
棉/天丝交织物的免烫性能
2020-06-04 09:44吕文泉曲志强
染整技术 2020年5期
吕文泉,曲志强,李 鑫
(鲁泰纺织股份有限公司,山东淄博 255100)
天丝纤维是一种人造纤维素纤维,其生产过程环保无污染,并具有优良的性能,广受关注。天丝纤维拥有独特的柔软光滑手感,经原纤化后拥有桃皮绒的质感,在与棉交织时有优良的耐碱性,可丝光,同时还拥有优良的水洗尺寸稳定性;但是棉/天丝交织物应用于服饰面料易起皱,影响美观度。因此需要对棉/天丝交织物进行免烫整理,以增强其抗皱性和形态稳定性。本研究通过正交实验对影响棉/天丝交织物免烫效果的因素进行了讨论[1-2]。
1 实验
1.1 材料及仪器
材料:棉/天丝交织物(经向纯棉50s,纬向天丝50s,经纱密度51根/cm,纬纱密度32根/cm);免烫树脂CRE、树脂催化剂CT-C(淄博鲁瑞精细化工有限公司)。仪器:强力机(南通宏大实验仪器有限公司),YG(B)541B织物折皱回复弹性仪。
1.2 工艺流程
前处理→免烫整理(二浸二轧,轧余率70%)→焙烘(150~180 ℃,2~5 min)。
1.3 正交实验设计
本实验为3 水平4 因素正交实验,实验因素水平见表1。
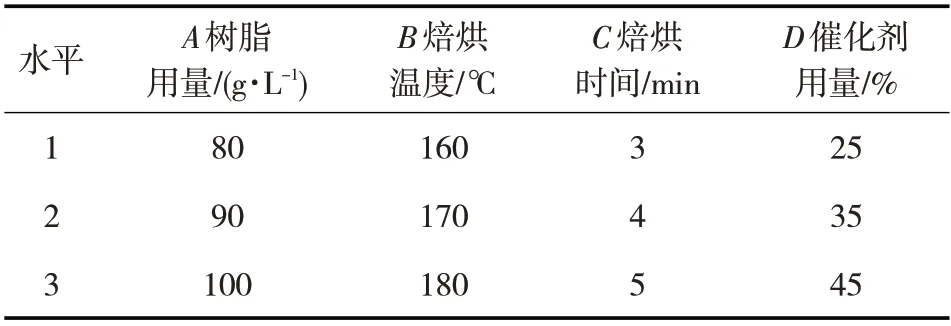
表1 正交实验因素水平表
影响棉/天丝交织物免烫效果的因素主要有树脂用量、催化剂用量、焙烘温度、焙烘时间。对各因素的实验范围进行确定:树脂CR-E 用量80~100 g/L,催化剂用量25%~45%(对树脂质量),焙烘温度160~180 ℃,焙烘时间3~5 min。
1.4 测试
1.4.1 折皱回复角
根据GB/T 3819—1997《纺织品织物折痕回复性的测定回复角法》进行测定。
1.4.2 断裂强力
根据GB/T 3923.1—2013《纺织品织物拉伸性能第1部分:断裂强力和断裂伸长率的测定(条样法)》进行测试(要求断裂强力在200 N以上)。
2 结果与讨论
2.1 正交实验
将表1 中各因素对应的水平值填入正交表,完成9组实验,结果见表2。
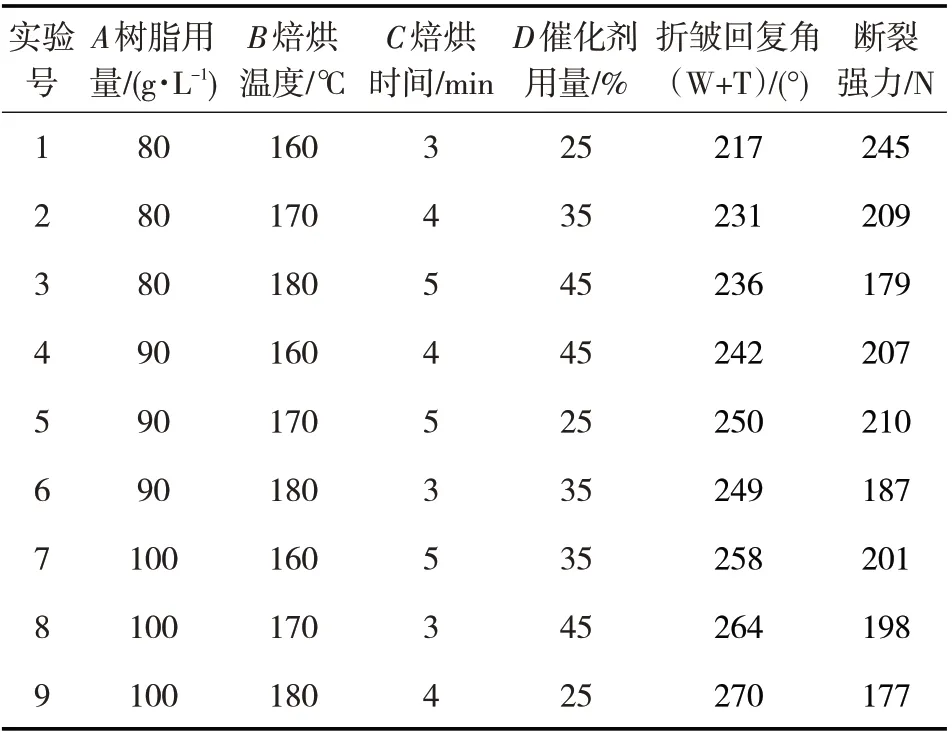
表2 正交实验数据表
根据表2数据计算出各因素在各水平的折皱回复角和断裂强力,并计算4因素水平极差值,结果见表3。
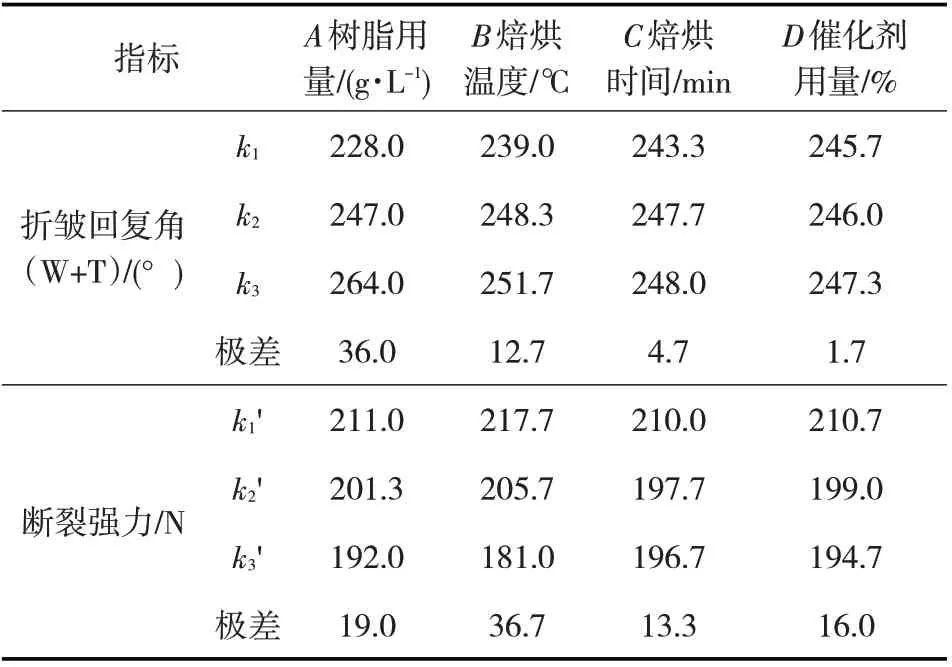
表3 实验数据处理表
2.2 各因素对棉/天丝交织物性能的影响
2.2.1 树脂用量
由表3可知,随着树脂用量的增加,树脂与纤维间的共价交联程度增大,织物的折皱回复角增大,但共价交联限制了纤维素单元的相对移动,应力相对集中,导致织物断裂强力呈现下降趋势[3]。
2.2.2 焙烘温度
由表3可知,随着焙烘温度的升高,树脂与纤维之间的交联反应更加充分,树脂更容易在纤维表面成膜,织物的折皱回复角变大,但断裂强力明显下降[4]。在催化剂的作用下,树脂与纤维之间的反应在高温条件下进行,当温度过低时,树脂与纤维反应不充分;当温度过高时会对纤维产生不可逆的损伤。因此要合理选择焙烘温度。
2.2.3 焙烘时间
由表3可知,随着焙烘时间的延长,织物的折皱回复角逐渐增大,这是由于延长焙烘时间,树脂与纤维之间的交联更加充分,但长时间处于高温环境,纤维结构受到破坏,导致断裂强力下降。
2.2.4 催化剂用量
催化剂用量对树脂的利用率有直接影响。由表3可知,棉/天丝交织物的折皱回复角随着催化剂用量的增加呈现增大的趋势,这是由于在催化剂的作用下,树脂与纤维之间的反应性提高,二者之间发生共价交联,折皱回复角提高,但催化剂中的酸性物质会造成纤维素的断裂强力损失[5]。
2.3 因素显著性影响分析
利用极差法对实验结果进行分析,由表3可知,影响棉/天丝交织物折皱回复性能的因素从大到小依次为树脂用量、焙烘温度、焙烘时间、催化剂用量;影响棉/天丝交织物断裂强力的因素从大到小依次为焙烘温度、树脂用量、催化剂用量、焙烘时间。
3 结论
(1)在棉/天丝交织物的免烫整理中,对织物折皱回复性能产生影响的因素显著性顺序依次为树脂用量、焙烘温度、焙烘时间、催化剂用量。在实际生产中,要根据面料的组织规格、天丝含量合理地制定树脂和催化剂用量,同时焙烘条件的优化也十分必要。
(2)综合织物的折皱回复性能和断裂强力,棉/天丝交织物免烫整理优化工艺为:树脂CR-E用量90 g/L,催化剂CT-C用量35%(对树脂质量),170 ℃焙烘3 min。
猜你喜欢
美食(2022年2期)2022-04-19
纺织服装周刊(2022年10期)2022-03-24
纺织服装周刊(2022年10期)2022-03-24
乐器(2022年1期)2022-01-19
纺织科学研究(2021年5期)2021-12-02
纺织科学研究(2021年6期)2021-07-15
纺织检测与标准(2021年3期)2021-07-06
女报(2019年3期)2019-09-10
家庭影院技术(2019年4期)2019-04-17
华人时刊(2016年17期)2016-04-05
