
棉针织物冷轧堆炼漂工艺影响因素分析
2020-06-04 09:44沈楚良李龙治王深喜邓东海
染整技术 2020年5期
沈楚良,李龙治,王深喜,邓东海
(1.浙江同辉纺织股份有限公司,浙江嘉兴 314511;2.广东德美精细化工集团股份有限公司,广东佛山 528305)
传统的棉针织物染整加工以绳状间歇式为主,通常在拉缸、溢流染色机、气流染色机和液流染色机等设备上进行,技术、设备和工艺均比较成熟,但该工艺需在95~100 ℃高温下进行,能源(蒸汽、电)及水资源消耗量大,且存在严重的环境污染问题[1-2],另外,传统工艺还存在布面易产生折痕、擦伤,手感发硬,失重率大,染缸利用率以及生产效率低等问题,因此,染整工作者一直在探寻解决上述问题的方法。
近几年来,随着针织平幅设备的发展以及配套化学品的成功开发,棉针织物平幅炼漂工艺正逐步为众多染厂所采用。棉针织物平幅冷轧堆炼漂工艺的应用很好地解决了传统工艺在能耗、水耗等方面的问题,既提高了染缸的利用率,降低了企业的生产成本,又解决了传统工艺布面易产生折痕、擦伤和手感粗糙等问题。由于棉针织物平幅冷轧堆炼漂工艺在低温下进行,白度往往达不到要求。为探讨影响白度的因素及其应对措施,本实验采用环保无硅垢新型液体多功能精炼剂进行系统研究,重点分析冷堆时间、精炼剂用量、烧碱用量、双氧水用量、双氧水活化剂用量等发生变化时,布面上双氧水分解率及白度的变化规律,从而为大生产提供参考。
1 实验
1.1 材料及仪器
织物:32s/1 精棉双面针织布(广州腰虎商贸有限公司)。
药品:平幅精炼剂DM-1346N、除油剂DM-1130A、无磷双氧水稳定剂DM-1402、双氧水活化剂DM-1430(广东德美精细化工集团股份有限公司),H2O2(分析纯,30%,广东西陇化工股份有限公司),固体烧碱(工业级,市售)。
仪器:ECO-24全能型试色机(厦门瑞比精密机械有限公司),实验室用小蒸锅(美的集团股份有限公司),MT-871 毛效测试仪(上海岛原精密仪器有限公司),Ultra Scan VIS(1307)分光测色仪(美国Hunter Lab 公司),DHG-9425A电热鼓风干燥箱(上海仪器总厂)。
1.2 炼漂工艺
工艺配方:平幅精炼剂DM-1346N 10.0 g/L(固定值,若作变量时为7.0~17.4 g/L,下同),固体NaOH 15.0 g/L(10.4~22.0 g/L),30% H2O280.0 g/L(55.0~115.0 g/L),双氧水活化剂DM-1430 0 g/L(0~8.0 g/L)。
工艺流程:浸轧工作液[二浸二轧(轧液率100%~150%)],室温冷堆24 h(1~32 h),测试双氧水分解率,水洗,100 ℃烘干,回潮。
1.3 测试
1.3.1 白度
参照GB/T 8424.2—2001用分光测色仪进行测定。
1.3.2 双氧水分解率
轧布前先测试10 g 工作液所消耗KMnO4的体积V1。轧布前称取布重m1,轧布后称取布重为m2,准确称取100 g萃取液,滴定消耗KMnO4的体积为V2,布面双氧水分解率按下式计算:
布样带液量m0=m1-m2

式中,200为酸洗时190 g水+10 mL 3 mol/L的H2SO4溶液;100 为滴定时称取的100 g 酸洗液;将布样带液量换算成10 g进行计算。
2 结果与讨论
2.1 冷堆时间对双氧水分解率及白度的影响
根据工厂的生产经验,固定平幅精炼剂DM-1346N 用量10.0 g/L,固体NaOH 用量15.0 g/L,30%H2O2用量80.0 g/L,不加双氧水活化剂DM-1430,冷堆时间从1 h 延长至32 h,探讨冷堆时间对双氧水分解率及白度的影响,结果见表1及图1。

表1 冷堆时间对双氧水分解率及白度的影响
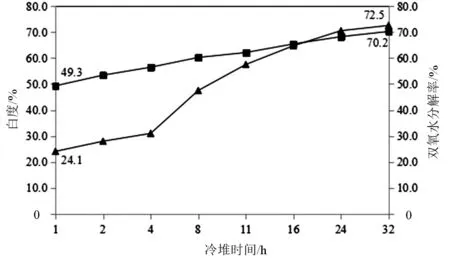
图1 冷堆时间对双氧水分解率及白度的影响
由表1和图1可知,延长冷堆时间,双氧水分解率提高,白度也提高,但不同的堆置阶段,白度的提升幅度不同,提升单位白度所需要的双氧水量也有所不同,具体见表2。

表2 冷堆不同时间段白度增幅情况及提升单位白度所需要的双氧水量
由表2可知,随着堆置时间的延长,双氧水分解率及白度的增幅总体都在快速放缓,白度增加1%需要的30%H2O2平均量也在降低。说明在反应后期,随着布面上双氧水浓度的降低及催化物质的减少,双氧水的有效利用率高于堆置初期,堆置8~16 h 时,该数据明显偏高,目前原因不详,有待进一步探讨。通过延长堆置时间的方式来增加白度(按堆置24 h 计,选用该条件是因为双氧水分解较充分,白度较高),白度增加1%所需要的30%H2O2平均量为1.97 g/L。
2.2 平幅精炼剂DM-1346N 用量对双氧水分解率及白度的影响
固定堆置时间24 h,固体NaOH用量15.0 g/L,30%H2O2用量80.0 g/L,不加双氧水活化剂DM-1430,精炼剂用量从7.0 g/L增加到17.4 g/L,探讨DM-1346N用量对双氧水分解率及白度的影响,结果见表3。
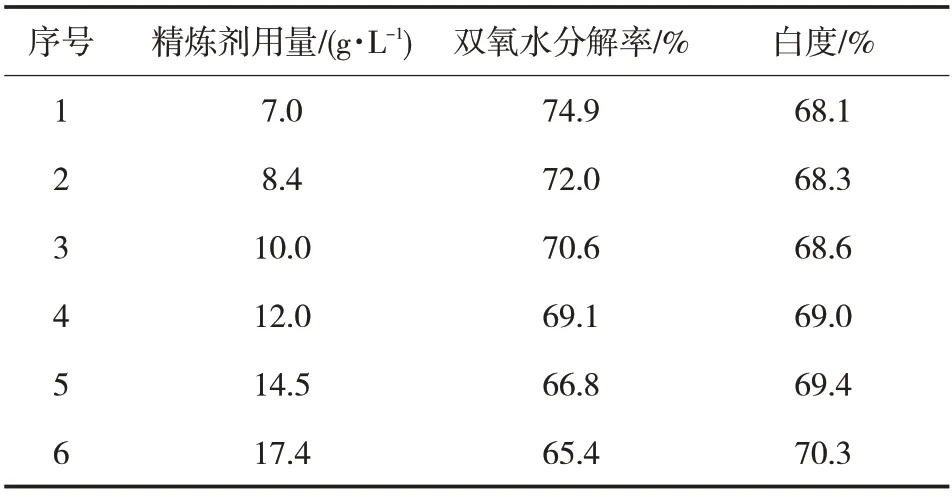
表3 平幅精炼剂DM-1346N用量对双氧水分解率及白度的影响
由表3可知,提高平幅精炼剂DM-1346N用量,双氧水分解率逐渐下降,白度略有提升,说明平幅精炼剂DM-1346N 可以降低双氧水的无效分解,在冷轧堆炼漂加工过程中起关键作用,除了提升双氧水的有效利用率、白度之外,还可以大幅降低出现破洞的风险。通过提高平幅精炼剂DM-1346N用量的方式来增加白度(按堆置24 h 计),白度增加1%所需要的精炼剂DM-1346N平均量为-3.46 g/L(负数表示分解率降低),达到相同白度所需要的精炼剂DM-1346N量减少。
2.3 烧碱用量对双氧水分解率及白度的影响
固定平幅精炼剂DM-1346N用量10.0 g/L,堆置时间24 h,30%H2O2用量80.0 g/L,不加双氧水活化剂DM-1430,烧碱用量从10.4 g/L增加到22.0 g/L,探讨烧碱用量对双氧水分解率及白度的影响,结果见表4及图2。

表4 烧碱用量对双氧水分解率和白度的影响
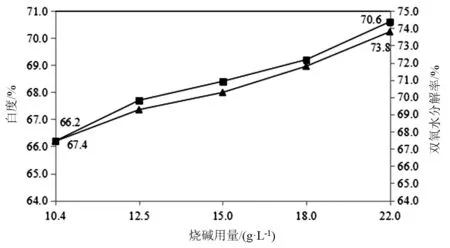
图2 烧碱用量对双氧水分解率和白度的影响
由表4及图2可知,烧碱用量提高,双氧水分解率及白度均有所提高。在冷轧堆炼漂工艺中,因为是室温堆置,温度较低,所以烧碱是双氧水活化的主要因素之一,需要加入足够的量以保证双氧水在堆置时间内充分反应。通过提高烧碱用量的方式来增加白度(按堆置24 h计),白度增加1%所需要的烧碱平均量为1.17 g/L。
2.4 双氧水用量对双氧水分解率及白度的影响
固定平幅精炼剂DM-1346N用量10.0 g/L,堆置时间24 h,固体NaOH 用量15.0 g/L,不加双氧水活化剂DM-1430,双氧水用量从55.0 g/L 增加到115.0 g/L,探讨双氧水用量对双氧水分解率及白度的影响,结果见表5及图3。

表5 双氧水用量对双氧水分解率及白度的影响

图3 双氧水用量对双氧水分解率及白度的影响
由表5及图3可知,双氧水用量提高,双氧水分解率下降,白度提升。因为冷轧堆工艺多是布车堆置,为了提升白度同时减少层差,通常双氧水用量均很高,根据染色要求,常控制在60.0~100.0 g/L,甚至120 g/L或更高。通过提高双氧水用量的方式来增加白度(按堆置24 h 计),白度增加1%所需要的30%H2O2平均量为8.77 g/L。
2.5 双氧水活化剂DM-1430用量对双氧水分解率及白度的影响
固定平幅精炼剂DM-1346N用量10.0 g/L,堆置时间24 h,固体NaOH 用量15.0 g/L,30% H2O2用量80.0 g/L,双氧水活化剂DM-1430用量从0 g/L增至8.0 g/L,探讨双氧水活化剂DM-1430 用量对双氧水分解率及白度的影响,结果见表6及图4。

表6 双氧水活化剂用量对双氧水分解率及白度的影响

图4 双氧水活化剂用量对双氧水分解率及白度的影响
由表6 及图4 可知,在基础工艺配方中加入双氧水活化剂DM-1430,可以进一步提升双氧水分解率和白度。双氧水活化剂可以与双氧水发生反应,生成氧化还原电位更高的过氧羧酸,在低温条件下的漂白能力高于双氧水,所以加入双氧水活化剂后,双氧水分解率及白度均有所提高。通过使用双氧水活化剂的方式来增加白度(按堆置24 h 计),白度增加1%所需要的活化剂平均量为1.45 g/L。
3 结论
(1)通过单因素实验分析了棉针织冷轧堆炼漂过程中不同变量对双氧水分解率和白度的影响规律,结果表明:延长堆置时间及提高平幅精炼剂DM-1346N、烧碱、双氧水用量,均能提升织物白度,但是不同方式对双氧水有效利用率的影响不同。
(2)提高平幅精炼剂DM-1346N 用量是双氧水有效利用的最有效方式,其次是提高烧碱用量,再次是延长堆置时间,而通过提高双氧水用量来增加白度是最无效的一种方式。
(3)在配方中加入一定量的双氧水活化剂可以进一步提高双氧水的有效利用率和白度。
(4)在实际大生产过程中,由于种种因素的影响或制约,往往需要综合考虑各种因素。
猜你喜欢
氯碱工业(2022年1期)2022-11-26
信阳农林学院学报(2022年2期)2022-08-06
佛山陶瓷(2022年7期)2022-08-04
科教新报(2021年27期)2021-08-26
纺织高校基础科学学报(2021年2期)2021-07-13
农产品加工(2021年8期)2021-05-20
佛山陶瓷(2020年4期)2020-05-15
青少年科技博览(中学版)(2015年4期)2015-07-18
中学生数理化·高一版(2008年1期)2008-11-15
