
SLM工艺参数对316L不锈钢试件拉伸性能的影响
2019-09-10 07:22张争艳楚蓓蓓王磊高铁红
河北工业大学学报 2019年6期
张争艳 楚蓓蓓 王磊 高铁红

摘要 采用选择性激光熔化成型技术对316L不锈钢粉末进行工艺参数优化实验,以期获得拉伸性能优良的316L成型件。利用单因素实验法和正交试验探究激光功率、扫描速度和扫描间距等工艺参数对316L不锈钢成型试件拉伸性能(抗拉强度和延伸率)的影响,确定最优工艺参数水平组合。研究结果表明:激光功率对316L不锈钢成型件抗拉强度和延伸率均有显著影响,扫描速度和扫描间距的影响次之;在实验条件下,成型件拉伸性能最优工艺参数水平组合为:激光功率220 W、扫描速度960 mm/s、扫描间距0.14 mm。
關 键 词 选择性激光熔化;316L不锈钢;工艺参数;抗拉强度;延伸率
中图分类号 TG665 文献标志码 A
Effects of process parameters on tensile property of 316L stainless steel parts by selective laser melting
ZHANG Zhengyan1, CHU Beibei1,2, WANG Lei3, GAO Tiehong1
(1. School of Mechanical Engineering, Hebei Technology of University, Tianjin 300130, China; 2. Shanxi Aerospace Qinghua Equipment Co Ltd, Changzhi, Shanxi 046000, China; 3. School of Materials Science and Engineering, Hebei Technology of University, Tianjin 300130, China)
Abstract In order to obtain excellent tensile properties of 316L molded parts,selective laser melting technology were used to optimize process parameters for 316L stainless steel powder. The process parameters including the laser power,the scanning speed and the scanning interval working on tensile properties (tensile strength and elongation) of 316L stainless steel molded specimens were studied by single factor experiment and orthogonal test to determine the optimal combination of its parameters.The results showed that the laser power had a more significant effect on the tensile strength and elongation of 316L stainless steel forming parts than that on the scanning speed and the scanning interval. Under the experimental conditions, in view of the tensile properties of the molded parts, the optimal combination of process parameters is:220 W of the laser power, 960 mm/s of the scanning speed, and 0.14 mm of the scanning interval.
Key words selective laser melting; 316Lstainless steel; process parameters; tensile strength; elongation
0 引言
选择性激光熔化技术(Selective Laser Melting,SLM)是利用金属粉末在激光束的热作用下完全熔化,经冷却凝固进行成型[1]。该技术可直接成型接近完全致密的金属零件,广泛应用于航空航天、生物医学、汽车、模具等领域[2-4],这些领域对成型件的质量和性能都有很高的要求,所以提高成型件质量、改善其性能是国内外诸多学者的研究热点。
Thijs等[5]通过探究优化能量密度、扫描速度、扫描间距、扫描策略等工艺参数,最终成型Ti-6Al-4V成型件,使其致密度高达99.9%;Liverani等[6]从微观结构、缺陷形成和力学性能入手,最终确定选择合适的工艺参数进行SLM成型;Buchbinder等[7]探究激光功率对铝合金致密度的影响,并利用高功率激光功率成型出致密度达99.5%、抗拉强度达400 MPa的铝合金试件;李洋等[8]探究SLM扫描间距对制备316L多孔不锈钢的力学性能的研究,结果表明随着扫描间距的增大,316L多孔不锈钢的抗压强度及弹性模量均减小;郭国林[9]等在5 kW激光功率下探究激光扫描速度对304不锈钢薄板搭接接头组织和性能的影响,扫描速度为72 mm/min时,焊接接头的抗拉强度接近于母材的强度;赵灿等[10]利用正交试验探究激光功率、扫描速度和扫描间距对成型件致密度的影响,确定最优水平组合。综上所述,研究重点均放于各工艺参数对单一性能的影响探究,并寻求最优水平组合。鉴于此,基于SLM技术成型316L不锈钢试件,通过单因素实验和正交试验探究工艺参数激光功率、扫描速度和扫描间距对成型件拉伸性能(抗拉强度和延伸率)的影响规律,寻求拉伸性能最优工艺参数水平组合。
1 实验材料、设备及方法
1.1 实验材料及设备
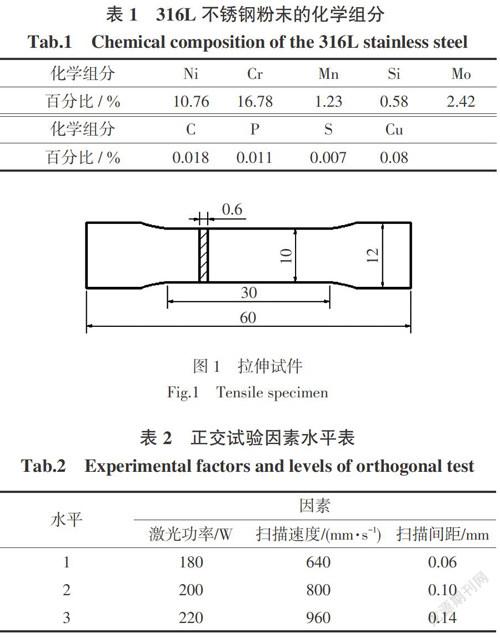
实验材料选用德国TLS公司根据高压气雾法[11]制备的316L不锈钢粉末,化学组分如表1所示,平均粒径为30 μm。
采用国产设备BLT S200对316L不锈钢粉末进行成型,设备最大成型空间为105 mm×105 mm×200 mm;采用500 W光纤激光器功率进行振镜式激光扫描,波长为1 070 mm。成型基板为304不锈钢材料,实验前用工业酒精将基板表面进行预处理清洗,保证成型过程中不受表面油污或者其他粉尘影响。成型过程中使用氩气作为保护气,氧含量(体积比)控制在0.08%以下。
1.2 实验方法
单因素实验:成型如图1所示的拉伸试件,选取加工参数如下:激光功率180~260 W、扫描速度640~1 280 mm/s、扫描间距0.06~0.22 mm,每个工艺参数分为5组,每组成型3~5个拉伸试件,利用单因素实验法探究各工艺参数对成型零件拉伸性能(抗拉强度和延伸率)的影响规律,并利用扫描电镜对成型零件进行表面微观形貌和断口形貌的观察分析。
正交试验:在单因素实验的基础上,选择正交试验的因素水平,设计表2所示的L9(33)正交试验,共进行9组实验,每组成型3~5个拉伸试件,分析探究三因素对成型零件拉伸性能的显著影响因素,寻求最优水平组合。
2 实验结果与分析
2.1 单因素实验结果与分析
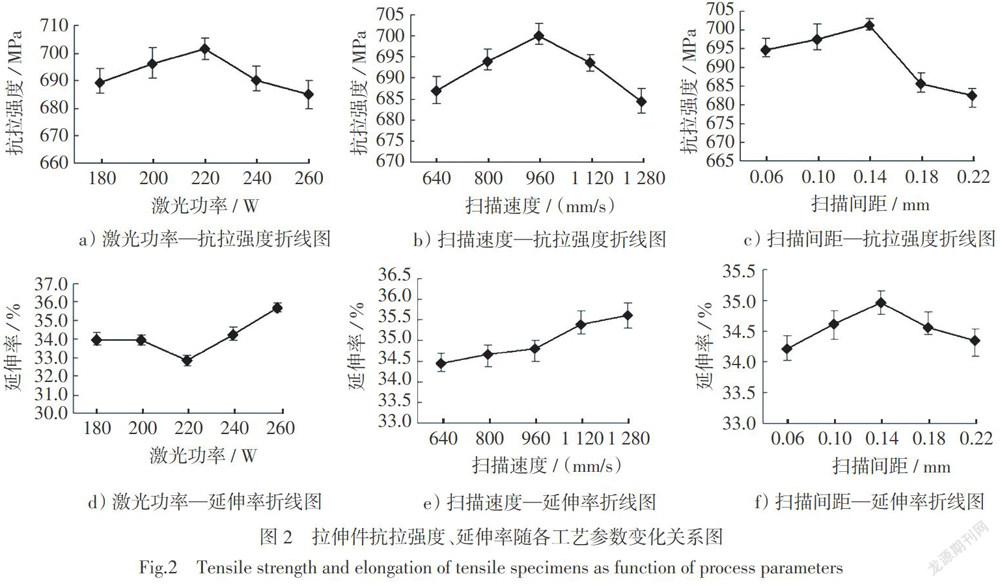
使用电火花线切割机对各工艺参数成型之后的拉伸试件进行切割,并进行表面处理,使用Instron 3365材料试验机进行拉伸实验,各实验结果求取平均整理后如图2所示。图中“工”字型分别表示抗拉强度和延伸率的误差范围。
从图2a)~ c)中可以看出,随着激光功率、扫描速度和扫描间距的增大,拉伸件的抗拉强度均呈现先增大后减小的趋势,激光功率为220 W时,拉伸件抗拉强度最大;扫描速度为960 mm/s时,拉伸件抗拉强度最大;扫描间距为0.14 mm时,拉伸件抗拉强度最大。从图2d)~ f)中可以看出,随着激光功率增大,拉伸件的延伸率呈现先减小后增大的趋势,激光功率為260 W时,拉伸件延伸率最大;随着扫描速度增大,拉伸件的延伸率呈现逐渐增大的趋势,扫描速度为1 280 mm/s时,拉伸件延伸率最大;随着扫描间距增大,拉伸件的延伸率呈现先增大后减小的趋势,扫描间距为0.14 mm时,拉伸件延伸率最大。
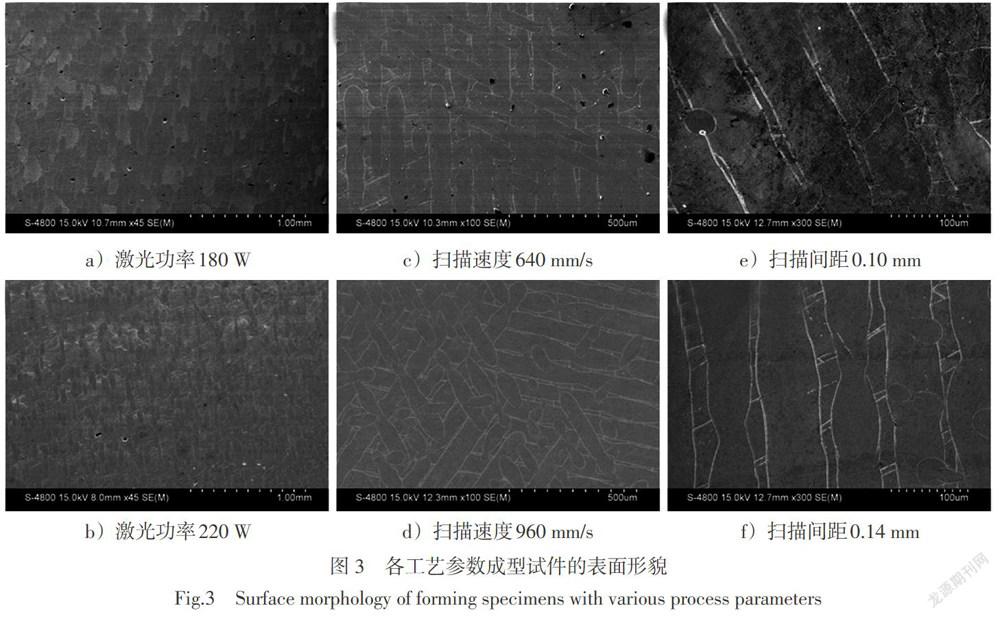
利用日立S—4800场发射扫描电镜对成型件进行表面形貌和断口形貌观察,观察结果如图3和图4所示。
从图3a)和b)中可以看出:在激光功率为180 W条件下成型件表面形貌存在诸多孔洞的出现,出现此现象的原因是在试件成型过程中充满氩气作为保护气,冷却时氩气来不及溢出,最终成型为气孔。当激光功率过小时,金属粉末无法获得足够的热量充分熔化,试件在冷却过程中会夹杂粉末,随着成型件高度的增加,粉尘堆积,最后形成孔洞。从图3c)和d)中可以看出:在扫描速度为640 mm/s条件下成型件表面形貌不平滑,存在凸起颗粒,因为在一定的激光功率和扫描间距下,扫描速度影响金属粉末吸收激光所释放的热量的多少,扫描速度为640 mm/s时,单位面积上金属粉末吸收的激光热量过多,容易造成金属粉末过熔,出现飞溅等现象,造成粉末颗粒聚集形成凸起。从图3e)和f)中可以看出:在扫描间距为0.10 mm/s条件下成型件表面形貌不光滑平整,存在些许粉尘、孔洞、裂纹等缺陷。因为在激光扫描成型时,激光邻近区域会利用激光余热进行重熔,扫描间距越小,重熔的区域会越大、次数会越多,多次进行熔化冷却使得成型件质量下降。由于缺陷位置的应力集中,裂纹容易扩展,所以缺陷处最先出现断裂。
從图4断口形貌中可以看出:在各工艺参数成型试件的断口都分布着大量的韧窝,韧窝是微孔形核长大和聚合在断口上留下的痕迹,是典型的韧性断裂断口形貌。
2.2 正交试验结果与分析
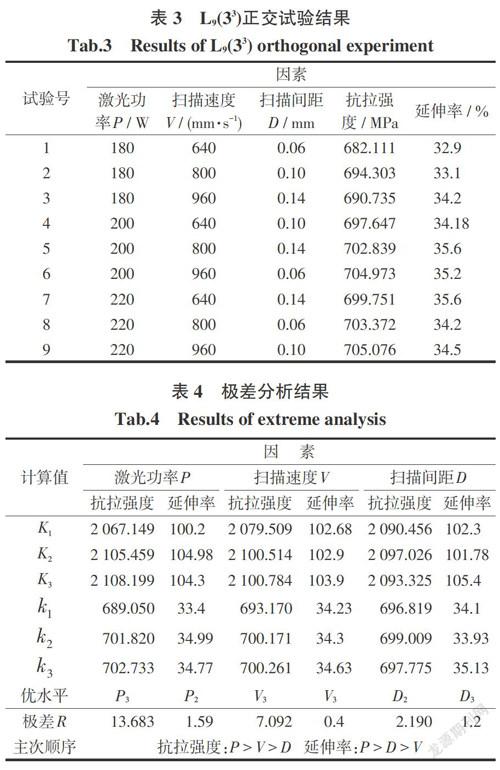
使用电火花线切割机对正交试验下成型的9组拉伸试件进行切割,并进行表面处理,使用Instron 3365材料试验机进行拉伸实验,各实验结果取平均整理后如表3所示。
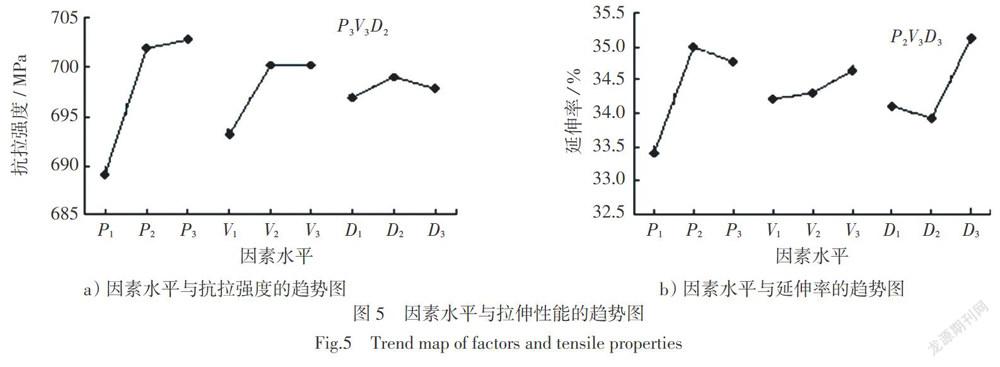
对表3中的试验数据进行极差分析,分析结果如表4所示,因素水平与拉伸性能的趋势图如图5所示。在极差分析中,指标和[Ki]或者指标平均值[ki]用来反映激光功率P、扫描速度V和扫描间距D对试验指标抗拉强度和延伸率影响的大小;极差R,用来表示工艺参数对试验指标的影响力,极差越大表明该工艺参数对指标的影响力大,为主要因子,极差越小表明该参数因子对指标的影响力小,为次要因子。
抗拉强度极差结果分析:根据试验指标抗拉强度越大越好,在激光功率P抗拉强度一栏中,[K3>K2>K1],可判定[P3]为激光功率的优水平;同理,可判断扫描速度V和扫描间距D的优水平为[V3]和[D2],所以优水平组合为[P3V3D2],即优水平工艺参数为激光功率220 W、扫描速度960 mm/s和扫描间距0.10 mm。比较极差[Rj]可知[RP>RV>RD],所以工艺参数对试验指标抗拉强度的影响的主次顺序为PVD,即激光功率影响最大,其次是扫描速度,扫描间距影响最小。
延伸率极差结果分析:根据试验指标延伸率越大越好,在激光功率P延伸率一栏中,[K2>K3>K1],可判定P2为激光功率的优水平;同理,可判断扫描速度V和扫描间距D的优水平为V3和D3,所以优水平组合为[P2V3D3],即优水平工艺参数为激光功率200 W、扫描速度960 mm/s和扫描间距0.14 mm。比较极差[Rj]可知[RP>RD>RV],所以工艺参数对试验指标抗拉强度的影响的主次顺序为PDV,即激光功率影响最大,其次是扫描间距,扫描速度影响最小。
拉伸性能最优组合:对抗拉强度和延伸率指标的2个优水平组合进行分析比较,扫描速度在两个最优水平中,最优水平皆为[V3],故选取[V3]为最优水平组合;激光功率在2个试验指标中皆为主要因子且优水平不同,采用极差化的方法进行判别,选择[P3]为最优水平组合;扫描间距在2个试验指标中皆为次要因子,但其对延伸率的影响力大于对抗拉强度的影响力,故按影响力的优先次序选择[D3]为最优水平组合。经综合平衡分析,SLM成型零件拉伸性能的最优水平组合为[P3V3D3]
3 结论
采用SLM技术成型316L不锈钢试件,探究各工艺参数对成型试件拉伸性能的影响,具体探究结果如下:
1)在单因素实验探究下,成型试件的抗拉强度随着激光功率、扫描速度和扫描间距的增大均呈现先增大后减小的趋势;成型试件的延伸率随着激光功率的增大呈现先减小后增大的趋势;随着扫描速度增大呈现逐渐增大的趋势;随着扫描间距的增大呈现先增大后减小的趋势。
2)利用场发射扫描电镜对各工艺参数成型件进行断口扫描可知,SLM技术成型的不锈钢试件为韧性断裂。
3)各工艺参数对SLM成型试件抗拉强度影响的主次顺序为:激光功率>扫描速度>扫描间距;各工艺参数对SLM成型试件延伸率影响的主次顺序为:激光功率>扫描间距>扫描速度。
4)在实验条件下,成型件拉伸性能最优工艺参数水平组合为:激光功率220 W、扫描速度960 mm/s、扫描间距0.14 mm。
参考文献:
[1] 章文献. 选择性激光熔化快速成形关键技术研究[D]. 武汉:华中科技大学,2008.
[2] MARGA F,JAKAB K,KHATIWALA C,et al. Toward engineering functional organ modules by additive manufacturing[J]. Biofabrication,2012,4(2):022001.
[3] VAEZI M,SEITZ H,YANG S F. A review on 3D micro-additive manufacturing technologies[J]. The International Journal of Advanced Manufacturing Technology,2013,67(5/6/7/8):1721-1754.
[4] 袁茂强,郭立杰,王永强,等. 增材制造技术的应用及其发展[J]. 机床与液压,2016,44(5):183-188.
[5] THIJS L,VERHAEGHE F,CRAEGHS T,et al. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V[J]. Acta Materialia,2010,58(9):3303-3312.
[6] LIVERANI E,TOSCHI S,CESCHINI L,et al. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel[J]. Journal of Materials Processing Technology,2017,249:255-263.
[7] BUCHBINDER D,SCHLEIFENBAUM H,HEIDRICH S,et al. High power selective laser melting (HP SLM) of aluminum parts[J]. Physics Procedia,2011,12:271-278.
[8] 李洋,陳长军,王晓南,等. 选区激光熔化技术制备316L多孔不锈钢工艺及性能研究[J]. 应用激光,2015,35(3):319-323.
[9] 郭国林,戴国洪,周自强,等. 激光扫描速度对304不锈钢薄板组织和性能的影响[J]. 机械设计与制造,2018(3):195-197.
[10] 赵灿,张佳,刘锦辉. 选择性激光熔化316L不锈钢粉成形优化工艺[J]. 黑龙江科技学院学报,2013,23(1):47-50.
[11] 姚妮娜,彭雄厚. 3D打印金属粉末的制备方法[J]. 四川有色金属,2013(4):48-51.
[责任编辑 杨 屹]
猜你喜欢
意林原创版(2022年3期)2022-04-12
电脑爱好者(2021年17期)2021-11-11
电脑爱好者(2021年24期)2021-09-09
科学与财富(2021年35期)2021-05-10
科学与财富(2021年33期)2021-05-10
教育教学论坛(2019年40期)2019-11-15
智富时代(2018年12期)2018-01-12
智富时代(2018年12期)2018-01-12
小资CHIC!ELEGANCE(2017年30期)2017-11-11
土木建筑与环境工程(2017年2期)2017-05-03
