氮气压力对激光切割薄不锈钢板切缝宽度的研究
2020-03-22 20:04王新甲张燕
时代汽车 2020年19期
王新甲 张燕


摘 要:本文以单项变量的试切方式,对激光切割中氮气压力影响不锈钢薄板切缝宽度进行了全过程演示,讨论分析该参数对切割质量的影响,希望通过本文对高职激光技术实训课程及企业技术人员提供参考。
关键词:氮气 激光切割
Research on Nitrogen Pressure on the Cutting Seam Width of Laser Cutting Thin Stainless Steel Sheet
Wang Xinjia,Zhang Yan
Abstract:This article uses a single variable trial cutting method to demonstrate the effect of nitrogen pressure in laser cutting on the slit width of stainless steel sheet, discusses and analyzes the impact of this parameter on cutting quality, and hopes to provide reference to the laser technology training course of higher vocational and enterprise technical personnel.
Key words:Nitrogen Gas, laser cutting
对板材进行激光切割时都需要使用辅助气体,辅助气体保证良好的切割质量的关键是需要切缝内能保持一定的辅助气体压力,辅助气体压力随使用气体的种类、切割材料、材料厚度等因素而发生变化,辅助气体压力的最佳值是通过试切时,观察切缝宽度、粘渣情况、切割面质量情况等确定的。在一般切割中使用的辅助气体种类,有氧气、氮气和空气,本文仅就氮气压力对不锈钢板无氧化切割时切缝宽度的影响展开研究讨论。
在确定辅助气体类型的前提下,辅助气体压力的大小是一个极为重要的因素,主要影响切割速度、熔渣量及切缝宽度等,不同的材料得到良好的切割质量所需要的辅助气体压力也不同,同一材料不同厚度的最佳輔助气体压力也不同。不锈钢板的无氧切割中通常使用氮气作为辅助气体,它可以使熔融金属具有良好的流动性,厚度小于6毫米的不锈钢薄板所需要氮气压力一般在0.1至1.0兆帕之间。激光切割时氮气压力的变化,对切缝宽度有直接影响。
切缝宽度随氮气压力的增大而增大,在一定的板厚和切割功率下,有一个最佳的氮气流量范围,在此氮气流量范围内时,切缝宽度小且稳定切割质量高。氮气流量过低时,不足以很快清除熔融金属,造成熔融金属在切口表面的粘附,当其他切割工艺参数不变时,随着氮气流量的增大,材料获得的能量增加,材料表面温度升高,其热扩散率也随之增大,导致热影响区变宽,使更多切缝处的金属熔化,切缝宽度随之增大,切口质量逐渐提高。当氮气流量增加到最佳的流量范围时,可获得具有较好切口质量的切缝。本次工艺试验是以氮气压力对0.5mm厚不锈钢板无氧化切割时切缝宽度的影响为例展开研究讨论。
1 使用的设备
对于0.5mm厚不锈钢板的激光切割其最佳氮气流量是多少,我们将通过试切来知道结果。试切设备采用的是武汉某激光设备制造公司生产的500瓦光纤激光切割机进行工艺试验的,设备参数及切缝宽度检验仪器见表1。
2 激光切割的材料
切割的材料为0.5毫米厚的不锈钢板。
3 测试方法
试切切缝长度为100毫米,距离切缝起始点和终止点10毫米处,是切口横断面观察部位。切缝中间80毫米为切口表面质量分析样件,在试验中取3个氮气压力小的数值、3个大的氮气压力数值、1个合适的氮气压力数值,通过测量切缝宽度来确定正确的氮气压力值。
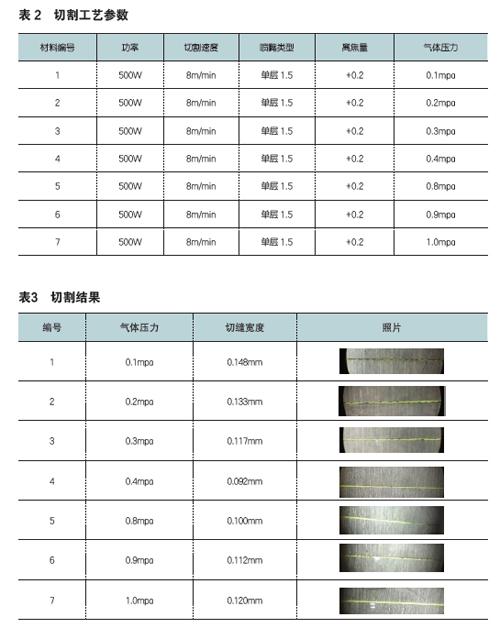
4 试切的工艺参数
切割工艺参数,见表2。
5 切割结果及分析
根据试切的工艺参数,采用单项变量的方法,确定激光切割0.5mm不锈钢板时,切缝宽度最小时的氮气压力值,见表3。
在测试中只改变氮气压力,其他参数均不变,这是七种不同氮气压力下的切割结果。氮气压力为0.1兆帕时,切缝宽度较宽且呈波浪状,切割面底面有粘渣,说明气体压力过低。 逐步调整气压试切,当气压为0.4兆帕时,切缝入口处轮廓清晰,割缝窄,割缝边的热影响层小,无切割粘渣,切割表面光洁。继续增大气压试切,切割面粗糙且有粘渣,这是因为气压过高 ,在工件表面形成了涡流,减弱了气流去除熔渣的能力,造成切割面较粗糙,切缝较宽,可以确定切割厚度为0.5毫米的不锈钢板,在用氮气切割时的最佳气压值为0.4兆帕。
本文研究分析用的数据是基于特定设备加工而采集而来的,仅以氮气压力对0.5mm厚不锈钢板无氧化切割时切缝宽度的影响为例展开研究讨论,提供给读者参考。
参考文献:
[1]金冈优.图解激光加工实用技术,冶金工业出版社.
[2]关振中.激光加工工艺手册,中国计量出版社.
[3]曹凤国.激光加工,化学工业出版社.
猜你喜欢
中学课程辅导·教学研究(2017年11期)2017-09-23
科学与财富(2016年9期)2016-10-21
健康博览(2016年9期)2016-05-14
少儿科学周刊·少年版(2015年1期)2015-07-07
少儿科学周刊·儿童版(2015年1期)2015-07-07
销售与市场·管理版(2009年21期)2009-09-03