
客车水箱焊接工艺性能研究
2019-09-28 07:26
电焊机 2019年9期
(中车南京浦镇车辆有限公司,江苏南京266111)
0 前言
客车水箱一般采用304不锈钢薄板通过焊接制得[1-2],其质量主要取决于焊接接头的质量,因此,研究客车水箱用304不锈钢薄板的焊接工艺性能显得十分重要。在304不锈钢薄板的焊接方面已开展了很多研究[3-11],但是针对304不锈钢薄板用于客车水箱制造的焊接特性研究工作,目前尚未见报道。本文针对客车水箱制造过程中可能使用的焊接方法和4种焊接接头形式(全焊透板对接接头、T型接头、单面角焊缝接头和搭接接头),进行了一系列焊接工艺性能试验。通过测试和分析不同焊接接头力学性能、组织结构、残余应力分布、氯离子敏感度等,获得4种焊接接头综合性能的基础性数据,为优化客车水箱设计制造方案提供理论依据。
1 试验材料和方法
1.1 试验材料
试验材料为304不锈钢薄板,厚度3 mm,化学成分如表1所示。4种焊接接头试板共4对8块,每块试板尺寸规格为150 mm×300 mm×3 mm。
1.2 焊接试验工艺参数
采用手工钨极氩弧焊(TIG焊)对客车水箱用304不锈钢薄板进行焊接[2,12-13],获得4种焊接接头:全焊透板对接接头、T型接头、单面角焊缝接头和搭接接头,分别如图1~图4所示,选用设备为逆变交直流氩弧焊机(ADP400型)。4种形式焊接接头的焊接试验工艺参数如表2、表3所示。
表1 304不锈钢薄板化学成分 %
图1 全焊透板对接接头
图2 T型接头
1.3 焊接工艺试验试板检验和检测项目
图3 单面角焊缝接头
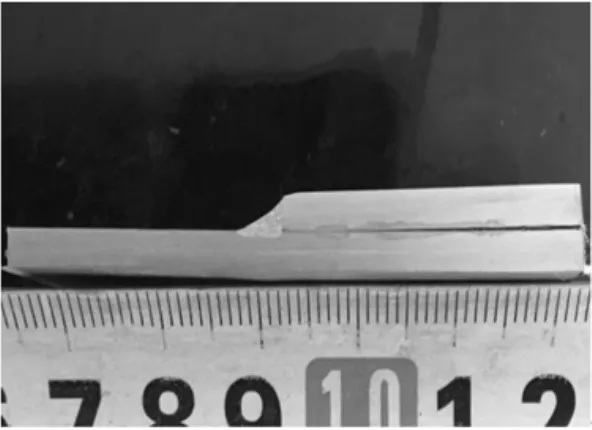
图4 搭接接头
依据相关标准[2,12-13],4种焊接接头试板的检验和检测项目为:表面裂纹检测(PT 100%)、硬度(HV)测定、宏观金相观测、金相显微组织分析、耐蚀性试验(氯离子敏感度测定)和残余应力测定,此外,全焊透板对接接头还需进行横向拉伸和弯曲试验。
2 试验结果及分析
2.1 表面裂纹检测
按照NB/T47013.5承压设备表面着色检测标准对全焊透板对接接头、T型接头、单面角焊缝接头和搭接接头进行表面着色检测,均未发现裂纹。说明上述4种焊接接头的焊接工艺合理,施焊操作正确。

表2 全焊透板对接接头焊接工艺参数

表3 T型接头、单面角焊缝接头和搭接接头焊接工艺参数
2.2 力学性能测试结果及分析
2.2.1 拉伸和弯曲试验结果及分析
4种焊接接头中,只有全焊透板对接接头可以进行拉伸和弯曲试验。按照GB/T 2651对全焊透板对接接头进行横向拉伸试验,结果如表4所示;按照GB/T 2653对全焊透板对接接头进行横向弯曲试验,结果如表5所示。由表4、表5可知,全焊透板对接接头拉伸屈服强度和抗拉强度均大于304不锈钢材料标准值,弯曲试验结果均满足304不锈钢材料标准要求,表明焊接试验工艺参数是合适的。
2.2.2 硬度试验结果及分析
4种焊接接头三区(指焊肉、热影响区、母材三个区域,以下同)硬度测试结果如表6~表9所示。由表可知,4种焊接接头三区硬度(HV10)值共同的特点是热影响区硬度值最高,这是由于热影响区被加热而使其中析出相有所增多所致。对接接头、搭接接头焊肉硬度略高于母材硬度,T型接头焊肉硬度与母材硬度基本相同,单面角焊缝接头焊肉硬度略低于母材硬度。4种焊接接头三区硬度值均满足304不锈钢材料标准要求(≤200 HV10)。
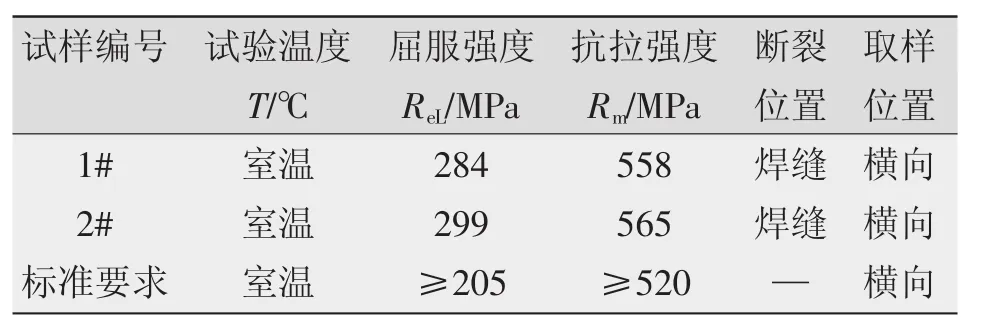
表4 全焊透板对接接头的拉伸性能
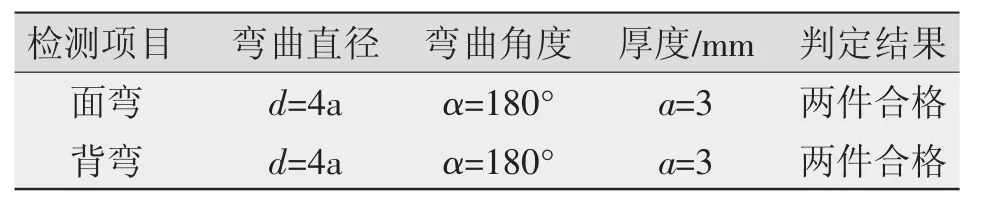
表5 全焊透板对接接头弯曲试验结果
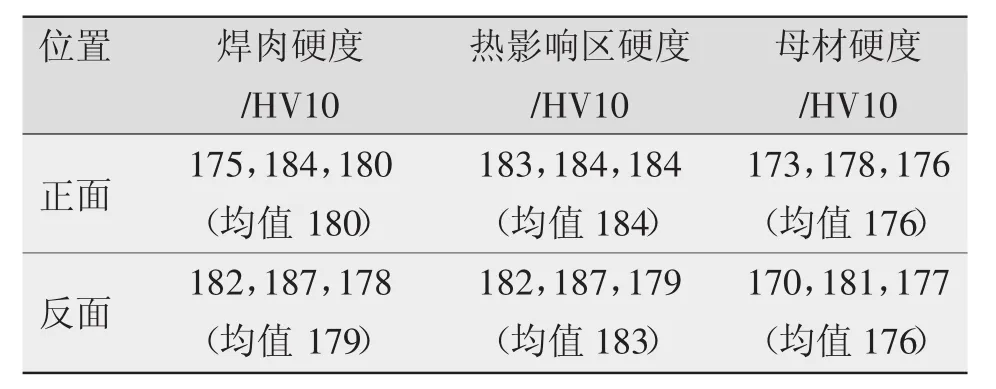
表6 全焊透板对接接头的硬度
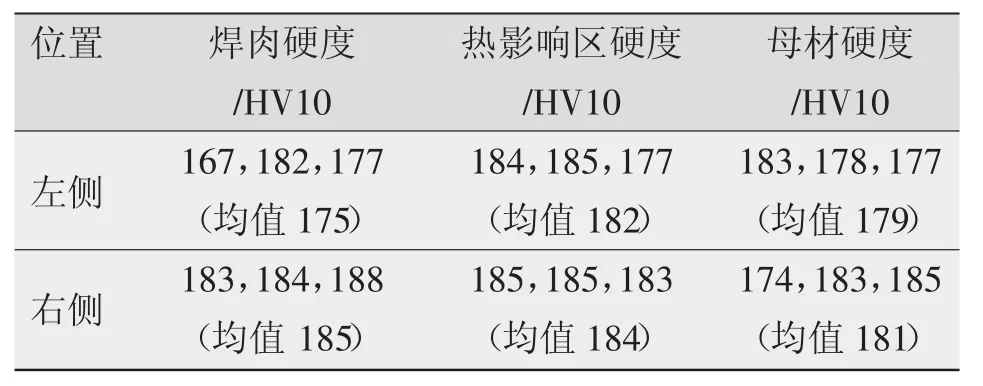
表7 T型接头的硬度

表8 单面角焊缝接头的硬度
对钢铁材料,一般可根据硬度值粗略比较不同试件抗拉强度的大小。4种焊接接头中单面角焊缝接头焊肉硬度最低,表明单面角焊缝接头焊肉抗拉强度最低。
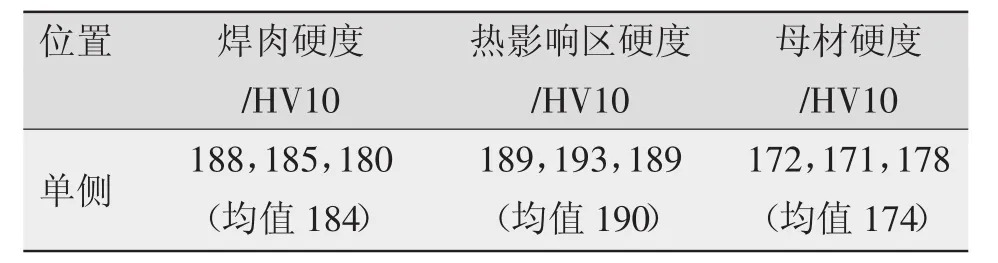
表9 搭接接头的硬度
3.3 宏观金相观察
观察4种焊接接头的宏观金相照片(图1~图4)可知,各种焊接接头成形良好。
3.4 金相显微组织分析
4种焊接接头三区金相显微组织如图5~图8所示。由图可知,全焊透板对接接头、T型接头、单面角焊缝接头和搭接接头4种形式接头对应区域的显微组织基本相同。4种焊接接头焊肉的金相组织均为柱状树枝晶组织,热影响区和母材金相组织均为等轴晶组织。以上显微组织均为奥氏体不锈钢焊接接头的常规金相组织,未出现异常组织。
3.5 残余应力测试结果及分析
焊接残余应力在平行于焊缝轴线方向的应力分量称为纵向残余应力σx,垂直于焊缝轴线方向的应力分量为横向残余应力σy,厚度方向的残余应力分量为σz。在厚度小于20 mm的焊接接头结构中,厚度方向应力分量σz相对很小,可以忽略,焊接残余应力基本沿板件的长和宽方向。
4种焊接接头残余应力测试点分布如图9所示,残余应力测试结果如图10所示。
由图10可知,4种焊接接头中,单面角焊缝接头和搭接接头焊肉附近的纵向残余应力和横向残余应力都较大,而全焊透板对接接头和T型接头焊肉附近的纵向残余应力较大,横向残余应力较小。
当焊件中横向残余应力较大时,会与外加拉应力叠加作用,降低焊接件的静载强度,增大焊接件开裂的可能性。4种形式接头中,单面角焊缝接头和搭接接头焊肉附近的横向残余应力均较大,因此,在拉应力作用下,这两种接头的静载强度较低,开裂的可能性较大。
3.6 耐蚀性试验结果及分析
焊接试件的腐蚀试验采用ASTM G48-2011(2015),选择此标准中的方法A—三氯化铁麻点腐蚀试验。对于全焊透板对接接头、T型接头、单面角焊缝接头和搭接接头4种接头形式,每种焊接接头按标准取样,试样均包括焊缝、热影响区和母材,试验结果如表10所示。
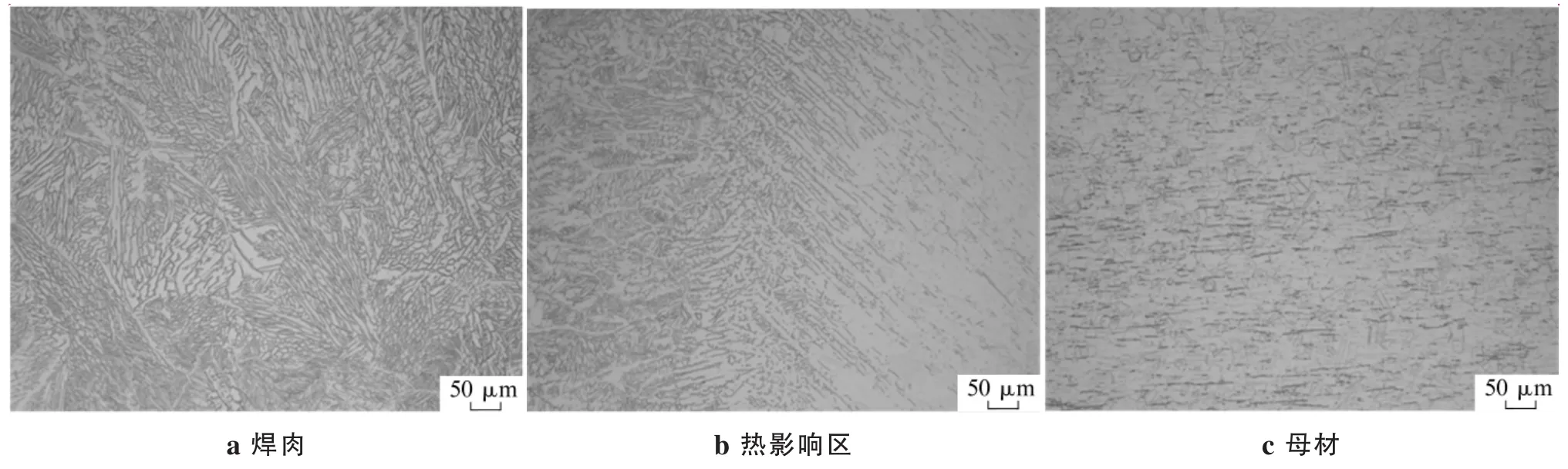
图5 全焊透板对接接头三区金相显微组织
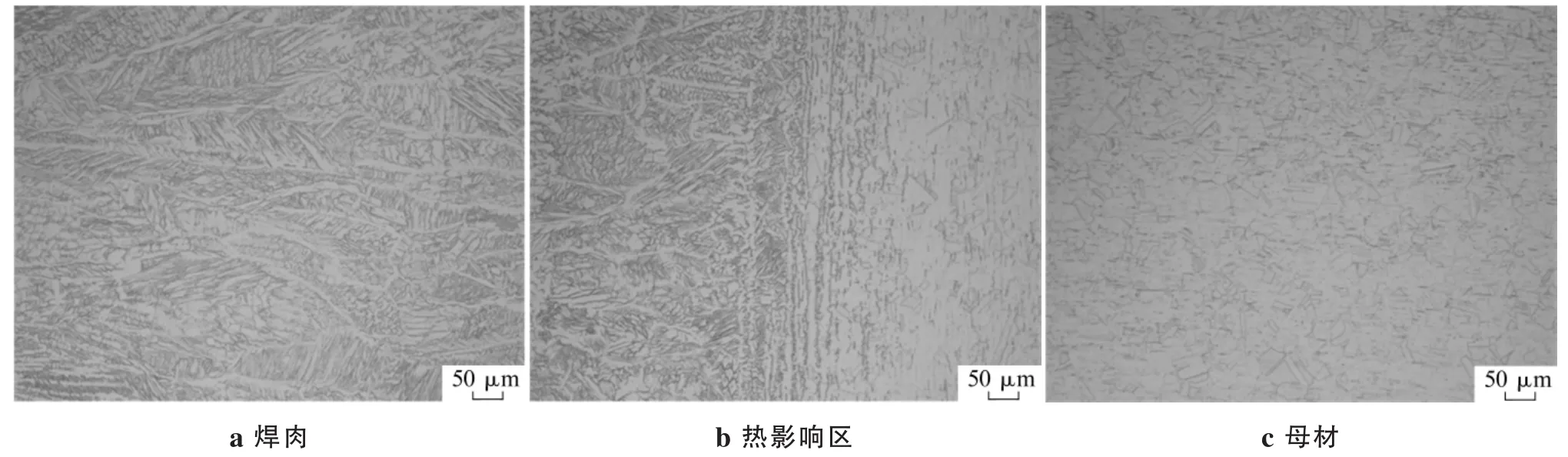
图6 T型接头三区金相显微组织
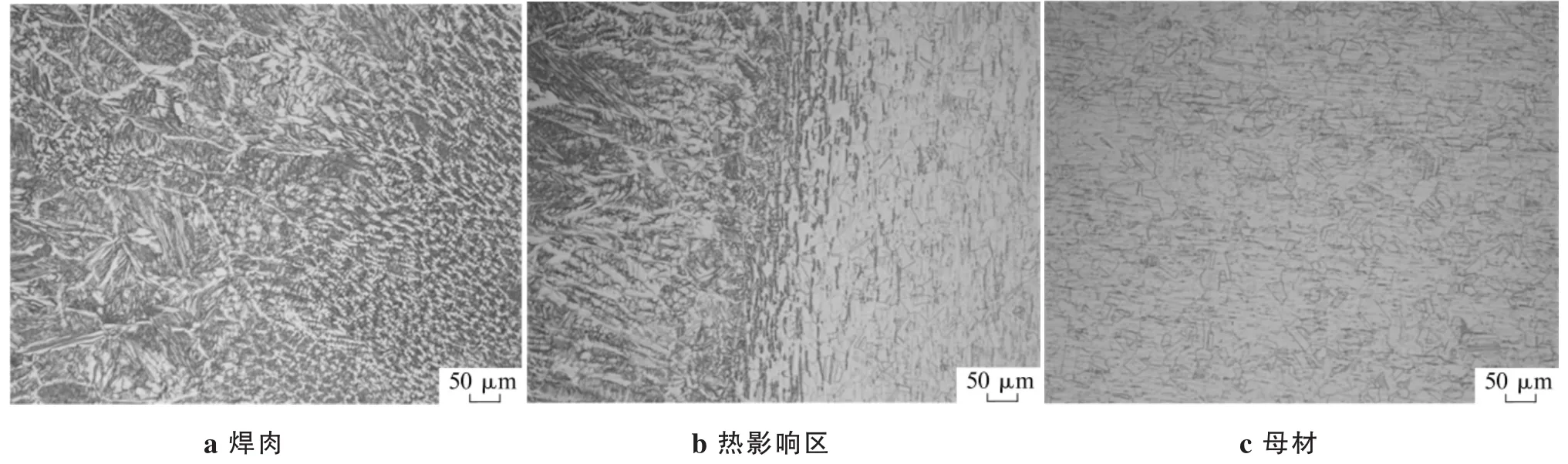
图7 单面角焊缝接头三区金相显微组织
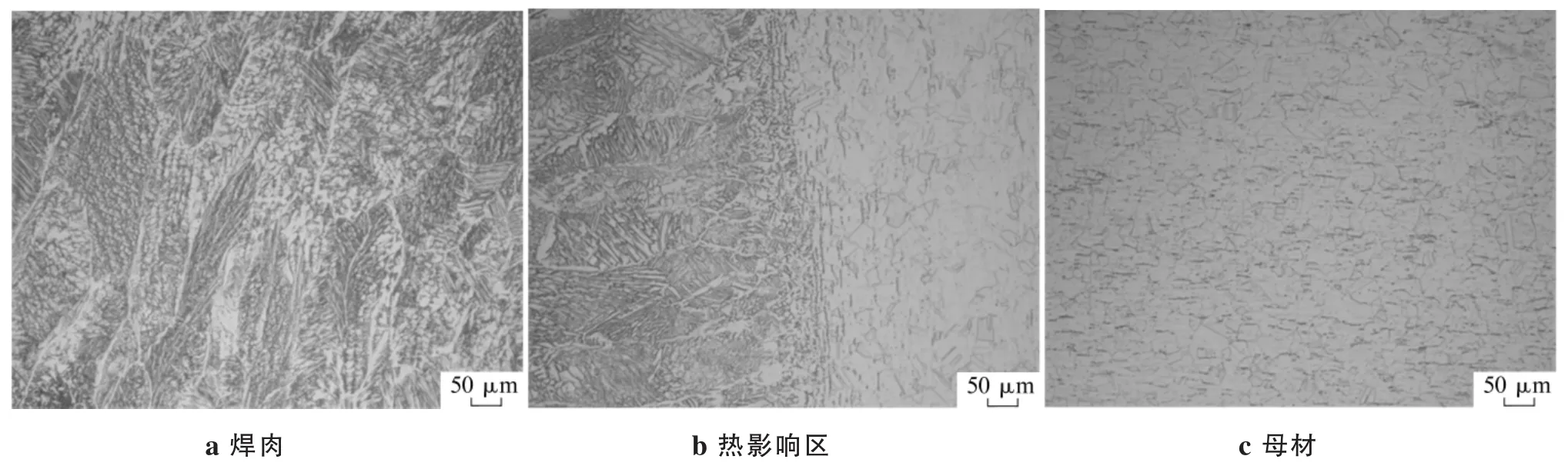
图8 搭接接头三区金相显微组织
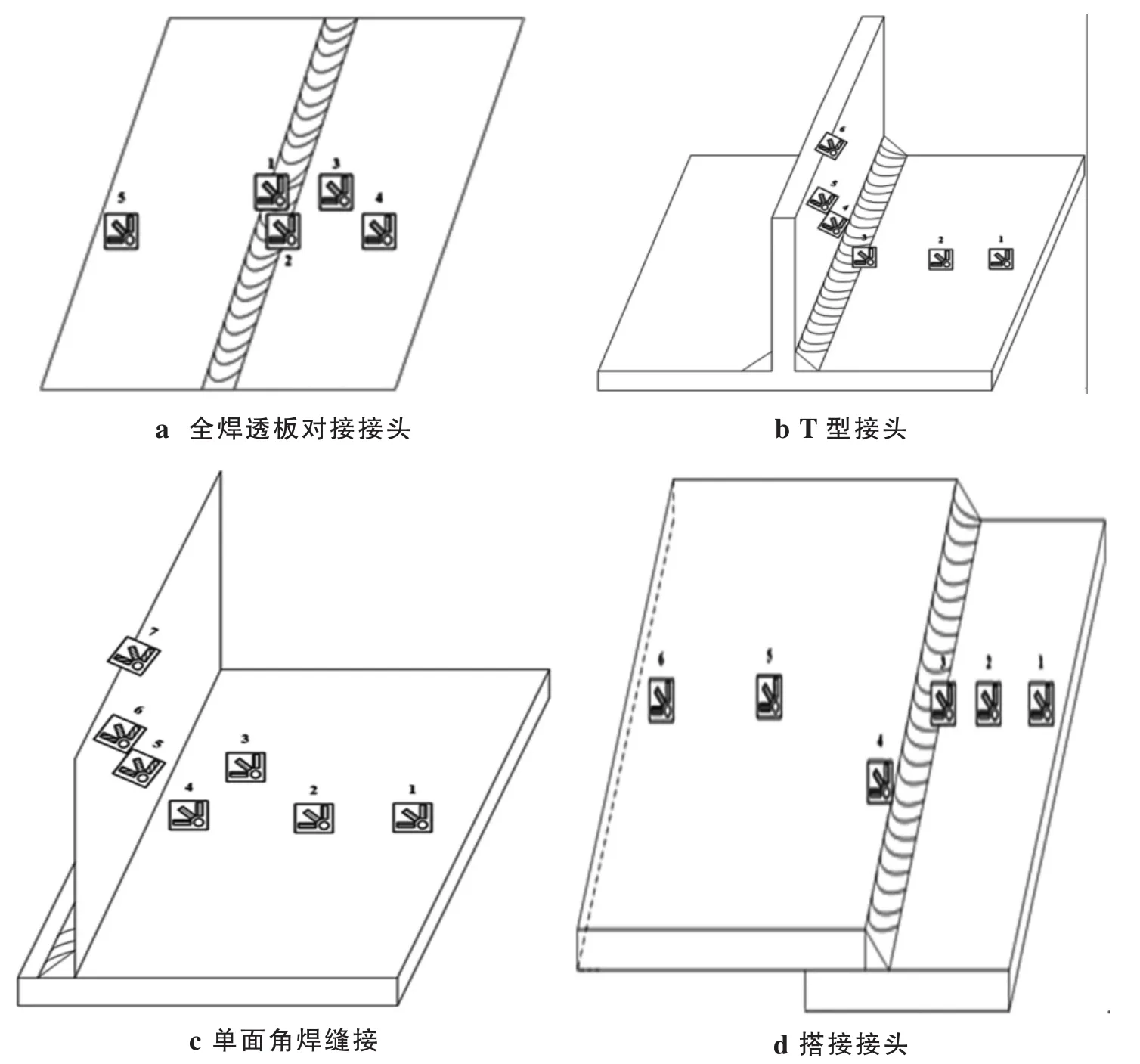
图9 四种焊接接头残余应力测试点分布

表10 各种焊接接头及纯母材的腐蚀速率 g/m·2h
由表10可知,单面角焊缝接头和搭接接头的腐蚀速率明显高于全焊透板对接接头和T型接头。由前述分析还可知,4种形式接头的组织结构基本相同,而其中残余应力的分布情况却不同。
金属材料在应力(主要是拉应力)和腐蚀介质的共同作用下发生的破坏现象,称为应力腐蚀。焊件中残余应力(主要是拉应力)越大,产生应力腐蚀的倾向就越大,腐蚀速率越快。所以,残余应力较大的单面角焊缝接头和搭接接头的腐蚀速率较高,发生应力腐蚀开裂的可能性大于全焊透板对接接头和T型接头。
4 结论与建议
4.1 结论
(1)本试验研究采用的焊接工艺、焊接材料、焊接设备都是适宜的。
(2)在客车水箱制造可能会采用的4种焊接接头形式中,全焊透板对接接头在力学性能、焊接残余应力分布、耐腐蚀性等方面最优,而单面角焊缝接头在力学性能、焊接残余应力分布、耐腐蚀性等方面最差。
4.2 建议
根据以上结论,建议将客车水箱设计为两端带直边封头的圆筒形(即胶囊型)水箱,这样外包板与端部封头可以采用综合性能最优的全焊透板对接接头形式焊接,从而提高客车水箱的承载能力和耐蚀性。
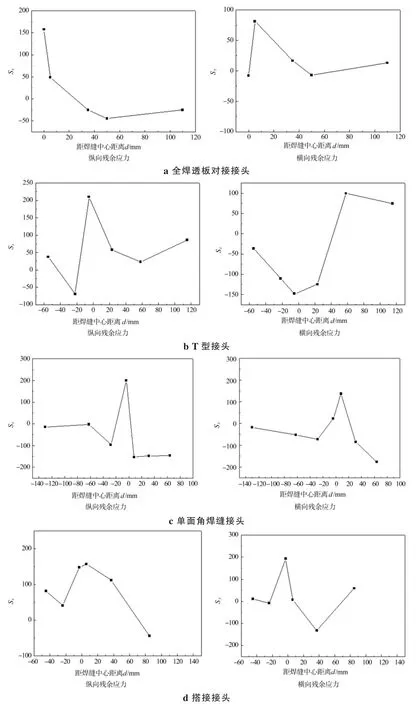
图10 四种焊接接头残余应力分布
猜你喜欢
造纸信息(2022年6期)2022-07-08
造纸信息(2022年5期)2022-06-16
造纸信息(2022年1期)2022-03-26
汽车观察(2019年2期)2019-03-15
汽车观察(2018年12期)2018-12-26
汽车观察(2018年10期)2018-11-06
中成药(2017年8期)2017-11-22
北京汽车(2017年3期)2017-10-14
电子制作(2017年19期)2017-02-02
工业设计(2016年11期)2016-04-16
