交会对接光学成像敏感器反射镜组件微应力装配技术*
2020-01-09 07:31张慧锋龚德铸张佳星孙建波
空间控制技术与应用 2019年6期
张慧锋,龚德铸,张佳星,孙建波
0 引 言
2016年9月开始,中国陆续发射了天宫二号空间实验室、神舟十一号载人飞船和天舟一号货运飞船,主要目的是更好地掌握空间交会对接技术并验证系列空间新技术,为中国空间站的建设奠定良好基础.迄今为止,载人飞船、货运飞船已先后多次完成与天宫二号的交会对接.交会对接光学成像敏感器(camera-type rendezvous and docking sensor,CRDS)作为瞄准整个载人三期和探月三期自动交会对接任务而研制的新一代空间交会对接光学成像敏感器,在上述任务中发挥了重要作用,工作表现达到预期目标[1].
CRDS由视觉测量相机和合作目标标志器组成.相机安装在追踪飞行器上,目标安装在目标飞行器上,在两飞行器从250 m交会直到对接完成范围内,通过相机对合作目标的成像,进行图像处理、目标识别、位姿计算,可以计算得到相机坐标系相对于合作目标坐标系的相对位置和相对姿态角,从而为交会对接任务提供相对导航的测量信息.
现有CRDS所用的是金属反射镜,作用是折转目标光源进入相机视场成像.和玻璃等非金属相比,金属具有低成本、易加工、体积小且可以直接安装等优点[2-3].反射镜组件的性能,决定目标光点的成像质量、决定反射光源的光学特性,决定CRDS光轴指向,是CRDS的关键组件.如果反射镜面形不佳,将导致成像光点形变,无法准确提取质心,严重影响测量精度;反射镜面形不佳,将导致镜面发生衍射效应,不必要的杂光进入相机视场,影响CRDS正常工作.在反射镜组件的装配和组件装到CRDS整机的过程中,由于零组件存在尺寸和形位误差,应尽量减小反射镜的变形,保证反射镜和匀化器的指向精度.这就要求装配和各环节中变形小,减小装配应力对组件精度的影响.
中国空间站工程所用CRDS测量精度、体积、功耗等主要指标,领先于国内外主流产品(美国NGAVGS等);另一方面,CRDS反射镜组件由反射镜、反射镜支架、匀化器组件等组成(匀化器组件用来扩束匀化激光光源,具体如下介绍),尺寸约90×70×70 mm,而美国NGAVGS产品,其反射镜组件未见匀化器组件,结构简单,激光光源直接出射(这也是其视场较小,测量精度不高的原因之一),尺寸200 mm×200 mm×200 mm,因此中国CRDS与美国NGAVGS的反射镜组件差异较大,CRDS反射镜组件体积小、重量轻、构成复杂、性能指标好.
1 金属反射镜变形分析
CRDS金属反射镜组件,如图1所示,由以下几部分主份:金属反射镜(6061 T6)、反射镜支架(2A12T4)、安装螺钉(不锈钢)、匀化器组件(光学组件)、光纤安装耳(2A12T4)、导热绝缘垫、反射镜遮光板等.外包络尺寸约90 mm×70 mm×70 mm.在完成组件装配后,需要将组件装至整机主结构上.在整个CRDS的工作过程中,首先是匀化器组件,接收LD激光光源,并进行扩束匀化后,通过反射镜中心小孔,实现与光学镜头光轴同轴出射.
1.1 面形及指向变化原因分析
由CRDS的结构以及装配过程可知,造成反射镜面形发生变化的原因有以下3类:
1) 反射镜组件内部以及与整机结构之间相互连接关系多,复杂结构形成多重装配应力.如反射镜与反射镜支架的连接,反射镜支架与光纤安装耳的连接,匀化器与反射镜支架的连接传递,匀化器与整机主结构的连接等,各零组件相互咬合,如图1和图2所示.

图1 金属反射镜组件示意图Fig.1 Metal reflector module
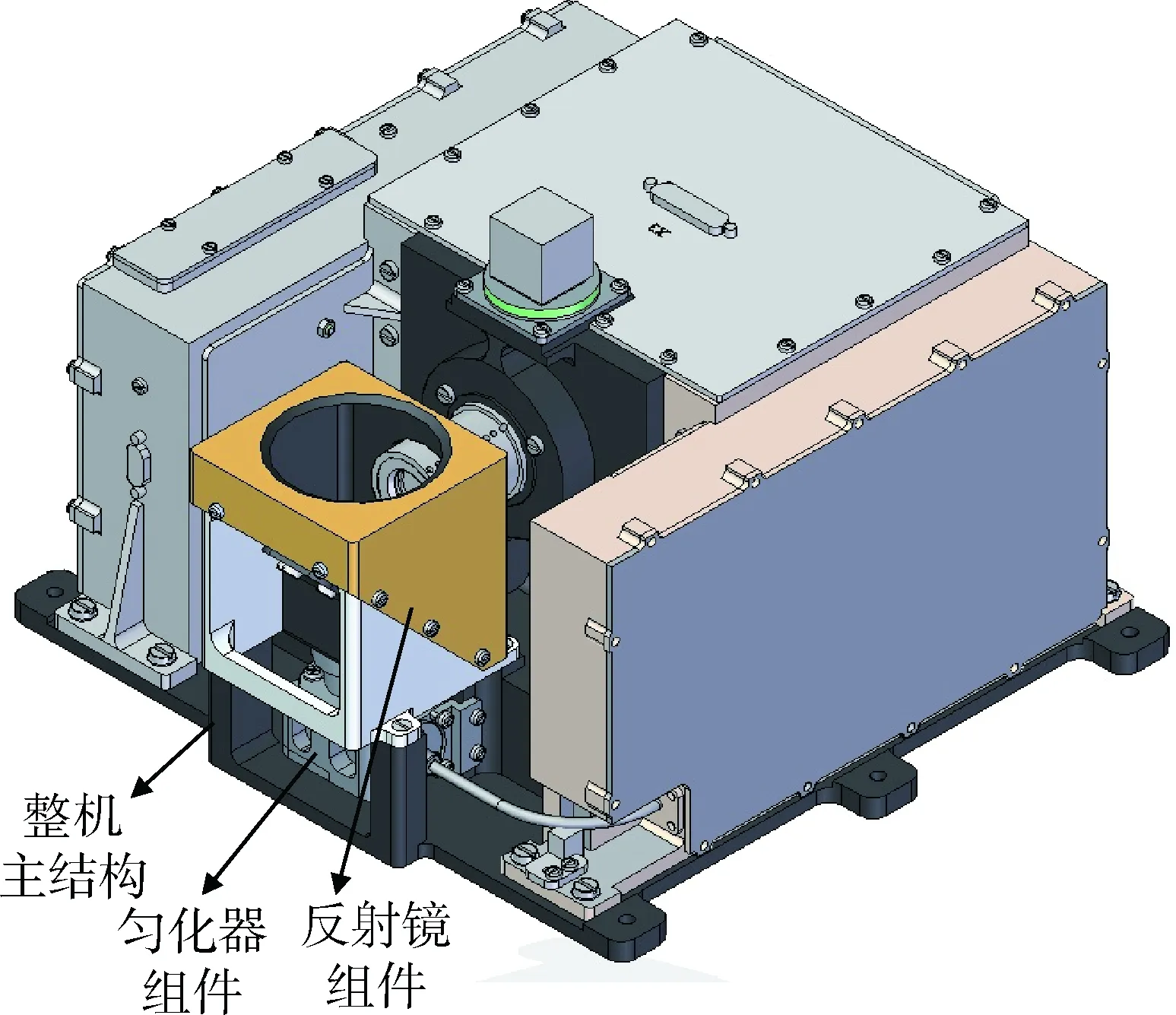
图2 CRDS整机结构示意图Fig.2 Camera-type rendezvous and docking sensor
2) 装调环节多,每一个环节都容易发生变形,引起装配应力.在反射镜加工后由于加工应力,容易发生二次变形,该应力属于加工应力;反射镜与反射镜支架组合后发生第三次形变,该应力属于装配应力,主要原因是安装面为非理想平面,用螺钉紧固后发生变形;反射镜组件内部以及与整机主结构有多处装配关系,存在过定位情况,发生第四次变形,此应力属于装配应力;另外反射镜组件力学和热学环境试验后发生第五次形变.
3) 匀化器组件重心靠下,质量分布不平衡,如果装配不当,在力学环境下容易引起较大的振动,最终无法保证反射镜和匀化器的相对角度关系.也就是说,需要在结构设计过定位(主要目的是为了保证强度,防止在环境实验后精度发生变化)的情况下,保证装配应力较小,装配在整机上的反射镜组件面形和指向精度满足要求.
1.2 面形及指向变化仿真分析
针对以上反射镜的变形因素,对反射镜组件进行有限元建模,如图3所示.其中,对考虑了反射镜和反射镜支架安装面的平面度误差;将光纤安装耳与反射镜支架的过定位尺寸误差设定为0.1 mm;对反射镜安装螺钉模型施加了拧紧力矩;对反射镜组件的四个安装孔施加固定约束.对装配过程进行了分析计算.
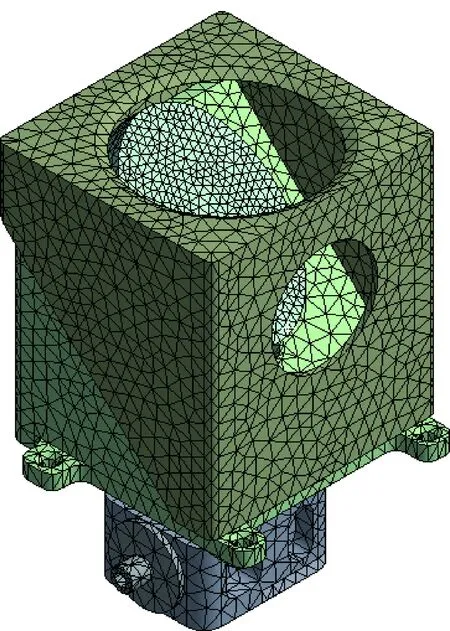
图3 反射镜组件有限元模型Fig.3 FEA model of Metal reflector module
反射镜通过螺钉拧紧在反射镜支架上,反射镜安装面为非理想平面,存在平面度误差,通过有限元分析可知,当螺钉装配力矩0.6N·m时,反射面的最大变形为0.73 μm(反射镜安装面平面度0.008 mm,力矩0.6 N·m),即1.15λ,变形图如图4所示.通过仿真分析可知,反射镜组件的装配过程造成的面形变化较大,直接导致反射镜指标不满足要求.
2 微应力装配
由于反射镜装配到反射镜支架上时,产生装配应力,导致反射面发生变形,因此,本文采用一体式加工的工艺路线,即先将反射镜装配到反射镜支架上,再进行面形精加工的工艺路线,并在装配过程中进行多环节的面形检测和指向检测,检控面形和指向变化,并配合应力释放措施,逐步完成整个反射镜组件的微应力装配.
图4 螺钉装配应力导致的反射面变形图Fig.4 Reflector deformation by flatnessand tightening torque
2.1 金属反射镜装配应力分析与控制
对于反射镜组件,引入装配应力的一个重要环节是,反射镜通过螺钉拧紧在反射镜支架上.为了实现金属反射镜的微应力装配,主要采取了两种措施:控制金属反射镜螺钉拧紧力矩和提高反射镜和反射镜支架的平面度.
1) 首先,通过静力学仿真和试验验证,确定合理的反螺钉预紧力.通过静力学分析可知,当螺钉装配力矩0.6 N·m时,反射面的最大变形为0.73 μm(平面度0.008 mm,力矩0.6 N·m),即1.15λ,如图5所示.因此要保证装配后面形变化小于2λ的要求,并留有足够裕量,需要降低装配力矩,在后续通过防松胶保证螺纹连接可靠.
图5 装配应力导致的反射面变形图(平面度0.008 mm,力矩0.6 N·m)Fig.5 Reflector deformation by assembly stress
当反射镜以0.4 N·m螺钉拧紧力矩进行装配后,面形变化为0.49 μm,即0.77λ,如图6所示.考虑到装配体的环境适应性要求,因此确定反射镜安装到反射镜支架上的螺钉预紧力为0.4 N·m.工艺实验的过程数据和结果也表明,此拧紧力矩对改善面形,减小装配应力起到了重要作用.
2) 优化反射镜和反射镜支架的安装面的平面度.通过变形分析可以看出,与理想平面比,存在平面度误差时,反射镜的装配应力大,造成的面形误差较大,如表1所示.分析数据与实验数据变化趋势一致.

图6 装配应力导致的反射面变形图(平面度0.008 mm,力矩0.4 N·m)Fig.6 Reflector deformation by assembly stress
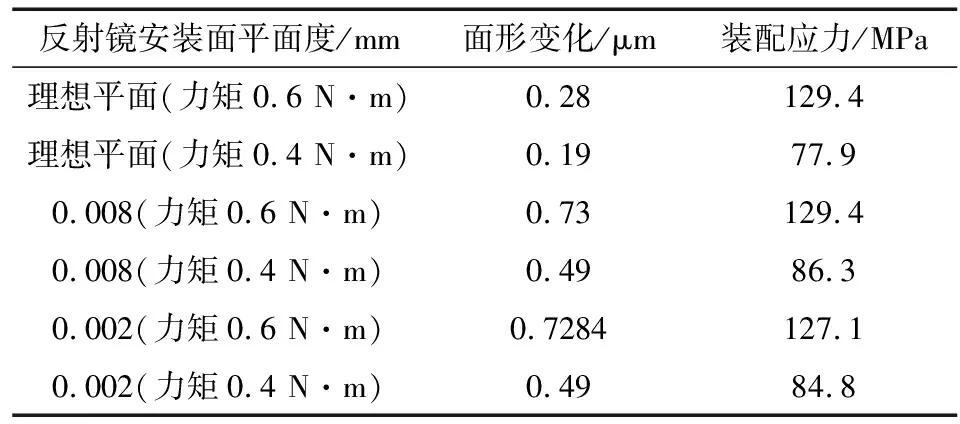
表1 反射镜装配应力和变形值Tab.1 Assembly stress and deformation
所以,对反射镜支架和反射镜安装面的平面度进行了优化,如表2所示.
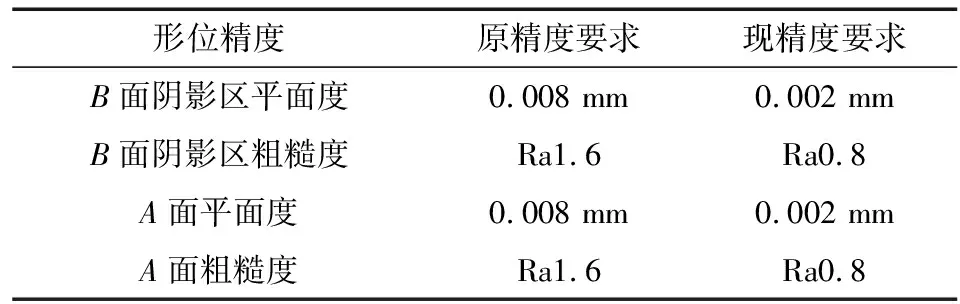
表2 优化反射镜支架和反射镜安装面加工精度Tab.2 Optimization of flatness
安装面平面加工完成后,对装配完的组件面形(精加工之前)进行了检测,结果表明,优化安装面平面度可以有效改善反射镜平面度,与仿真结果一致.
2.2 过定位尺寸链分析与改进
由于存在多处过定位,所以在主定位处采用刚性连接,在其他定位处选用柔性材料.例如,光纤安装耳与反射镜支架之间的过定位尺寸如图7所示,反射镜支架与光纤安装耳有两个接触面,这两个接触面尺寸精度要求较高,如果尺寸误差较大,将造成反射镜指向精度发生变化.

图7 过定位尺寸链示意图Fig.7 Over-positioning dimension chain
通过静力学分析计算可知,当过定位尺寸存在0.1 mm的误差时,反射镜上边缘X向位移3.21 μm,下边缘X向位移-6.43 μm,如图8所示,装配应力最大值为7.09 MPa,如图9所示,通过计算可得反射镜指向变化为1.32′.采用硅橡胶材料制作过定位尺寸的零件,由于硅橡胶材料柔性较好,过定位尺寸可在测试反射镜指向的同时确定.用此方法,通过分析计算,装配造成反射镜指向变化为0.1′,装配应力为1.09 MPa.反射镜指向变化和装配应力都大幅减小,保证了反射镜指向精度满足精度要求.

图8 过定造成的反射镜指向精度变化Fig.8 Surface vector variation caused by over-positioning
由于硅橡胶在常温下可交联成弹性体,具有较大的伸长率,伸长率≥300%,而铝合金材料的弹性模量71 GPa,钛合金的弹性模量为96 GPa,柔性材料的弹性模量很小,可忽略,所以固化应力很小.柔性材料装在反射镜组件与整机主结构之间,在保证匀化器指向精度的同时,不引入装配应力;同时柔性材料的阻尼较大,可以减小匀化器振动.

图9 过定造成的反射镜装配应力Fig.9 Assembly stress caused by over-positioning
2.3 其他通用措施
必要的环节中,进行多点面形检测,如果不满足要求,进行微调再确认,保证整个反射镜的面形满足要求.面形检测采用激光干涉仪.
在装配过程选择多个环节进行面形和指向检测,不满足要求再调整,保证在各个环节都不引入不必要的变形和装配应力.
进行多次应力释放,包括力学试验和热学试验,保证装配应力得以释放.
2.4 微应力装配效果
从过程数据的监测来看,整个组件经过如上所示的分析和改进以后,最终完成了反射镜组件微应力装配.其中,实验所测的9个组件在经历和力学和热学试验后,反射镜面形达到PV≤0.2λ,RMS≤0.06λ(原方法面形PV≤0.8λ,RMS≤0.13λ);反射镜力热环试前后反射镜指向变化由≤2′,提高到≤1′.
3 结 论
本文介绍了交会对接光学成像敏感器的功能和基本工作原理,并介绍了金属反射镜组件在敏感器整机中的作用.经过结构组成和装配过程的有限元分析,得出了导致反射镜组件精度发生变化的主要因素:反射镜装配到反射镜组件上产生的装配应力,反射镜组件内部及装配到整机上过定位导致的装配应力.针对这些问题,在优化装调流程的基础上,对装配应力进行了有限元分析,根据分析结果优化了反射镜和反射镜支架安装面的的加工平面度,确定了反射镜的拧紧力矩;选用柔性材料制作过定位尺寸链的零件,对比了改进前后的反射镜指向变化和装配应力,改进后大幅减小.通过对装配过程的分析和改进,达到了反射镜精度指标要求,保证了敏感器测量精度.
本文所述的微应力装配技术将应用于载人工程三期的CRDS产品上,保证交会对接任务的顺利完成,该技术也可推广于需要光路折转的光学产品的研制过程.
猜你喜欢
新能源科技(2022年9期)2022-11-20
兵器装备工程学报(2021年12期)2022-01-11
国际骨科学杂志(2021年4期)2021-08-19
中学生数理化(高中版.高考数学)(2021年6期)2021-07-28
保健与生活(2020年1期)2020-05-07
福建基础教育研究(2019年6期)2019-05-28
科学与技术(2019年12期)2019-03-29
科技资讯(2016年9期)2016-05-14
科学时代·上半月(2013年9期)2013-09-16