
板坯堆冷内部温度场模拟与分析
2019-04-26 08:25李廷刚马仲群孙建鹏李凤春
山西冶金 2019年1期
李廷刚, 陈 勇, 郑 伟, 马仲群, 孙建鹏, 李凤春
(五矿营口中板有限责任公司, 辽宁 营口 115000)
板坯堆垛作为一种提高钢材品质的手段,现已被钢铁企业广泛应用,堆垛时间、堆垛高度多凭借经验判断,少有对板坯堆垛工艺进行理论论证与优化的研究。近年来钢铁行业形势好转,各钢厂的钢厂产量也随之增加,板坯堆垛作为轧制工艺前的最后一道缓解C、H偏析程度的工艺,直接影响着最终产品的质量与钢厂的效益。
1 板坯表面温度测量
现场实验10炉DH36船板钢,共计13块铸坯堆垛时间48 h,每2 h测量每块铸坯温度,边部解垛温度150~200℃,中心位置解垛温度300~350℃,堆垛摆放如图1所示。将板坯至下而上编号为1号—13号,其中1号为垛底13号为垛顶。堆放初始温度如表1所示。

图1 现场堆垛情况
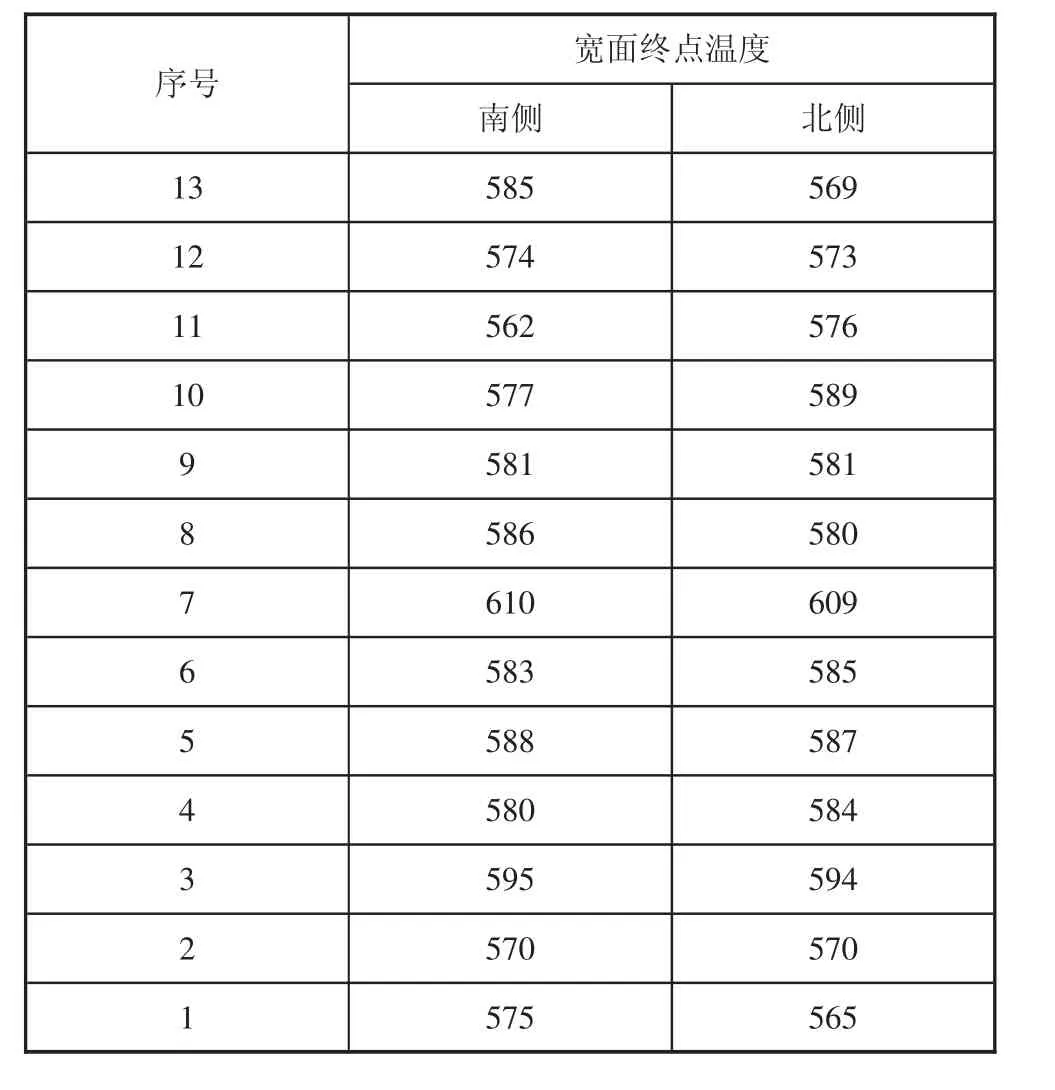
表1 初始堆垛温度 ℃
2 板坯缓冷温度场数值模拟模型的建立
2.1 基本假设
根据现实情况对板坯散热过程进行合理假设,忽略对计算结果影响不大的因素以减小计算成本与计算误差,本文针对板坯散热的特点在截取板坯中心数值截面建立二维非稳态传热模型,提出假设:忽略板坯在长度方向上的传热,将复杂的三维模型转化为二维传热模型;忽略板坯间纯在的热阻,在堆垛内部只考虑内部传热;忽略散热过程中板坯密度的变化。
2.2 模型的建立与检验
本文边界条件同时考虑了对流传热与辐射换热,控制方程与边界条件方程如下页公式(1)、公式(2)[1]所示。

控制方程:
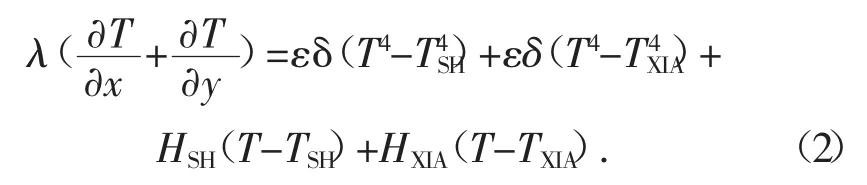
式中:ρ为密度;T为温度;t为时间,s;Cp为比热,J/(kg·k);λ为热导导数,W/(m2·k);TSH为上表面温度,K;TXIA为侧面温度,K;ε 波尔茨曼导数;TSH为热交换导数。
有研究表明空气与板坯间的自然对流系数在5~25之间,经笔者多次实践得出,在该堆垛环境下对流换热系数设为15时数学模型与实际情况最为相符,不同堆冷时间板坯表面温度与模拟计算结果对照组如表2所示。经计算可得模拟结果与实测结果平均误差为1.6%,最大误差4%,误差值在可接受范围内,模型计算结果较为精确。
2.3 计算结果与分析
边界条件:
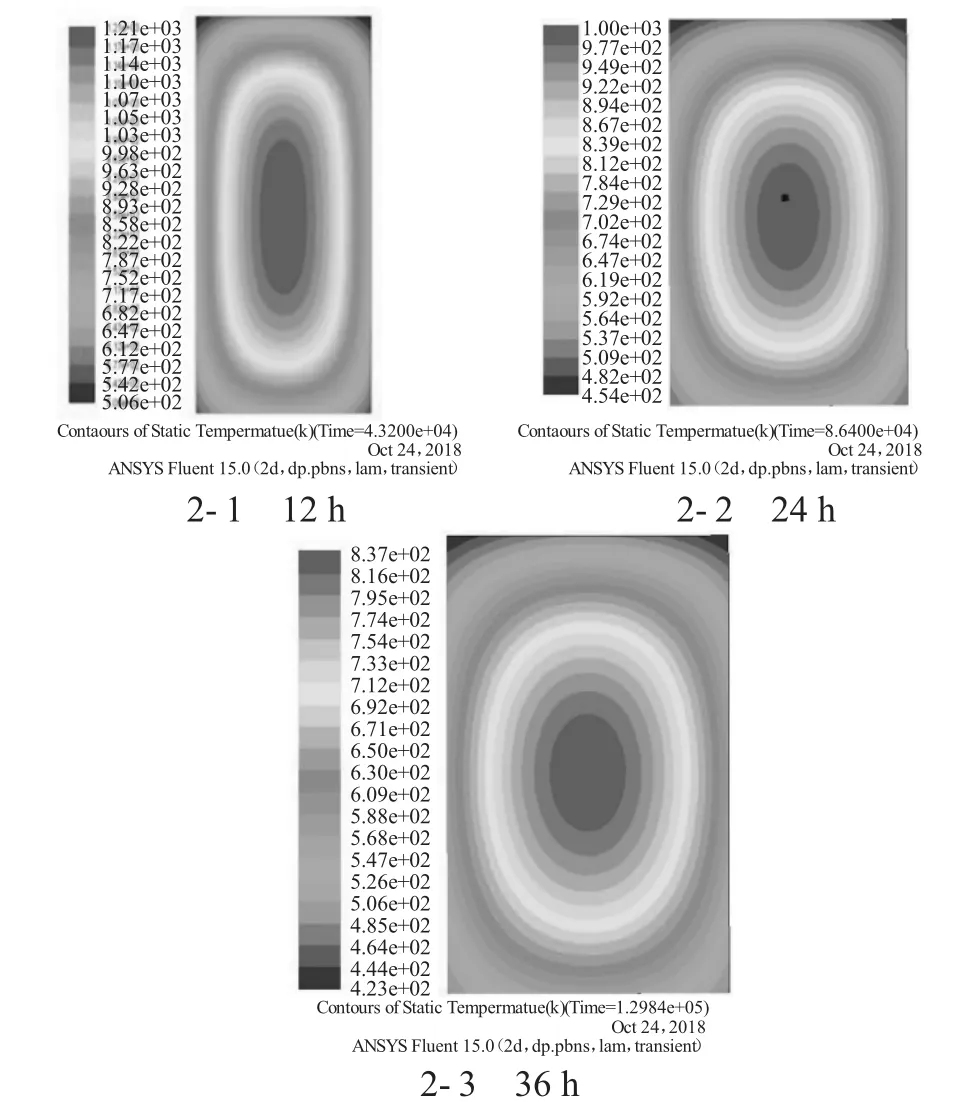
图2 12 h、24 h、36 h时板坯内部温度场分布情况
图2 为12 h、24 h、36 h时板坯内部温度场分布情况,如图2所示板坯内部温度场分布呈现中间温度较高四周温度较低的分布,其中上部温度明显偏低,分析原因可得两端距离中心位置较远板坯内部传热较慢。上部板坯与空气接触表面散热的热流密度较大,下部与垛低接触热流密度较小。
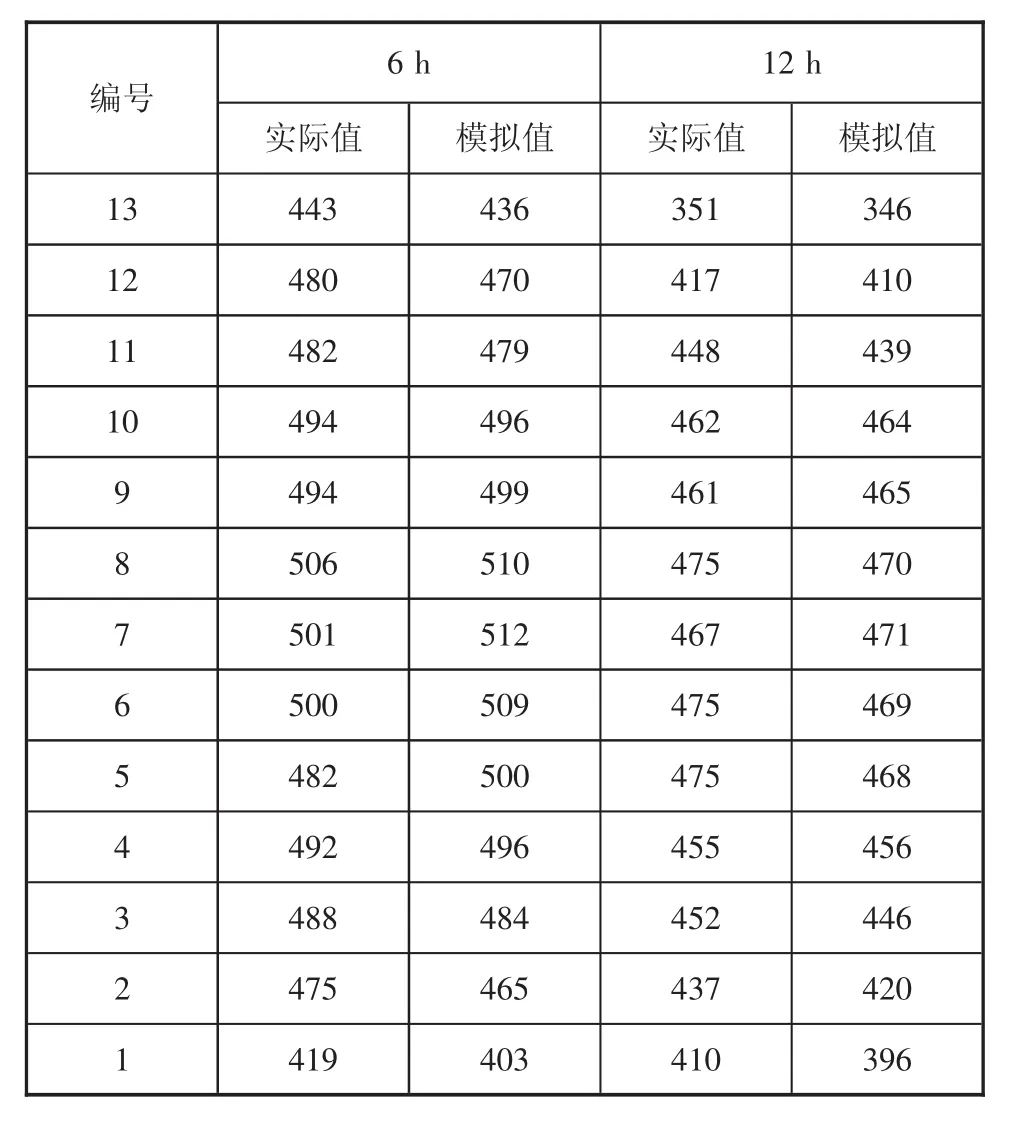
表2 不同堆冷时间板坯表面温度与模拟计算结果
在模型内部不同的位置设置温度观测点,通过数值模型计算得出板坯内部不同位置的温度变化,图3,下页图4分别为13号板坯与7号板坯中心位置温度随时间变化曲线与温降速度随时间变化曲线。由图3,图4可得13号板坯初始温度较低且温降迅速,在高温区停留时间较短。7号板坯温度较高且高温持续时间相对较长温降速度较小,高温区停留时间较长。有研究表明[2]H元素在600~700℃之间时H元素扩散效果最好,有利于减少H偏析,改善板坯内部质量。13号号钢板在堆放6 h后温度已经低于600℃缓冷效果较差,改善板坯内部质量的效果较差,现场堆垛时应采适当措施减缓温降速度。7号板坯在600~700℃时间段内停留时间较长缓冷效果较好,在缓冷48 h后温度降低到350℃左右,有研究表明板坯[3]在200℃以下均具有排氢能力,应适当延长堆垛时间。
3 结论
1)板坯在堆垛48 h后仍具有一定的排氢能力,板坯堆垛时间应适当延长。
2)垛顶位置温度下降较较快快速排氢温度区间停留时间较短,堆垛时应可在垛顶覆盖一层无需执行堆垛工艺的板坯,以确保堆垛缓冷效果。
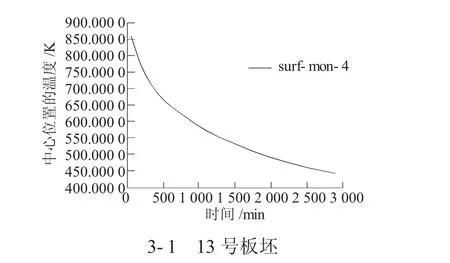
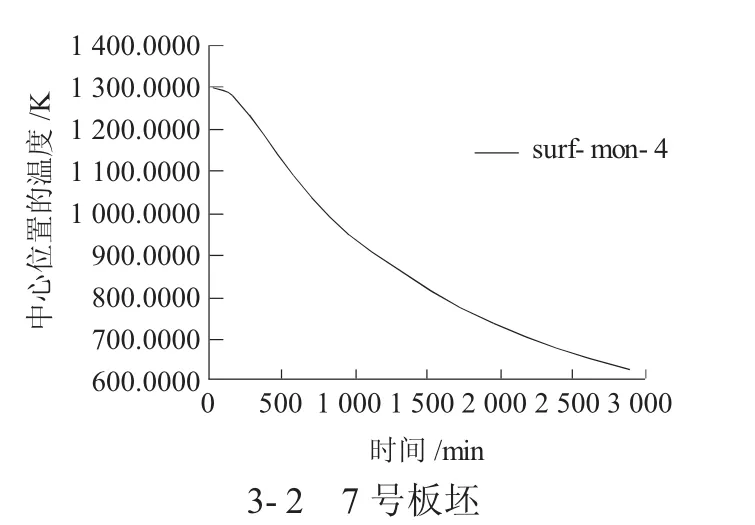
图3 坯中心位置温度随时间变化曲线

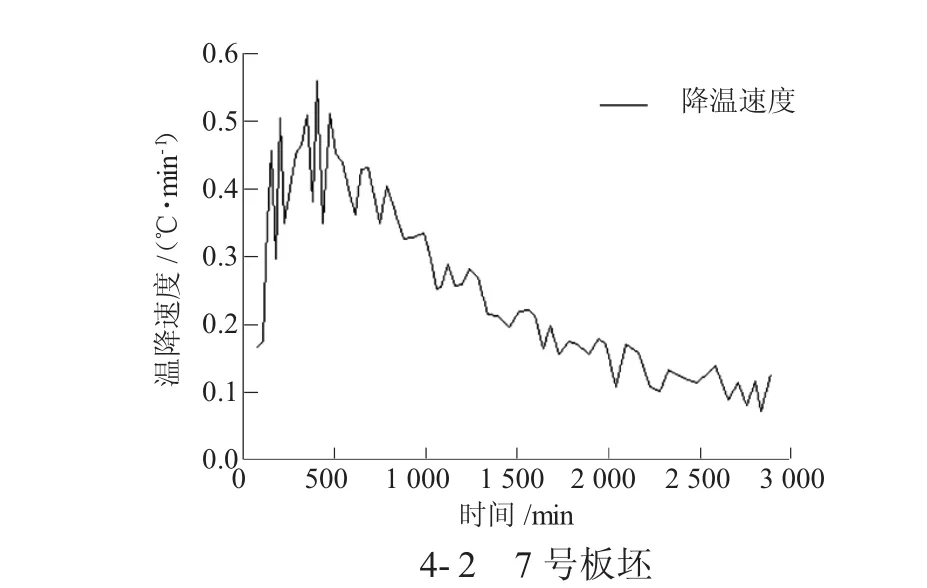
图4 温降速度随时间变化曲线
猜你喜欢
建材发展导向(2022年20期)2022-11-03
山东冶金(2022年2期)2022-08-08
商品与质量(2021年17期)2021-04-23
装备维修技术(2020年16期)2020-12-24
重型机械(2020年3期)2020-08-24
物流技术与应用(2020年1期)2020-03-16
重型机械(2019年3期)2019-08-27
制造业自动化(2018年10期)2018-11-02
天然气与石油(2018年4期)2018-09-08
制造业自动化(2015年8期)2015-10-30
