车身桔皮外观影响因素及控制方法探讨
2019-10-15 01:23陈登阁苗天浩范海涛
上海涂料 2019年5期
陈登阁,苗天浩,范海涛,赵 亮
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定 071000)
0 引言
随着汽车在中国市场的日渐普及,为适应市场需求,汽车产品的更新换代加快,市场竞争日趋激烈,消费者对产品的质量要求也越来越高。面对日趋激烈的市场竞争环境,如何快速让产品脱颖而出赢得消费者的青睐是各大汽车厂家面临的重要课题。
车身外观品质是消费者第一感知的质量,是决定消费者是否购买的重要因素。漆膜桔皮作为评价涂装外观品质的一个重要指标,其包括漆膜长短波、鲜映性等指标,侧面反映整车的目视效果,而目视效果的好坏将直接影响消费者对产品的第一印象。
漆膜产生桔皮的因素众多,包括板材原始粗糙度、波纹度、钣金成型平整度、电泳粗糙度、中间涂层光泽、各油漆层膜厚、油漆材料性能、施工干湿度、流平及烘烤时间、喷涂方式、喷涂参数等,影响因素众多导致其控制难度增大。本研究以某整车生产基地传统3C2B工艺下黑色水性金属漆为例,进行桔皮外观优化验证,具有一定的指导意义,供同行参考。
1 中涂施工环节的优化
中涂在整个涂装过程中起到承上启下的作用,在保证不产生流漆、痱子等漆膜弊病的前提下,既要实现对电泳层的有效覆盖、填充,起到隔离紫外线的作用,又要求其具有较好的流平效果为后序涂层提供一个良好的涂层基础。
本研究为获得良好的桔皮效果,在中涂施工过程中重点从提升中涂膜厚、改善喷涂雾化效果及优化机器人喷涂方式3个方面开展提升、优化工作。
1.1 中涂膜厚
制作中涂梯度膜厚(25 μm、35 μm、45 μm)试板,放置在车身同一位置实施面涂喷涂后测量长短波数据,结果见图1、2。每组膜厚进行5个试板的平行喷涂以保证试验数据的真实有效性。

图1 中涂膜厚对面涂后长波的影响Figure 1 Effect of primer thickness on long wave of topcoat
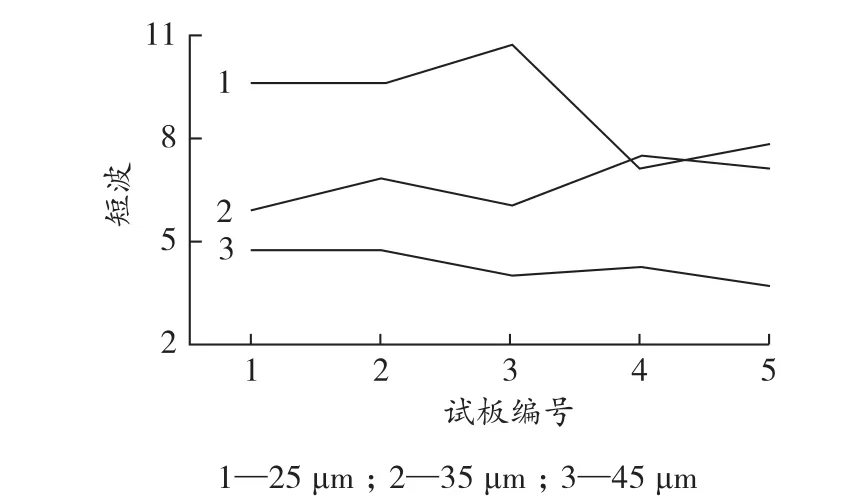
图2 中涂膜厚对面涂后短波的影响Figure 2 Effect of primer thickness on short wave of topcoat
由图1、2可见,随着中涂膜厚的增加,面涂后长短波呈现下降趋势,因此在满足中涂性能要求的前提下提高中涂膜厚有利于整车桔皮的控制。受现场节拍及机器人数量限制,最终将车身中涂膜厚控制在35~40 μm(涂层性能要求25~40 μm)之间。
1.2 喷涂雾化效果
良好的喷涂雾化状态下中涂的外观效果良好,桔皮效果较轻,反之则桔皮加重。机器人旋杯转速是影响油漆雾化的最大因素之一,转速过低,油漆雾化不良,导致漆膜粗糙;转速越大,涂料雾化粒径越小,漆膜平滑性越好,但油漆漆雾损失严重。细化的油漆雾化过程中表干快导致熔融效果差,流平后反而无法达到较好的外观效果。同时较高的喷涂转速会导致机器人轴承及旋杯磨损加剧而影响设备的使用寿命。图3~6为梯度转速下(35 000 r/min、45 000 r/min、55 000 r/min)对中涂长、短波的影响。降低转速和提升转速两组验证,是将机器人喷涂车身时转速整体降低或提升,降低转速验证选取前门棱线以下固定位置测量3次,提升转速验证选取后门棱线以下固定位置测量3次。
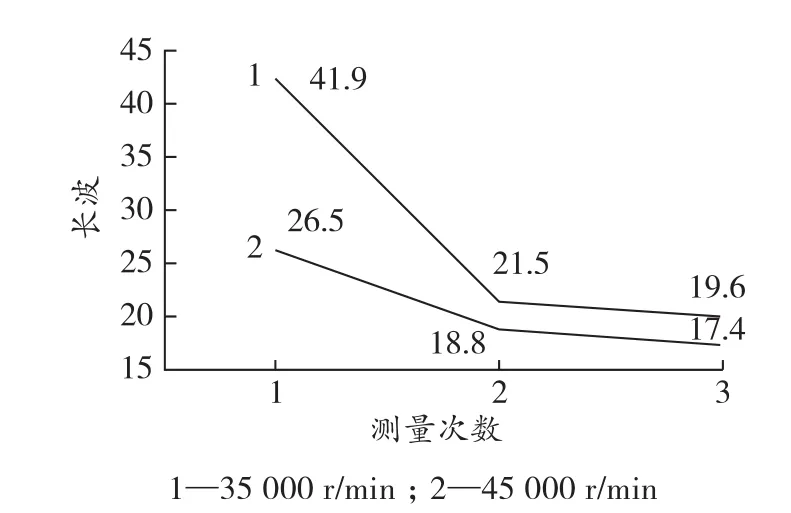
图3 降低转速对中涂长波的影响Figure 3 Effect of low cup speed on long wave of primer
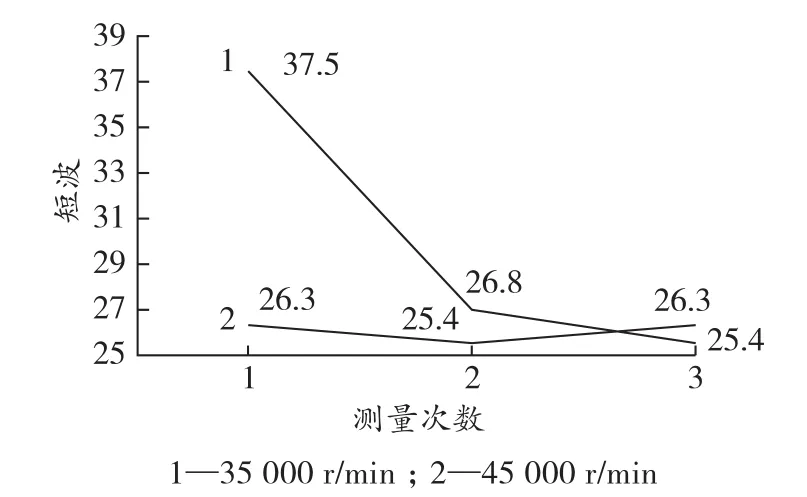
图4 降低转速对中涂短波的影响Figure 4 Effect of low cup speed on short wave of primer

图5 提升转速对中涂长波的影响Figure 5 Effect of high cup speed on long wave of primer

图6 提升转速对中涂短波的影响Figure 6 Effect of high cup speed on short wave of primer
由图3~6可见,转速过高或过低都不利于桔皮的控制,适当提高转速有利于减少桔皮,建议水性中涂机器人喷涂转速控制在40 000~45 000 r/min,最终车身中涂层喷涂转速设定在45 000 r/min。
由于追求高闪度及亮度,目前我司色漆转速普遍设置在45 000~55 000 r/min,清漆喷涂转速对外观的影响经过喷涂验证与中涂结论一致,最终清漆层机器人喷涂转速设定在42 000 r/min。
1.3 机器人喷涂方式
车身立面中涂机器人喷涂顺序为由上向下的方式,喷漆室送风方式为上送下排,A区喷涂后漆雾会附着在B区(图7),导致B区在喷涂前底面已经粗糙不平,进而影响上层漆膜的平整性。车身腰线以上部位为顾客感知的重点部位,将车身立面喷涂调整为由下向上喷涂后,可有效提升该部位中涂漆膜的平滑性。
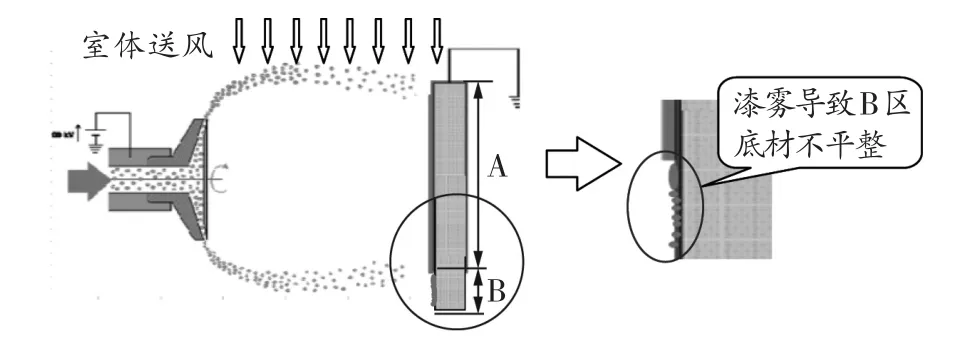
图7 喷涂方式对B区平滑性的影响Figure 7 Effect of spraying way on gliding property
2 色漆施工环节的优化
色漆主要起到为车身提供颜色,对中涂表面进行填充的作用。为达到车身颜色较高的亮度、闪烁感和质感,色漆往往采用机器人两站式喷涂,合理的两站喷涂比例也有助于外观的提升。色漆喷涂后合适的预烘干脱水率对外观也起到至关重要的作用。针对黑色金属漆外观的优化,主要从调整色漆机器人两站喷涂比例,优化预烘干脱水率两方面开展工作。
2.1 机器人喷涂比例
色漆流平对桔皮影响明显,机器人外板喷涂为杯加杯两站设置,在保证总流量不变的前提下将喷涂比例由两站喷涂5∶5比例调整为一站喷涂,提高色漆流平时间和对中涂表面的填充效果。表1为机器人喷涂比例调整后对面涂后长短波的影响。从表1中可以看出,机器人调整为一站喷涂后短波无明显变化,长波则明显下降。
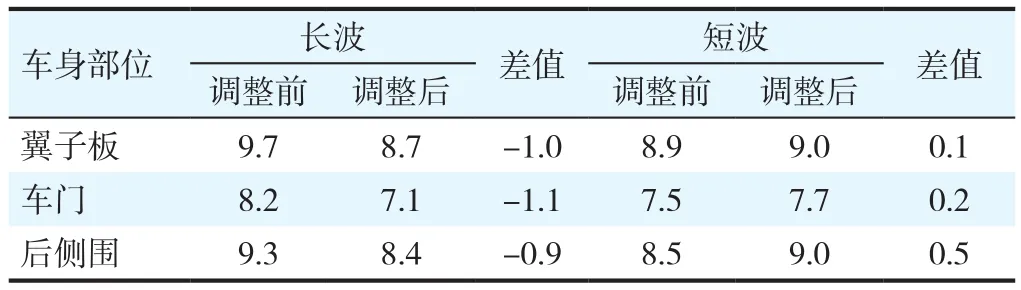
表1 机器人喷涂比例调整前后长短波数据对比Table 1 Long wave and short wave data comparison before and after adjustment of spraying proportion
2.2 预烘干脱水率
由于采用“湿碰湿”工艺,因此金属漆的干燥也很重要,在保证其与清漆层有足够“润湿”的前提下,为避免痱子等漆膜弊病,一般油漆厂家建议预烘干后脱水率≥85%,表2显示了不同脱水率下面涂后的长短波数据。从表2中可以看出,随着脱水率的增加,长波呈现增加趋势,短波则呈现降低趋势。综合考虑,将脱水率设定在85%~88%之间。
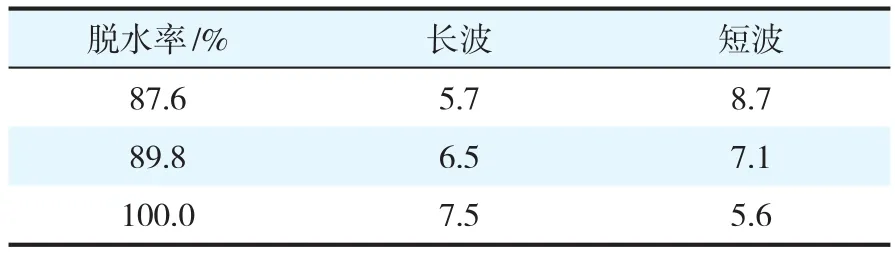
表2 预烘干脱水率的影响Table 2 Effect of dehydration rate
3 清漆施工环节的优化
清漆层是实现装饰性的重要涂层,其对整体涂层的耐候性、鲜映性和丰满度等指标至关重要。通常可通过增加清漆层膜厚,延长流平时间(成熟线体流平时间固定,在此不作介绍)、提升清漆涂料自身流平性来提升漆膜外观。
3.1 清漆膜厚
为减少漆膜的长波桔皮可通过增加清漆的膜厚来实现。表3为通过喷板验证(试验板垂直放置)不同清漆膜厚对漆膜长、短波的影响。从表3中可以看出,随着清漆膜厚的增加,长波呈现下降趋势,清漆膜厚对短波影响较小。且随着清漆膜厚的增加,漆膜目视饱满度增加。最终现场清漆膜厚确定在50~55 μm之间(涂层性能要求≥35 μm)。
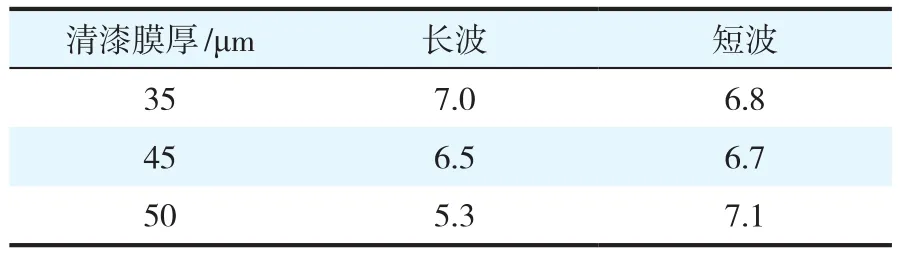
表3 不同清漆膜厚对外观的影响Table 3 Effect of CC thickness on appearance
3.2 清漆流平性
与油漆厂家共同制定方案:通过添加流平助剂来提升清漆流平性。表4为添加流平助剂前后车身长短波桔皮数据对比。清漆涂料流平性的优化需谨慎开展,尤其需重点跟踪确认清漆内板的流挂情况,及时开展相关工艺的调整。
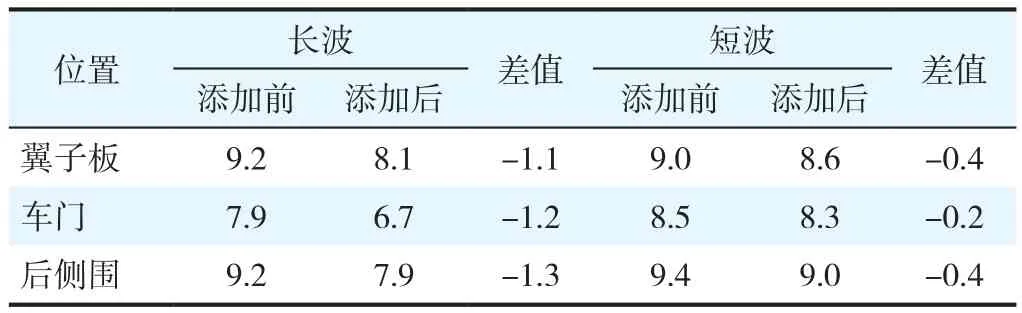
表4 添加流平助剂前后长短波数据对比Table 4 Comparison of long wave and short wave before and after the addition of leveling additives
4 其它优化措施
4.1 各涂层膜厚均匀性
在新车型各涂层膜厚调试的初期由于受制于调试方法或材料膜厚虽然满足材料性能要求但各涂层膜厚均匀性较差,导致车身整体桔皮数据及目视效果“参差不齐”。此次,在提升各涂层膜厚均匀性上对以往调试流程及方法进行优化(图8),在满足中涂膜厚、清漆膜厚的前提下提升各涂层的膜厚均匀性。图9为车身各涂层定点千点膜厚测量工具,以保证各涂层的膜厚均匀性,同时,调试时外板件的引入,也大大减少了调试用车数量,提升了调试效率。
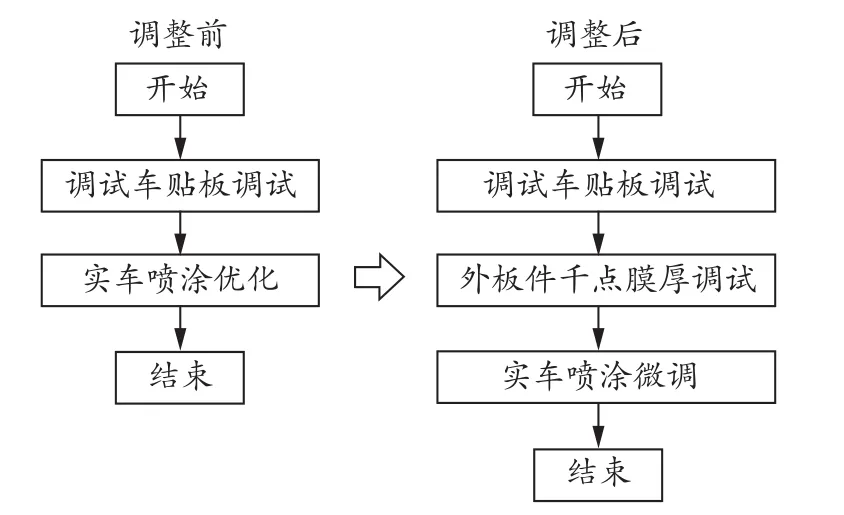
图8 中涂膜厚调试流程优化Figure 8 Debugging process optimization of primer thickness

图9 各涂层定点千点膜厚测量工具Figure 9 Fixed-point 1000-point film thickness measuring tool for each coating
4.2 内板雾漆调整
车身内外板均采用DURR机器人喷涂,喷涂工艺为内板机器人喷涂(输送为GO-STOP形式)+内板点检+外板机器人喷涂+外板点检+外板流平+烘干。由于内板喷涂到外板喷涂约历时100 s。内板漆雾在这段时间内闪干,流平效果较差,且漆雾导致外板喷涂前基材表面不平整,在喷涂外板时影响油漆对于内板漆雾的熔融及外板油漆的流平效果,导致各涂层漆雾部位桔皮严重,因此在内板调试过程中需通过轨迹及参数优化减少漆雾。
5 桔皮综合调整结果
经过重新调整中涂和清漆膜厚、提升各涂层膜厚均匀性、调整机器人喷涂雾化效果、色漆喷涂比例优化、色漆预烘干脱水率控制、内板漆雾调节等各方面综合调整后,某SUV车型黑色金属漆桔皮数据(表5)及目视效果均得到了显著改善,目视上整体效果良好,整车漆面饱满,漆膜均匀,光泽良好。
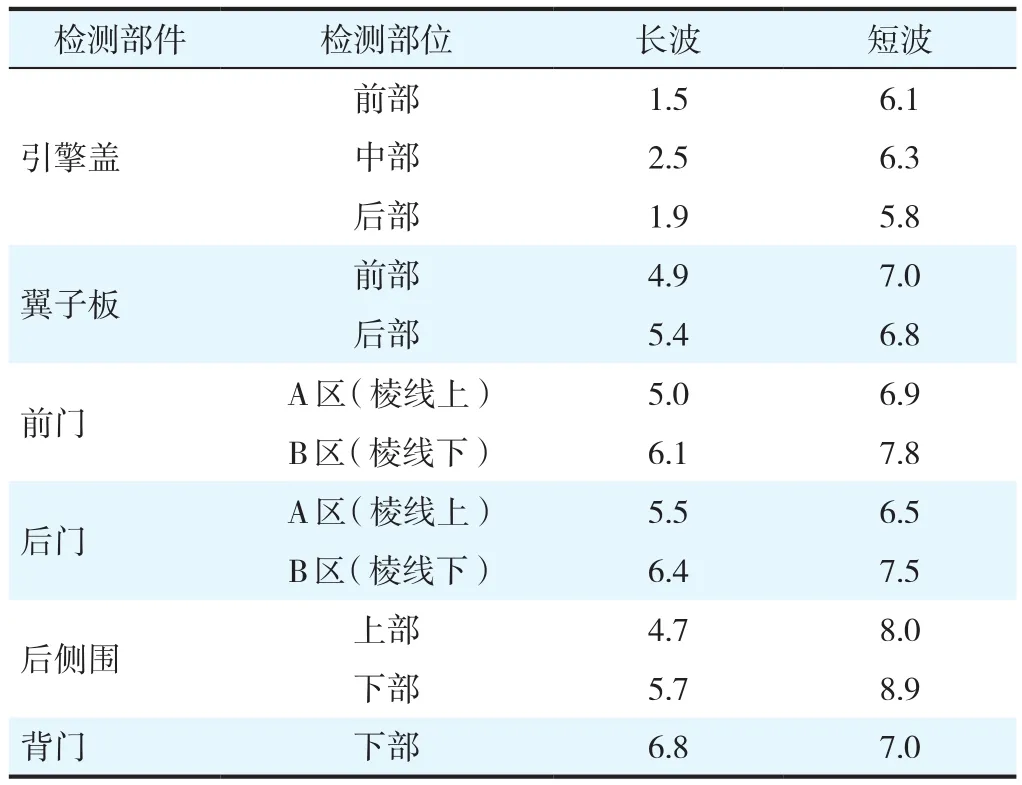
表5 综合调整后某SUV车型黑色金属漆外观桔皮数据Table 5 The long wave and short wave of a SUV model black metallic paint after comprehensive adjustment
6 结语
车身桔皮的改善是一个相对复杂和综合性的过程,需综合考虑涂装各个生产环节,除上面介绍的中涂及面涂提升的几个措施外还需关注以下因素:
(1) 板材及电泳粗糙度:为获得高品质的外观,需考虑从板材开始的各个涂层的表面指标,一般要求Ra≤1 μm,电泳后表面粗糙度Ra≤0.3 μm;
(2) 涂料的更新:车型颜色从调试到完全批量生产往往需要很长一段时间,油漆投放后由于前期生产量少,涂料更新率低,涂料中的颜料、铝粉、珠光等成分在循环系统内剪切力作用下性能会发生变化,伴随着色差、流挂等漆膜弊病问题,为保证生产而做出的一些临时调整必然会破坏原有的外观桔皮质量,因此需把握油漆更新率,保证生产稳定性;
(3) 喷涂环境(温湿度)稳定性:喷涂环境对于保证漆膜外观质量起着至关重要的作用,对水性漆尤为重要,喷房的温湿度直接影响着漆膜的流平,因此水性涂料施工的温湿度应严格控制在温度(23±2)℃,湿度(65±5)%范围内;
(4) 烘干炉温:在满足油漆固化窗口的前提下,尽可能使升温平缓。这样一方面能延长湿膜的流平时间,另一方面可避免由于急剧升温而造成的漆膜针孔等缺陷;
(5) 涂层打磨:电泳或者中涂后对车身特殊部位(门把手下部、翼子板前角等)重新打磨是降低长短波的有效方法,但需综合考虑生产节拍、人员劳动强度及车型产品定位等。
猜你喜欢
汽车维护与修理(2022年4期)2022-08-22
汽车维护与修理(2021年2期)2021-02-03
大众文艺(2020年22期)2020-12-13
山东化工(2020年20期)2020-11-25
润滑油(2020年1期)2020-03-09
汽车实用技术(2019年16期)2019-09-11
汽车与驾驶维修(维修版)(2019年12期)2019-03-10
公务员文萃(2017年11期)2017-11-22
汽车实用技术(2017年7期)2017-04-25
中国质量万里行(2009年4期)2009-04-23