
基于陶制衬垫的DH36高强度船用厚板焊接性能研究
2019-09-28 07:26
电焊机 2019年9期
(九江职业技术学院,江西九江332007)
0 前言
克令吊是船舶装卸货物的一种甲板机械。随着船舶制造业的发展,克令吊结构正朝着大型化、复杂化的方向发展,克令吊基座结构处于船舶应力集中的部位,面临的危害性较大,所以提高和保证克令吊基座系统的焊接质量成为船舶建造中的关键问题[1]。
克令吊基座区域的焊接一般以对接焊缝和角接焊缝为主,在12 500 t多用途船的建造中,采用船用DH36厚板,最大厚度达80 mm。为提高克令吊基座的整体结构强度、解决焊接根部未焊透及装配间隙难以控制的问题,提出将圆棒衬垫结构应用于高强度船用DH36钢厚板的工艺,通过研究应用并进行工艺试验,为工程实际应用和理论研究提供试验依据,同时能有效地促进高强度厚板的焊接技术。
1 试验材料和方法
1.1 试验材料
试验材料为DH36钢,是一种低合金高强度钢,其化学成分如表1所示。DH36钢中除含碳外,还有一定量的 Si、Mn、Ti、Mo、Cr、V 等合金元素,不仅提高了DH36钢的强度、硬度、韧性和塑性,同时还具有较高的低温冲击韧性和较好的抗腐蚀性能。但是,DH36钢的合金元素含量较高,厚度大,有一定淬硬倾向,焊接时易出现冷裂纹,必须采用一定的焊接工艺措施才能保证焊接质量[2-3]。DH36钢机械性能如表2所示。

表1 高强度船用钢DH36化学成分 %

表2 DH36船体结构钢的机械性能
根据DH36钢特点,按照中国船级社CCS焊接要求,选用与母材相匹配的H10MnAφ1.2实心焊丝。
1.2 试验方法
1.2.1 母材坡口加工
采用X型坡口,将圆棒衬垫结构应用于高强度船用DH36钢80 mm厚板对接焊缝,按图1所示采用数控切割机进行加工[4],坡口面保证光滑。加工后及时清理铁锈及氧化皮。
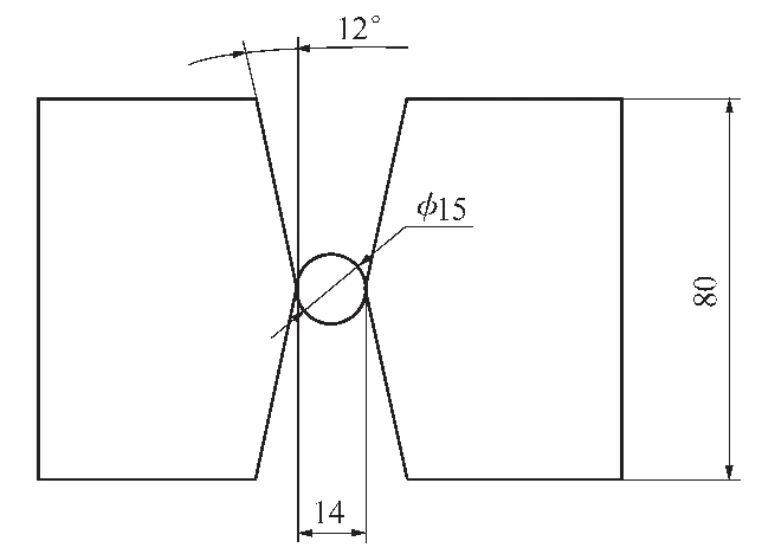
图1 母材坡口加工
1.2.2 焊接工艺
由于DH36板材的淬硬倾向较大,焊接时容易出现裂纹,焊前用氧乙炔火焰预热待焊区域,预热温度120℃;预热宽度约为板厚的4倍,预热应使材料的整个厚度方向受热均匀,避免局部过热。层间温度控制在120~250℃,焊接过程连续,保证热输入量和层间温度的稳定。焊后进行热处理,控制焊接应力。焊接示意如图2所示,80 mm厚DH36钢焊接工艺参数如表3所示。

图2 DH36板材焊接接头示意
2 试验结果分析
2.1 焊接接头力学性能
根据船级社标准要求,在焊接试板上分别制取拉伸和弯曲试样,如图3、图4所示。
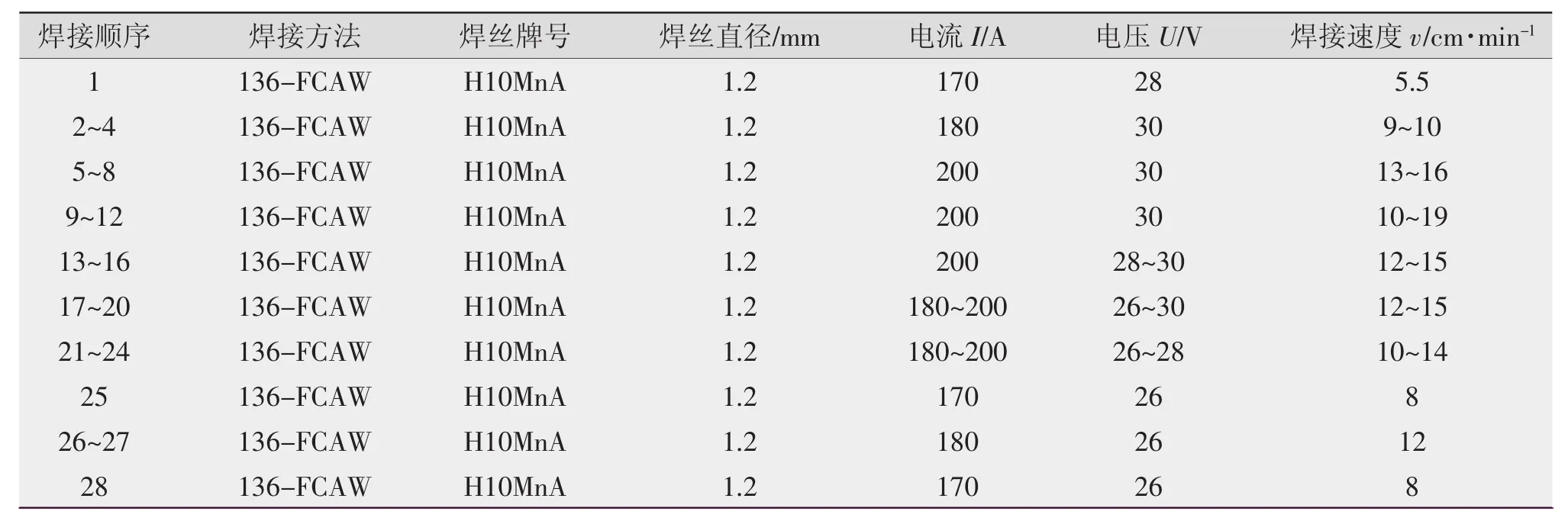
表3 80mm厚DH36钢焊接工艺参数

图3 焊接接头拉伸试样
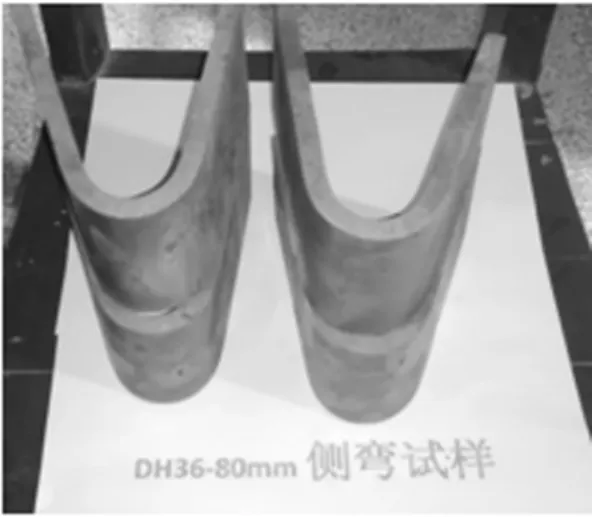
图4 焊接接头侧弯试样
拉伸试验和侧弯试验结果分别如表4、表5所示,均满足标准要求。焊接接头力学性能良好,且与母材性能一致,拉伸断裂位置在母材部位;焊接接头侧弯试验均未出现开裂,表明焊接接头具有良好的塑性。
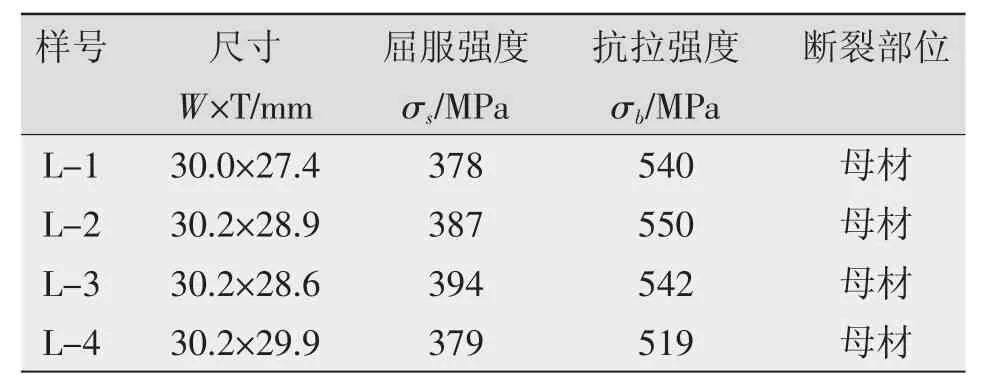
表4 DH36级船板焊接接头拉伸试验结果

表5 DH36级船板焊接接头侧弯试验结果
2.2 焊接接头冲击性能
按船级社标准要求取冲击试样,冲击试验结果如表6所示。焊缝和热影响区冲击性能良好,其冲击吸收功均大于最低冲击功要求(≥47 J)。
2.3 焊接接头硬度试验
船板焊接接头硬度试验取样如图5所示,取样位置分别在焊缝、热影响区、母材,共9个位置一组,共3组。

表6 DH36级船板焊接接头冲击试验结果 /J

图5 船板焊接接头硬度试验取样
DH36级船板焊接接头硬度试验结果如表7所示。
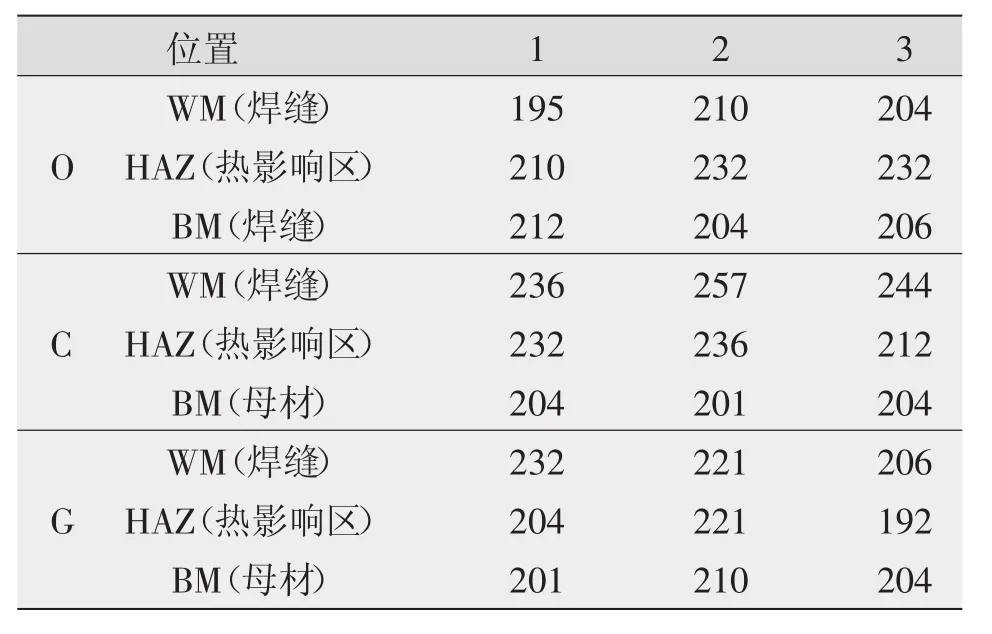
表7 DH36级船板焊接接头硬度试验结果(HV5)
由表7可知,焊缝、热影响区硬度均匀,焊缝硬度接近母材硬度。硬度数值无较大起伏,数值在正常范围内。
3 结论
试验针对克令吊基座系统中80 mm厚DH36船用钢,研制了采用圆棒陶瓷衬垫进行船用高强度DH36钢厚板焊接的新工艺,着重解决了DH36厚板焊接根部未焊透及装配间隙难以控制的问题。焊后焊缝表面成形美观,焊缝质量好。接头拉伸弯曲试验、冲击试验和硬度试验结果均为合格。对于高强度钢材厚板焊接具有较好的借鉴作用。
猜你喜欢
舰船科学技术(2022年22期)2022-12-13
山东冶金(2022年1期)2022-04-19
建材发展导向(2021年9期)2021-07-16
柴油机设计与制造(2018年3期)2018-10-13
兰台世界(2017年9期)2017-06-01
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年9期)2016-02-27
工程建设与设计(2016年1期)2016-02-27
