据5次采样结果,将注射过程分为5段,在线测量注射质量为5段累加求和,式(2)可转换为式(6)所示,并在采集软件中按照式(6)进行编程计算:
(6)
式中ti——超声波第i次采样结束的时刻,s
3 实验验证
3.1 主要原料
聚丙烯(PP), R/C4220,密度为0.893 g/cm3,北京燕山石化公司。
3.2 主要设备及仪器
液压式注塑机,HTF120X2,螺杆直径为40 mm,宁波海天股份有限公司;
精密电子天平,DJ2/500,常熟市百灵天平仪器有限公司。
3.3 实验方法
在实验过程中,注塑机锁模力为1 200 KN、保压时间为8 s、保压压力为60 MPa、注射速度为120 mm·s-1,注射行程为29.7 mm保持不变。将耐高温超声波探头安装在喷嘴处,为了验证熔体密度变化对注射质量的影响,分别设计了对空注射喷嘴和延长保压注射喷嘴,如图5所示。样本的采样时间即为注射周期。相同实验条件下,在离线称量注射质量稳定后,从任意样本起点按顺序挑选30个注塑制品,称量每个制品的质量,称重装置测量精度不低于±0.001 g。
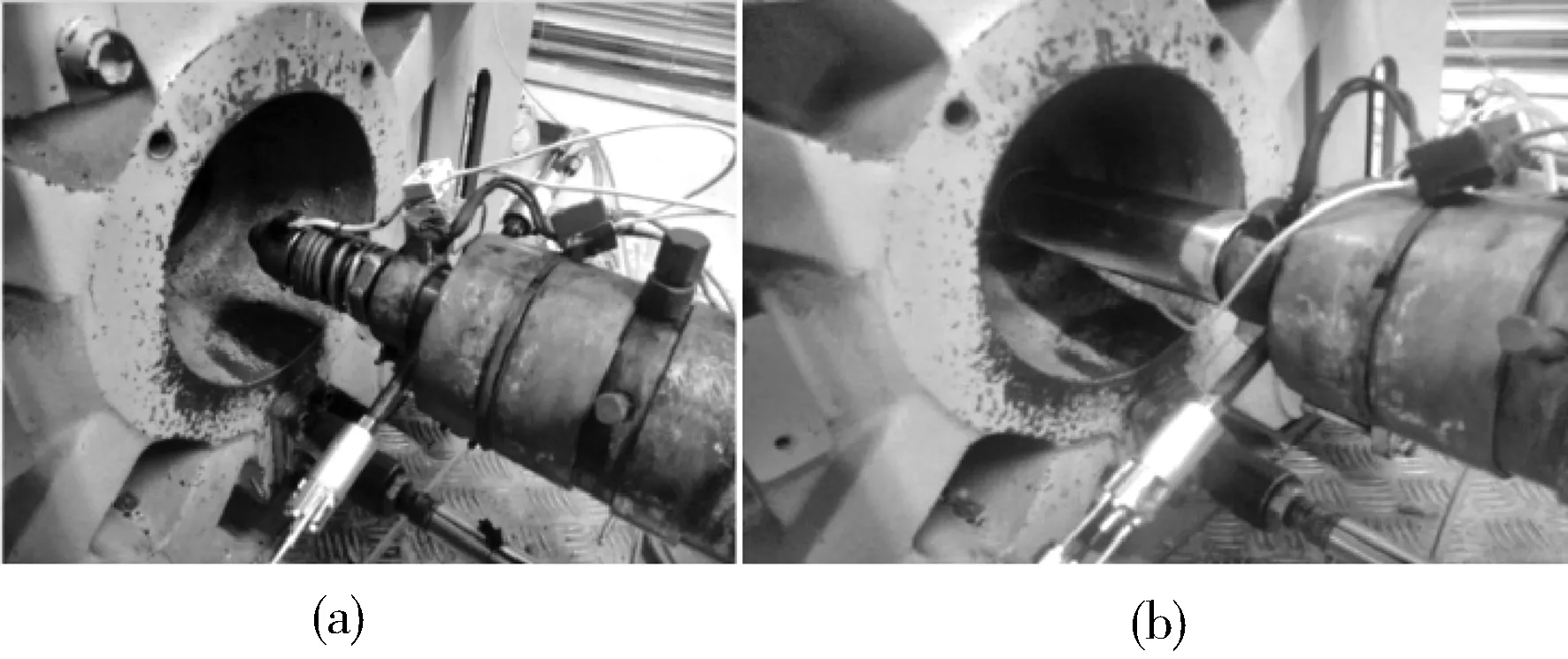
(a)对空注射 (b)保压注射图5 实验装置图Fig.5 Pictures of the experiment set
3.4 结果与讨论
如图6(a)所示,在较多样本中,由软测量模型得到的在线测量注射质量低于理论注射质量下限,而实际注射质量则大致在理论注射质量的上、下限之间,在线测量质量波动范围是实际注射质量波动范围的2 倍左右;图6(b)可以看出实际注射质量和软测量在线注射质量均在理论注射质量上下限之间,实际测量注射质量波动范围与在线测量质量波动范围接近一致。

■—在线测量质量 ▲—理论注射质量上限 ●—制品实际质量 ▼—理论注射质量下限

■—样本总体 ▲—样本容量10 ●—样本容量5 ▼—样本容量15图7 不同样本容量的注射质量重复精度对比曲线图Fig.7 Comparison of injection weight repeat accuracy curves with different sample volumes
如图7所示,当样本总数为30时,分别取样本容量为5、10、15,其注射质量重复精度变化区间依次为0.263 %~0.975 %、0.498 %~0.842 %、0.610 %~0.872 %,而容量为30时的整体注射质量重复精度为0.622 %。说明n=5时,数据易受异常值影响,同时若异常值连续出现,可能会因为样本容量较小的原因使质量重复精度也在正常范围,不利于观察调节;n=10时,得到的质量重复精度曲线已大致与整体质量注射精度相吻合,不需要再取过大值影响效率,同时取n=15时,每组包含样本数量较多,虽然整体曲线稳定性较好,但单个样本值的波动不易体现出来。因此结合3组质量重复精度曲线,选择样本容量n=10较为合理。
4 结论
理论研究及实验证明了注射质量重复精度在线测量的可实施性,注射质量的测量精度及样本容量的选择均影响最终测试结果;前提是熔体密度软测量模型的精确性,若应用于实际生产中,还需要针对不同聚合物熔体建立相应的熔体密度软测量模型,同时结合注射成型工艺建立基于注射质量在线测量的闭环控制系统,有助于提高注射质量的控制精度,进而提高注射质量重复精度。
猜你喜欢
装备制造技术(2020年3期)2020-12-25
筑路机械与施工机械化(2020年7期)2020-08-20
中国材料进展(2019年5期)2019-07-20
制造技术与机床(2019年6期)2019-06-25
中国商论(2018年22期)2018-09-10
价值工程(2017年19期)2017-07-12
中国塑料(2015年3期)2015-11-27
建筑工程技术与设计(2015年30期)2015-10-21
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
