
浅析雷公口电厂1号机组主轴弯曲修复方案
2020-06-27 05:27卢世贵
机电信息 2020年2期
关键词:轴线
摘 要:在雷公口电厂增效扩容改造过程中,1号机组转子主轴发生弯曲现象。通过对发动机主轴弯曲的原因进行分析探讨,提出了主轴返厂修复的具体方案,根据发电机联轴检测结果和试运行情况,证明了该修复方案的有效性。
关键词:发动机轴;弯曲;修复方案;轴线
1 概述
南平市建阳区雷公口电厂位于建阳区麻阳溪上游黄坑镇新历村附近,距建阳城区约53 km。坝址以上集雨面积101 km2,是一座以供水为主,结合防洪、灌溉、发电等综合作用的混合式开发的水电站。水库总库容为5 231万m3,具有年调节性能。电站装机容量2×6.5 MW,设计年发电量3 494万kWh。
2 发现问题
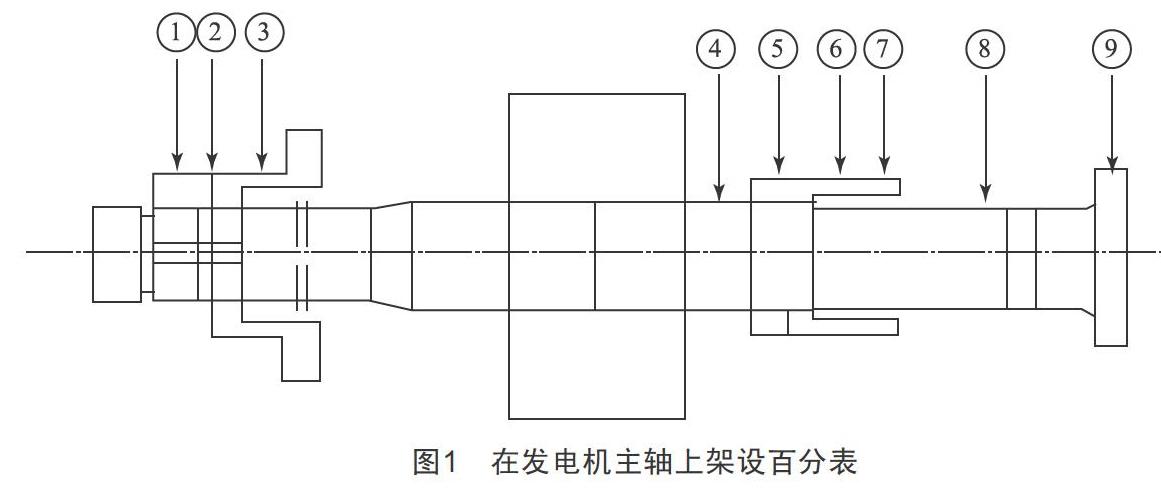
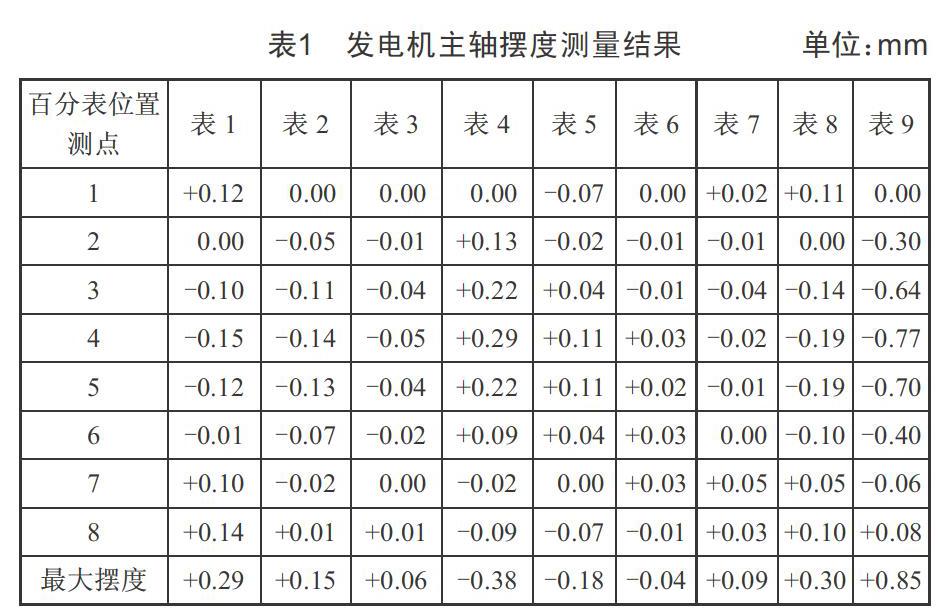
2018年雷公口电厂对两台机组进行了增效扩容改造。其中,雷公口1号发电机组在现场安装调试过程中发现转子轴系盘车数据异常,经过盘车检测,当发电机上轴承处轴颈最大摆度值为0.06 mm时,其相对摆度值为0.21 mm/m;下轴承处轴颈最大摆度值为0.02 mm时,其相对摆度值为0.009 mm/m;转子法兰处最大摆度值为0.92 mm时,其相对摆度值为0.26 mm/m,上轴承处轴颈及转子法兰处相对摆度值均超出了规定的允许值(0.02 mm/m)。据此判断主轴轴线弯曲。为了确定主轴的弯曲点,现场工作人员与制造厂家技术人员一起,在发电机主轴+Y方向从主轴顶端至法兰盘的距离采用分段垂直架设9块百分表盘车的方法,如图1所示,检测主轴的同心度,发电机主轴摆度测量结果如表1所示。
测量结果表明:主轴在第4点(即磁极的下端部位)发生了弯曲。
3 主轴修复
工作人员发现1号机发动机主轴存在弯曲问题后,业主及时召开施工、监理、制造厂家参加的专题讨论会,针对主轴弯曲问题,会上参建各方经过充分的讨论和分析,制定了两套方案:一是返厂更换发电机主轴;二是主轴返厂通过机械加工修复。因更换发电机主轴从锻造毛胚到精细加工是一个较复杂、费时、费工、消耗财力的系统工程,且该项目工期紧,按计划在汛期来临前需安装安成并投产发电。因此,最后决定主轴返厂修复。
3.1 原因分析
3.1.1 发动机主轴产生弯曲的原因
(1)发电机轴长4.275 m,重21 t,出厂时转子支架采用三点托架支撑方式,可能因转子支架在托架支撑点部位水平调整不当,经过上千公里的长途运输,大轴产生弯曲变形。
(2)发电机轴毛坯调质中,物件在室温时会有较长时间的内应力释放或者高温时短时间内残留应力释放的过程。因此,由于残留应力的存在,产生大轴翘曲或变形问题。
(3)转子支架与大轴为0.40 mm过盈配合,在热套工艺完成后,物体由于外因(受力、湿度、温度变化等)而发生变形,造成大轴弯曲。
3.1.2 原因认定
通过对盘车数据分布的精确分析,结合热套成熟工艺,制造厂家认为产生变形的原因如下:电机轴和水机轴在热套前经过了同调,因此电机轴在热套前确认不存在应力变形。电机轴是在热套后才发生了变形。从盘车数据分布图可看出,如果磁扼热套前的两个孔轴线不同心甚至有交叉,则热套后电机轴将产生与磁扼两孔一致的随型变形,即热套后电机轴两端的轴线度是由磁扼两内孔的轴线度决定的。但是,磁扼孔是在铿床上一次装夹完成加工,两孔的同心度满足图纸设计要求。车磁扼外圆时是以此孔为基准,如孔有問题将会被发现。根据数据分布图及热套经验,认为变形发生在热套环节。因热套工艺采用轴套孔方式,即将磁轮在加热炉中加热到适宜温度后,将其移到机坑重轨上,然后将大轴从上插入磁扼孔中,如果磁扼在冷却过程中收缩不均匀,则将导致轴发生偏斜。上端轴芯和下端轴芯出了磁扼后,虽然不同心且有交叉,但各自依然是直线,可推测与外力无关;相对于其他表面,磁扼冷却速度最快发生在底部,且热套时间在1月初,当时平均气温为3 ℃(环境温度低且散热快),又由于机坑靠近车间侧门(距离约8 m)附近,当时侧门虽关闭但有漏风,所以冷却速度最快发生在面向大门一侧磁扼外表面上。两种因素综合作用使上轴端保持垂直(该面磁扼孔最先完成收缩),使下端轴发生偏斜(该面磁扼孔最后完成收缩),造成主轴弯曲。
3.2 发电机主轴处理修复方案
根据主轴变形情况,制定了以下处理方案:
3.2.1 修复目标
(1)推力头外圆,滑转子外圆,法兰外圆同心度达到要求;
(2)法兰端面跳动符合要求。
3.2.2 处理方案
(1)在法兰端配反闷头,要求闷头与法兰外圆过盈0.03 mm;
(2)夹集电环外圆,顶法兰闷头,校正推力头外圆;
(3)初步检查各个主要档的外圆跳动,记录并和原来数据比较;
(4)必要时在出线斜孔外搭中心架,防止转速提高时影响加工精度;
(5)半精车滑转子外圆;
(6)滑转子外圆搭中心架,去法兰闷头,铣法兰平面;
(7)回套法兰闷头,修中心孔,复查半精车滑转子外圆,检查并记录数据:
(8)滑转子密封外圆架中心架,法兰、滑转子、推力头各档外圆精车到位;
(9)与1号机水机轴联轴同调;
(10)对磁扼磁极面及T型槽面进行修正;
(11)磁极挂装及测试。
3.3 联轴检测
联轴是指将发电机轴与水轮机通过法兰盘联接,其目的是在出厂前校验大轴轴线是否符合设计规范要求,为慎重起见,质检人员对发电机轴加工过的表面进行同车轴度及平面度检测,其检测数据符合设计要求。
(1)将水轮机轴与发电机轴用螺栓连接。
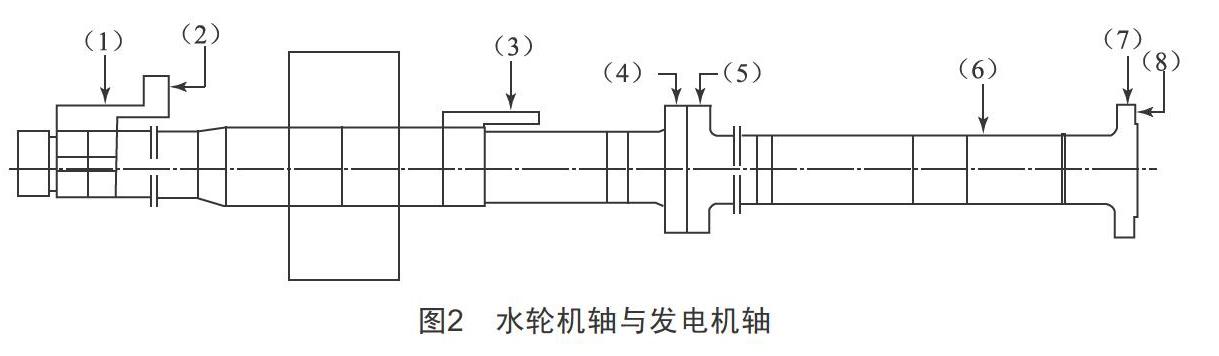
(2)连轴后上20 m卧式车床,一端用卡盘卡住,另一端上顶尖,中间用一个托辊支持,调整到位后,用百分表开始测量摆度值,如图2所示,测量结果如表2所示。
测量结果表明:发电轴和水轮机轴的轴线符合设计规范要求。
至此,发电机主轴弯曲修复工作完成,发往雷公口电厂安装,并进行了试运行,试运行期间,机组振动正常,温升正常。到现在为止,1号水轮发电机组已连续安全平稳运行12个月。
4 结语
针对发电机主轴弯曲的情况,设备生产厂家应该加强工艺控制和检验,在今后的设备制造中,不断探索新工艺,加强工艺管理和制造水平,提高设备整体质量。本文所介绍的处理方案并没有消除发电机轴弯曲缺陷,只是解决了发电机与水轮机轴同心度问题,满足了水轮发电机组联轴轴线调直的要求。后续通过转子动平衡试验,发电机完成72 h试运行,1号机组各项运行参数满足设计要求,机组运行稳定,实现了机组设备消缺的目的。
[参考文献]
[1] 高志清.水轮发电机组主轴弯曲的探讨[J].小水电,1997(1):34-35.
收稿日期:2019-12-20
作者简介:卢世贵(1976—),男,福建建阳人,工程师,从事水电站机电设备运行与管理工作。
猜你喜欢
文学教育·中旬版(2019年1期)2019-02-17
智富时代(2018年11期)2018-01-15
智富时代(2018年11期)2018-01-15
科学与财富(2017年29期)2017-12-20
科技与创新(2015年1期)2015-02-04
现代农业研究(2014年10期)2014-10-21
教育教学论坛(2014年16期)2014-09-01
电影文学(2009年18期)2009-12-15
大家(2009年11期)2009-09-29
