涤纶/玻璃纤维针刺热压复合板材的制备及性能研究
2020-07-15 05:31杨煦,王洪
纺织科学与工程学报 2020年2期
杨 煦,王 洪
(东华大学纺织面料技术教育部重点实验室,上海201620)
0 引言
在钢铁、水泥、煤炭等高污染企业中,袋式除尘器是应用最多、最成熟的除尘设备,而随着袋式除尘器的广泛应用,也会产生大量破损、废旧滤袋,由于这些滤袋多数是化纤制造,在自然界中难以降解[1]。目前对废旧滤袋的处置方法中,填埋会占用大量土地资源,如若处理不当,废旧滤袋中的重金属杂质会污染土壤、地下水体;焚烧虽能实现能源回收,但会造成大气污染、资源浪费[2]。将废旧滤袋深度清洗,重新回炉熔化、拉丝制成纤维循环使用是最佳回收方法,但此方法回收成本高,不适合于多种纤维混纺滤袋[3]。除此之外,将废旧滤袋打散、开松成短纤维,然后对短纤维进行利用,如进行压制成初级建材也是目前一种有效回收方式。王洪等[4]、吴一峰[5]在相关专利中,采用非织造成网方式将短纤维与低熔点纤维均匀混合,经过热压制成具有较优强度的复合板材。在再生纤维热压成型制得复合板材的相关研究中,张一凤等[6]将涤纶和丙纶混合制得针刺纤维复合毡,然后热压制得涤纶为增强体,丙纶为基体的纤维增强复合板材。杜兆芳等[7]使用黄麻和丙纶纤维热压制得黄麻增强聚丙烯复合板材。在这些研究中,复合板材的拉伸性能、弯曲性能比较小,同时由于PP(丙纶)树脂光、热性能、低温冲击性能较差,如果用于承重、支撑建材则达不到使用要求。因此可考虑采用性能更优的PET(涤纶)树脂作为热压复合板材的基体树脂材料,但PET树脂单独使用时存在脆性大的缺陷,一般使用玻璃纤维作为增强体。姜润喜等[8]研究了注塑成型中玻璃纤维的含量对PET复合材料的影响,当玻纤含量为50%时,材料的弯曲性能约增加138%,拉伸强度约增加122%,玻璃纤维的加入对PET复合材料力学性能的影响非常显著,而且根据Chang等[9]的研究,玻璃纤维还会对PET的结晶产生应变诱导作用,促进了结晶。因此,本实验将涤纶短纤维与玻璃纤维通过针刺复合成非织造布,然后通过热压得到复合板材。
力学性能是板材最重要的性能之一,通常用弯曲强度、拉伸强度、冲击强度来衡量它。因此,本实验通过控制热压压力、温度和时间,制备出涤纶/玻璃纤维针刺复合板材,分别测试其弯曲强度、拉伸强度、冲击强度,并以XRD测试分析PET结晶结构,最终探究出复合板材的最优热压工艺参数。
1 实验材料及方法
1.1 原材料
涤纶/玻璃纤维针刺布由浙江得威德环保科技股份有限公司提供,克重650g/m2,玻璃纤维质量分数40%,生产流程见图1。图2为针刺布结构示意图。

图1 涤纶/玻璃纤维针刺布生产工艺流程
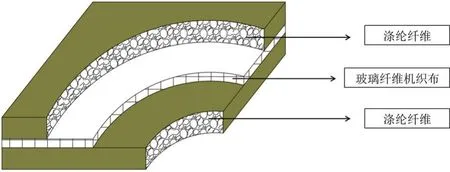
图2 涤纶/玻璃纤维针刺布结构示意图
1.2 涤纶/玻璃纤维针刺复合板材的制备
将涤纶/玻璃纤维针刺布裁剪为15cm×15cm规格,依次铺叠7层放入钢板模具中,上下分别覆盖聚酰亚胺薄膜纸、平整钢板,如图3所示。在平板硫化机上25℃、3MPa压力下加压-卸压以排除气泡,接着分别以表1的热压压力、热压温度、热压时间等工艺参数热压成形,以探究最优热压工艺参数。

图3 热压成型模具示意图

表1 热压工艺参数
1.3 测试与表征
采用美国Perkin-Elmer股份有限公司生产的DSC 4000型差示扫描量热分析仪,扫描温度范围30℃~300℃,扫描速度为10℃ /min。
采用深圳兰博三思材料检测有限公司生产的LD26.305型万能材料试验机按标准GB/T 1447-2005纤维增强塑料拉伸性能试验方法测试涤纶/玻璃纤维针刺复合板材矩形试样的拉伸强度,试样长度为150mm,宽度为15mm,厚度为3mm,夹具间距离为102mm,测试速度为10mm/min。
按标准GB/T 1449-2005纤维增强塑料弯曲性能试验方法测试涤纶/玻璃纤维针刺复合板材矩形试样的弯曲强度,试样长度为150mm,宽度为25mm,厚度为 3mm,跨距为 48mm,测试速度为10mm/min。
采用承德市聚缘检测设备制造有限公司生产的XJJD-50摆锤式冲击试验机按标准GB/T 1451-2005纤维增强塑料简支梁式冲击韧性试验方法测试矩形试样的缺口冲击强度,试样长度为120mm,宽度为10mm,厚度为3mm,冲击速度为2.9m/s,摆锤能量为2.75J。
采用日本Rigaku公司生产的D/majc-2550PC型转靶X射线衍射仪测定复合板材的衍射图谱,分析涤纶/玻璃纤维针刺复合板材中涤纶的结晶度和平均晶粒尺寸,测试角度为5°~60°,扫描速度为2°/min。
2 结果与讨论
2.1 热压温度范围
为了设定合理的模压温度,首先需要知道涤纶纤维的熔点,因此对所用涤纶纤维进行DSC分析。图4是涤纶纤维经过DSC热扫描得到的熔融曲线,从图4中可以看出,涤纶纤维的起始外延熔融温度为236.16℃,熔融峰值温度为250.05℃,因此为保证涤纶纤维有较好的熔融效果,起始热压温度选择为250℃。

图4 涤纶纤维的DSC曲线
2.2 涤纶/玻璃纤维针刺布叠层层数探究
本实验中,为控制复合板材的厚度一致,所选模具模腔深度为3mm,热压成型过程中,铺叠层数少,熔融的涤纶树脂不能充满模具模腔,铺叠层数过多,熔融的树脂溢出,因此控制合适的铺叠层数方可使得涤纶树脂熔融充满模腔而又不会发生溢出。实验中分别试验了针刺布铺叠4、6、7、8层,样品厚度对比情况如表2、图5所示,当铺叠4层、6层针刺布时,涤纶树脂熔融后不足以充满模腔,冷却成型过程中不能受到良好的压板模压,复合板材厚度不足3mm(模腔深度),侧表面凹凸不平;当铺叠7层、8层时,复合板材厚度为3mm,侧表面明显改善,然而铺叠8层针刺布时,熔融树脂溢出,如图6。故模压实验选择针刺布的铺叠层数为7层。
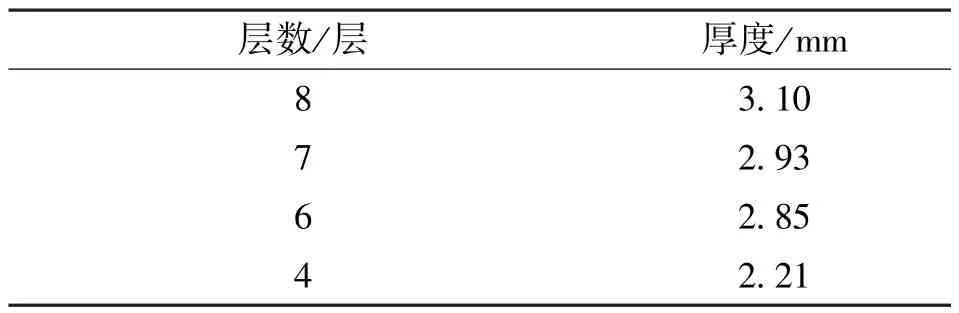
表2 不同铺叠层数涤纶/玻璃纤维针刺复合板材厚度

图5 不同铺叠层数复合板材厚度对比

图6 熔融树脂溢出
2.3 热压压力对涤纶/玻璃纤维针刺复合板材力学性能的影响
为了研究热压压力对板材性能的影响,在热压温度为260℃,热压时间为5min的实验条件下,采用不同的热压压力制得复合板材。图7为不同热压压力对涤纶/玻璃纤维针刺复合板材力学性能的影响规律,可以看出,热压压力由4MPa增加到10MPa时,复合板材的弯曲强度、拉伸强度和缺口冲击强度均呈现先升高后降低的趋势,在8MPa时达到最大。对于拉伸强度和缺口冲击强度,热压压力6MPa时略小于8MPa,差值小于2%。因此,若产品性能要求侧重于拉伸强度或缺口冲击强度,从降低成本的角度考虑,最佳热压压力可选择为6MPa,但本实验要综合考虑板材的弯曲强度为最优,故热压压力选择为8MPa。

图7 热压压力对涤纶/玻璃纤维针刺复合板材力学性能的影响
2.4 热压温度对涤纶/玻璃纤维针刺复合板材力学性能的影响
为了研究热压温度对板材性能的影响,在热压压力为8MPa,热压时间为5min的实验条件下,采用不同的热压温度制得复合板材。图8中,热压温度由250℃升高到280℃时,涤纶/玻璃纤维针刺复合板材的弯曲强度、拉伸强度、冲击强度总体呈现先升高后降低的趋势。在260℃时均达到峰值。这是因为随着热压温度增加,涤纶纤维逐渐熔融,260℃时全部熔融,在针刺布中流动性最强,使得玻璃纤维间形成良好的粘结效果,板材力学性能达到最好。但当温度继续升高到270℃以上时,部分涤纶纤维发生分解[10],从而降低了玻璃纤维间的粘结,力学性能随之降低。

图8 热压温度对涤纶/玻璃纤维针刺复合板材力学性能的影响
2.5 热压时间对涤纶/玻璃纤维针刺复合板材力学性能的影响
为了研究热压时间对板材性能的影响,在热压压力为8MPa,热压温度为260℃的实验条件下,采用不同的热压时间制得复合板材。图9中,随着热压时间由3min增加至15min时,复合板材的弯曲强度、拉伸强度、冲击强度都随着时间的增加呈现先增加后降低的趋势,当热压时间为5min时均达到峰值。这是由于热压时间的延长,有利于涤纶纤维充分熔融,同时有利于熔融聚酯的流动,在玻璃纤维间形成较多的粘结,从而使得力学性能提高。但是,当热压时间10min,与5min时相比,复合板材的弯曲强度下降约20%,拉伸强度下降约12%,冲击强度下降约32%,力学性能下降明显。这是由于随着熔融时间的延长,模具膜腔内热量积聚,高温热降解和热氧化降解加剧,使得聚酯相对分子量下降,低聚物含量增加,大大影响制品的力学性能[11]。K.Pang等[12]对这一现象的解释为聚酯大分子异裂,末端羟乙酯基热分解生成羧基和不稳定的中间产物,经进一步加成羟乙酯基或乙二醇形成醚键,使聚酯熔体持续明显降解。因此,成型过程中,要严格控制热压时间,时间过长将导致复合板材力学性能下降明显。
结合2.3、2.4所述,最优热压工艺参数:热压压力为 8MPa,热压温度为 260℃,热压时间为5min,此时复合板材的弯曲、拉伸、冲击强度分别为131.6MPa、93.7MPa、94.8kJ/m2,而一般 PET 板材弯曲强度约为80MPa,拉伸强度约为50MPa[13],本实验方式显著提高了PET板材的力学性能。

图9 热压时间对涤纶/玻璃纤维针刺复合板材力学性能的影响
2.6 涤纶/玻璃纤维针刺复合板材中PET的结晶性能
为了探究热压温度和时间对涤纶/玻璃纤维针刺复合板材力学性能的影响内因,测试不同热压温度和时间下所制得样品的结晶性能,图10(a)、图10(b)为不同热压温度和时间下复合板材的XRD图谱。可以看出,不同条件下制备的复合板材,PET基体具有相同的4个结晶衍射峰,其2θ分别为 16.46°、17.94°、23.02°、26.38°,衍射峰均呈弥散状,但260℃、5min时相对比较尖锐,表明此时的结晶效果较好。

图10 不同热压温度和时间下涤纶/玻璃纤维针刺复合板材的XRD图谱
表3、表4分别为不同热压温度和时间下复合板材的结晶度和平均晶粒尺寸。可以看出,热压温度为260℃、时间为5min时,板材的结晶度、晶粒尺寸均是最小,根据节2.4、2.5所述,此时的力学性能均是最好。在对复合板材的冲击强度影响上,结晶度越大,材料的脆性越大,因此当复合板材的结晶度最小时,聚合物的非晶区最大,受到冲击时,分子链的运动能力大,板材的冲击强度最大[14]。在对复合板材的弯曲强度、拉伸强度影响上,球晶结构相较于结晶度影响更大,晶粒尺寸越大,其内部缺陷越多,强度越差[15]。因此,在温度260℃、时间5min时,结晶度最低,晶粒尺寸最小,对应着此时复合板材的弯曲强度、拉伸强度最大。

表3 不同热压温度下涤纶/玻璃纤维针刺复合板材的结晶度和平均晶粒尺寸

表4 不同热压时间下涤纶/玻璃纤维针刺复合板材的结晶度和平均晶粒尺寸
3 结论
本实验通过控制热压压力、温度和时间,制备出涤纶/玻璃纤维针刺复合板材,对比分析其力学性能、结晶效果,得出如下结论:
(1)叠层热压成型工艺中,最优工艺参数:热压压力为8MPa,热压温度为260℃,热压时间为5min,热压时间过长将导致复合板材力学性能下降明显,对冲击强度影响最大。最优参数下复合板材弯曲强度为131.6MPa,拉伸强度为93.7MPa,冲击强度为94.8kJ/m2,而一般PET板材弯曲强度约为80MPa,拉伸强度约为50MPa。
(2)本论文研究结果可以为废旧纤维的回收利用提供参考,通过增加玻璃纤维机织布为增强体可显著提高板材的力学性能。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
制造技术与机床(2019年8期)2019-09-03
模具制造(2019年3期)2019-06-06
中国特种设备安全(2019年2期)2019-04-22
制造业自动化(2017年2期)2017-03-20
化纤与纺织技术(2015年1期)2015-12-26
合成技术及应用(2015年3期)2015-12-11
中国塑料(2015年7期)2015-10-14