
复杂腔体铸造成形预测及工艺方法研究
2020-06-22 06:39吕云琪马运安何亚峰
机械设计与制造工程 2020年5期
吕云琪,马运安,何亚峰
(1.溧阳市万盛铸造有限公司,江苏 溧阳 213353) (2.常州工学院航空与机械工程学院,江苏 常州 213032)
近年来,随着高铁技术的发展,薄壁、复杂、整体、精密铸件制造已成为高铁制动系统零部件制造技术的发展趋势,这类铸件结构性好、可靠性高、质量小、加工成本低,但是铸件的质量要求高,不能有夹渣、气孔、缩松、裂纹等铸造缺陷。传统观念认为铸钢件更能满足高铁系统中复杂的受力环境对机械性能的要求,而随着球墨铸铁技术的发展与成熟,球墨铸铁的机械性能完全可以承受这种复杂受力环境。球墨铸铁在成本和生产工艺上比铸钢件具有更加可观的经济性,因此工程机械上球墨铸铁件的应用越来越多,其在高铁制动系统零部件上的应用前景也越来越广泛。卫东海等[1]开展了轨道交通用QT400—18LT球墨铸铁件性能研究,结果表明采用小颈保温冒口和保温覆盖剂可加强补缩效果,有效消除了铸件的缩孔、缩松缺陷。王金国等[2]采用有限元分析法模拟了碳当量元素对亚共晶球墨铸铁流动性的影响,结果表明对亚共晶球墨铸铁试样进行增碳或增硅处理后,螺旋试样流股末端的晶粒得到细化,试样流动性得到提高。然而,由于受到各种因素的影响,采用球墨铸铁铸造时仍会产生一些缺陷,研究者通过数值模拟或者工艺措施及时发现了这些问题,提高了铸件的合格率。梁作俭等[3]建立了模拟铁型覆砂球墨铸铁件铸造凝固过程的数学模型,采用动态膨胀收缩法预测球墨铸铁件的收缩缺陷,对球墨铸铁四缸曲轴新产品进行了模拟计算,结果表明:数值模拟和工艺优化有助于提高铁型覆砂球墨铸铁件质量,并降低成本。胡波等[4]采用EKK CAPCAST数值模拟软件对球墨铸铁曲轴铸造过程进行了计算,预测了曲轴铸造充型与凝固过程中可能产生的缺陷,结果发现在第四主轴颈内出现裂缝,这主要是由于凝固时间不同步造成的[4]。
本文以高铁制动系统复杂腔体为研究对象,采用Anycasting软件对复杂腔体铸造冒口设计进行分析,对复杂腔体铸造成形过程进行预测,并根据预测结果对复杂腔体工艺进行改进,得到了质量较好的复杂腔体铸造件。
1 复杂腔体模型
复杂腔体为高铁制动系统重要的壳体零件,如图1所示,轮廓尺寸为380 mm×378 mm×220 mm,最小壁厚4.5 mm,最大壁厚53.8 mm,铸件质量25.2 kg。复杂腔体铸件主体结构较为复杂,方形腔室和L形筋板存在多处30.0~53.8 mm的厚大热节,且各热节部位互相分割,给设置和清理补缩冒口增加了很大的难度。因而,采用覆膜砂壳型工艺制作生产壳芯,并用树脂砂将合好的砂壳进行包裹,以保证尺寸的稳定。
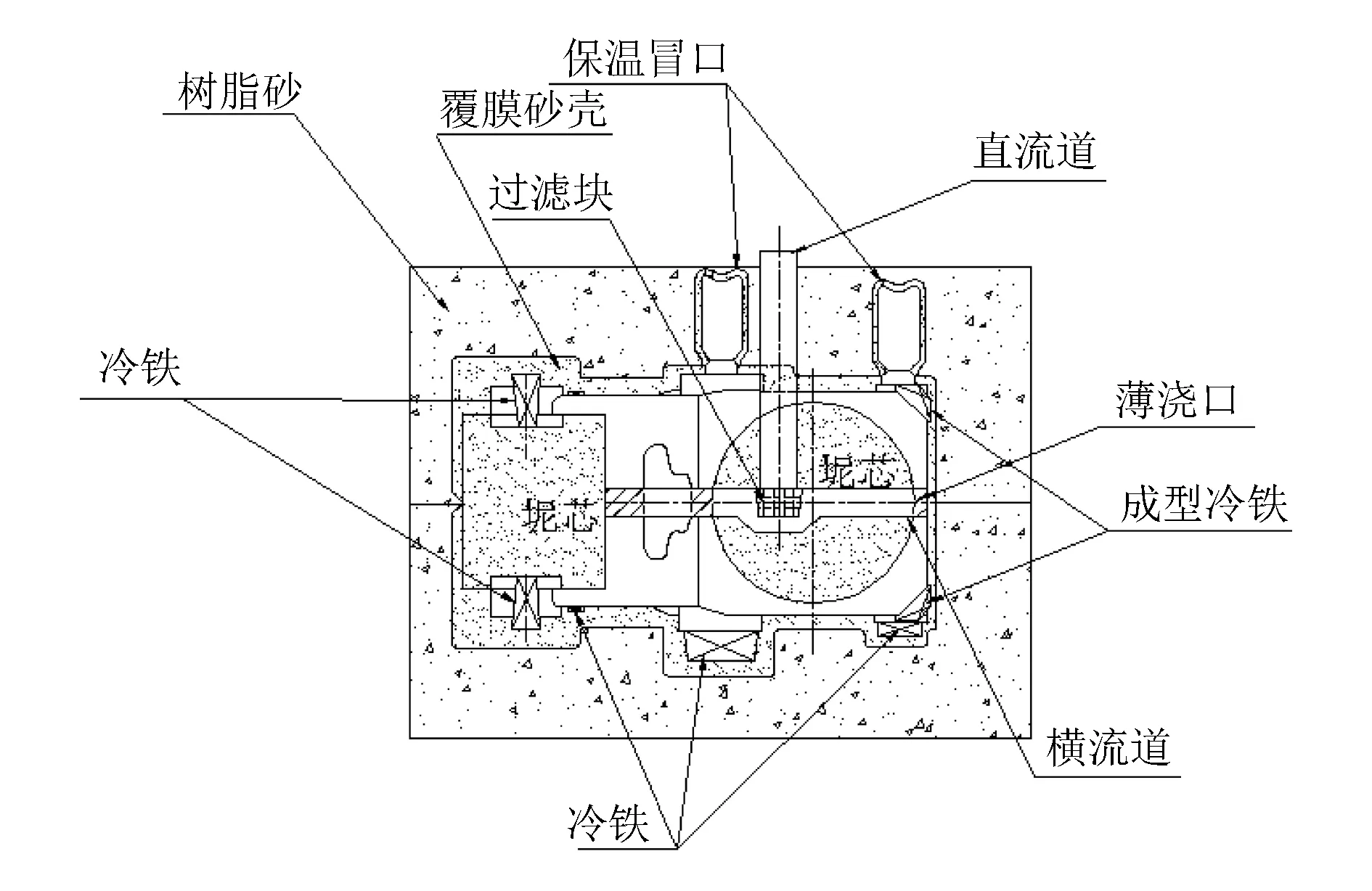
图1 高铁制动系统复杂腔体示意
2 复杂腔体浇注系统建模
考虑到高铁制动系统复杂腔体最大壁厚和最小壁厚相差49.3 mm,壁厚变化比较大,热节点较多,容易产生缩松、缩孔缺陷,因而在复杂腔体铸造设计时分别采用普通冒口和保温冒口(如图2所示),并对两者进行数值模拟,从而判断复杂腔体铸造成形状况。
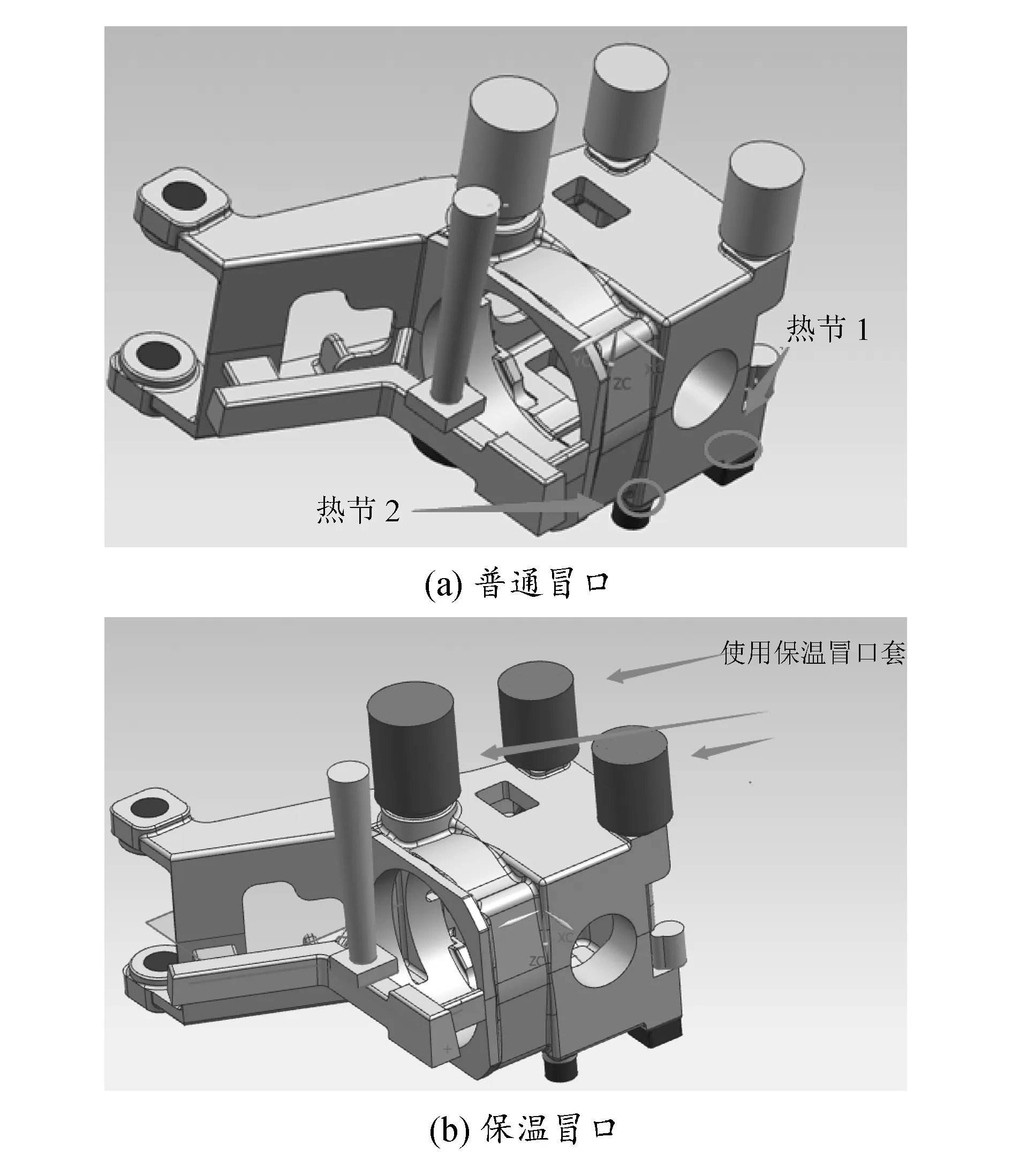
图2 复杂腔体铸造冒口
3 复杂腔体铸造数值模拟
根据高铁制动系统复杂腔体普通冒口和保温冒口设计情况,采用Anycasting软件开展复杂腔体铸造成形过程分析,从而预测和判断复杂腔体缺陷位置。
3.1 缩孔分布
分别采用普通冒口和保温冒口的复杂腔体铸造缩孔分布如图3所示。由图可以看出,采用普通冒口时,复杂腔体铸件内部有大的缩孔发生,大型缩孔主要集中在冒口与流道中;采用保温冒口时,铸件内部无缩孔发生。
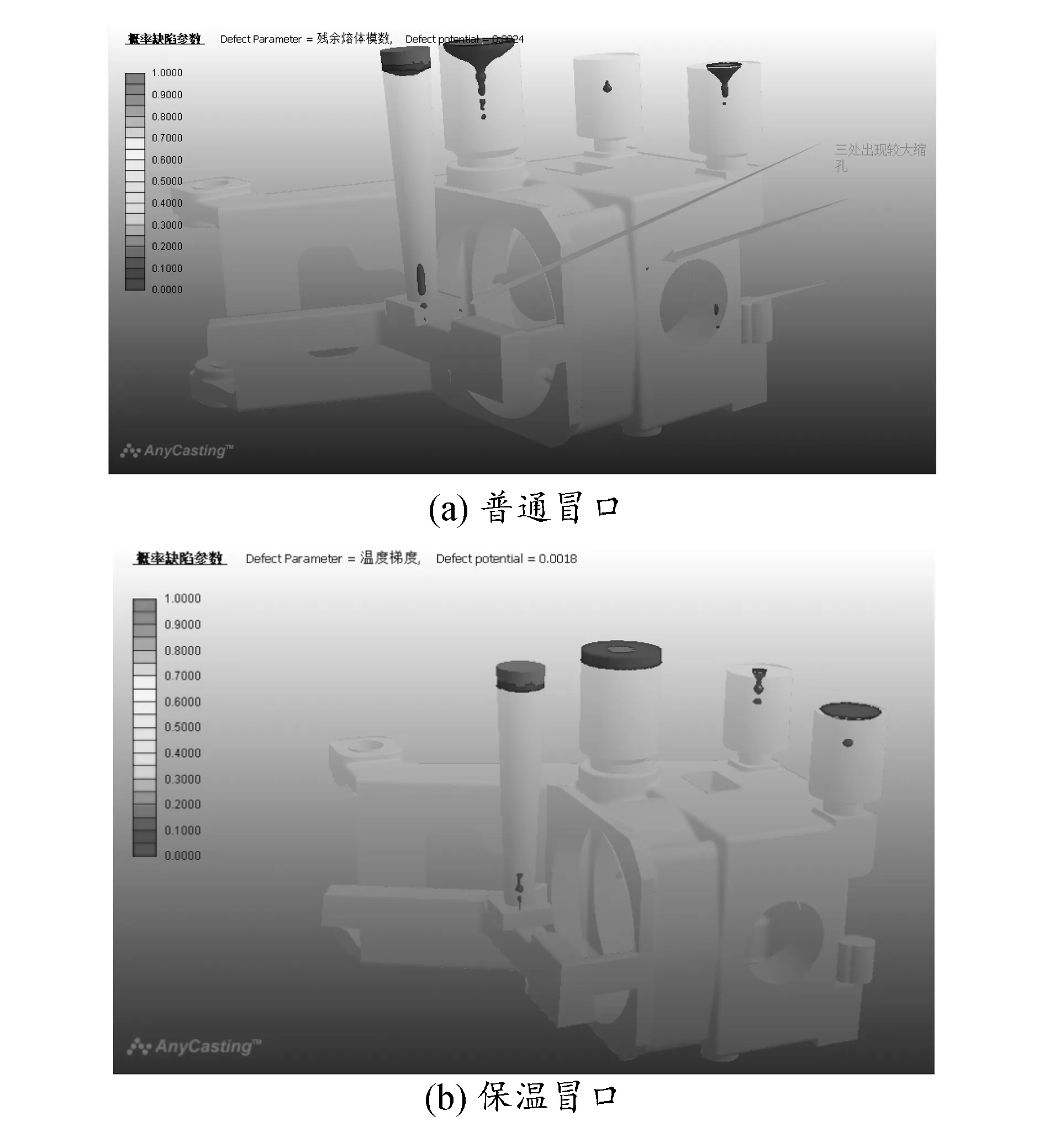
图3 复杂腔体铸造缩孔分布
3.2 缩松分布
分别采用普通冒口和保温冒口的复杂腔体铸造缩松分布如图4所示。由图可以看出,使用普通冒口时,由于铸件内部型腔复杂,冒口补缩效果较差,因此缩松区域较多;使用保温冒口可延缓冒口冷却时间,铸件基本实现顺序凝固,冒口补缩效率高,铸件内部缩松缺陷明显减少。

图4 复杂腔体铸造缩松分布
由于保温冒口的蓄热能力比普通冒口强,因此冒口内铁液凝固时间长,从而改变了复杂腔体的凝固场,延长了冒口铁液补缩时间,提高了冒口对铸件的补缩效率,进而保证了铸件的致密性。
4 高铁制动系统复杂腔体铸造工艺改进
4.1 无冷铁对复杂腔体铸造缩松影响
为了掌握无冷铁时复杂腔体铸造的缺陷程度,采用无冷铁时的复杂腔体浇注的铸件研究其补缩效果,如图5所示。由图可以看出,无冷铁时复杂腔体在热节位置缩松明显。

图5 无冷铁时铸件热节部位产生的缩松
4.2 无冷铁对复杂腔体铸造金相组织影响
采用无冷铁时浇注的复杂腔体金相组织如图6所示。由图可以看出,从热节部位取金相试块观察金相组织,微观组织球化率为85%,珠光体含量为45%。
4.3 冷铁厚度对复杂腔体铸造影响
从无冷铁时的复杂腔体热节部位金相组织可以看出,复杂腔体铸件出现了较大的缩松缺陷,为了避免和消除缺陷,本文针对缩松部位采用外冷铁激冷的工艺消除缩松。为验证冷铁对球化率、珠光体含量等微观组织产生的影响,分别采用10,12,14 mm等不同厚度的冷铁进行激冷,从冷铁上方铸件本体位置取金相进行分析,以研究外冷铁对复杂腔体铸造质量的影响。
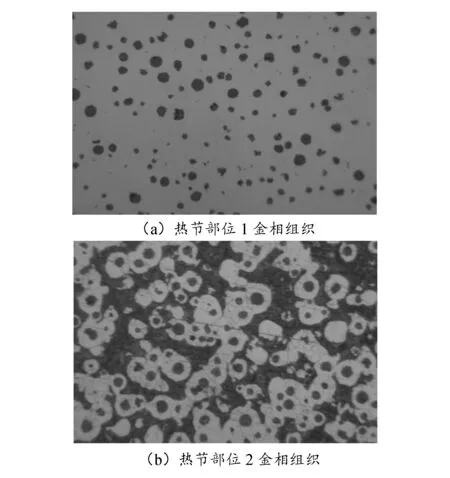
图6 无冷铁时热节部位取样金相组织
冷铁的作用是加快热节的冷却速度,减少成分的偏析。在冷却速度较快的条件下,铸铁中碳元素以渗碳体(Fe3C)碳化物形式存在,这在高铁列车制动系统中是绝不允许存在的,而合适的冷铁厚度可以避免渗碳体的产生,这点可通过试验来证明。
从图7、图8和图9可以看出,冷铁厚度的增加不会影响球化效果,从而改变球化率。金相显示,冷铁厚度增加会导致铸件珠光体含量上升,产生白口趋势,因此冷铁过厚时会增加铸件的白口趋势和白口层深度。为保证无白口,选用薄冷铁控制缩松,这样既避免了铸件热节部位出现缩松,又避免了过度激冷导致的白口化。通过对比复杂腔体铸件金相组织,最终采用10 mm冷铁作为外冷铁,从而保证了复杂腔体铸件的质量。

图7 不同厚度冷铁对复杂腔体渗碳体影响
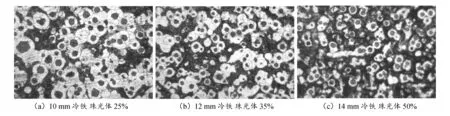
图8 不同厚度冷铁对复杂腔体珠光体影响
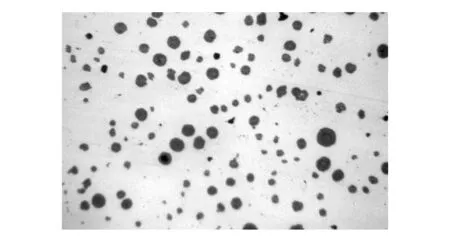
图9 3种厚度冷铁下球化率均为85%
5 结束语
本文对复杂腔体铸造成形过程进行了数值模拟,为预测复杂腔体铸造缺陷提供了理论依据。
设计的普通冒口和保温冒口缩孔、缩松计算结果表明,保温冒口有利于减少或消除铸造缺陷。
通过对比复杂腔体铸件金相组织可知,无冷铁时复杂腔体在热节位置缩松明显,有冷铁时复杂腔体缩松明显改善。研究发现,冷铁厚度的增加对球化率无明显影响,但冷铁过厚时会增加铸件的白口倾向,综合两者考虑,外冷铁厚度以10 mm为宜。
猜你喜欢
电镀与涂饰(2022年24期)2023-01-16
上海涂料(2021年5期)2022-01-15
装备制造技术(2020年3期)2020-12-25
装备制造技术(2020年3期)2020-12-25
装备制造技术(2020年1期)2020-12-25
汽车实用技术(2019年20期)2019-11-06
表面工程与再制造(2019年3期)2019-09-18
铸造设备与工艺(2017年6期)2018-01-28
中国铸造装备与技术(2017年6期)2018-01-22
中国舰船研究(2015年2期)2015-02-10
