
S271低合金钢堆焊镍基合金稀释率影响因素研究
2020-09-10 22:23黄卫东柏忠炼叶义海王建罗绪珍王飞潘晓东李红军
电焊机 2020年6期
关键词:焊接工艺
黄卫东 柏忠炼 叶义海 王建 罗绪珍 王飞 潘晓东 李红军







摘要:针对核电站用S271低合金钢上堆焊690镍基合金,研究焊接速度、送丝速度和焊接电流对单层单道焊稀释率的影响。结果表明,焊缝稀释率与其均有关。当焊接电流与焊接速度一定时,稀释率随送丝速度增大而降低;当焊接电流和送丝速度一定时,稀释率随焊接速度的增加而增加;当焊接速度和送丝速度一定时,稀释率随焊接电流的增大而增大。但是在热输入一定和焊接电流电压保持不变的情况下,改变送丝速度与焊接速度几乎不影响焊缝稀释率。
关键词:堆焊;稀释率;低合金钢;镍基合金;焊接工艺
0 前言
核级S271低合金钢是在18MnMoNb基础上增加0.6%~0.9%的Ni制备而成,其基本成分与SA508-3钢类似,主要作为压水堆核电厂压力容器用材料,如蒸汽发生器壳体、稳压器底部下封头[1-2]。S271低合金钢长期处于高温、高压、辐照环境中以及一回路腐蚀介质中,极易在焊缝处发生腐蚀泄露[3]。根据国内外核电厂运维经验,针对S271低合金钢部件焊后热处理困难的问题,主要通过回火堆焊的维修方式在原密封焊缝处堆焊一层耐蚀性更强的镍基合金予以修复[4-5]。
采用室温回火焊道焊接方法,参照美国ASME CodeCase卷的技术要求,考虑到焊缝的耐腐蚀性能,在低合金钢堆焊镍基合金时,若将第一层焊道作为设计层厚度,则堆焊首层Cr元素含量应至少大于24%,否则第一层不计入堆焊结构计算厚度。一方面核电厂的管道、容器密布,维修空间受限,堆焊层厚度受到严格控制;另一方面基于降低停堆维修时间,提高电站经济效益,堆焊首层稀释率是一个关键工艺控制指标。
文中旨在研究焊缝稀释率的影响因素,以保证低合金钢上堆焊镍基合金关键元素满足ASME标准要求,为核电厂焊接工艺的制定奠定基础。
1 试验材料和方法
1.1 试验材料
试验母材为核级S271低合金钢,组织为调质态粒状贝氏体,尺寸为φ110 mm×300 mm的棒材,化学成分如表1所示。焊材为φ1.0 mm的ERNiCrFe-7A镍基合金焊丝,化学成分如表2所示。
1.2 试验方法
在S271低合金钢上堆焊镍基合金,堆焊焊材为ERNiCrFe-7A镍基焊丝,焊接方法为GTAW,焊接位置为6G。焊接试验参数如表3所示,送丝速度变化设置为5组,从900 mm/min到1 300 mm/min依次递增;焊接速度变化设置为6组,从90 mm/min到190 mm/min依次递增;焊接电流变化设计为5组。分别研究送丝速度、焊接速度、焊接电流对单道焊稀释率的影响规律。
1.3 分析方法
稀释率δ是指焊缝截面积中母材熔入的面积与整个焊缝截面积的百分比,如图1所示
试验采用金相法分析计算稀释率δ。
2 结果与讨论
2.1 送丝速度的影响
不同送丝速度下测量的焊缝形貌参数如图2所示,截面金相如图3所示。由图可知,当焊接速度和焊接电流不变时,送丝速度为900 mm/min,稀释率为0.43;送丝速度为1 300 mm/min,稀释率最小,为0.32。随着送丝速度的增加,焊缝熔宽和熔深几乎不变,焊缝余高缓慢增加,而熔敷区面积变化较大。这是因为焊接电参数不变时,仅增加送丝速度,在相同焊接热输入下母材区域熔化减少,减小了熔合区面积;而熔敷区面积随送丝速度增加而增加,且增加幅度较大。因此,当焊接电流和焊接速度保持不变时,稀释率随送丝速度的增加而降低。
2.2 焊接速度的影响
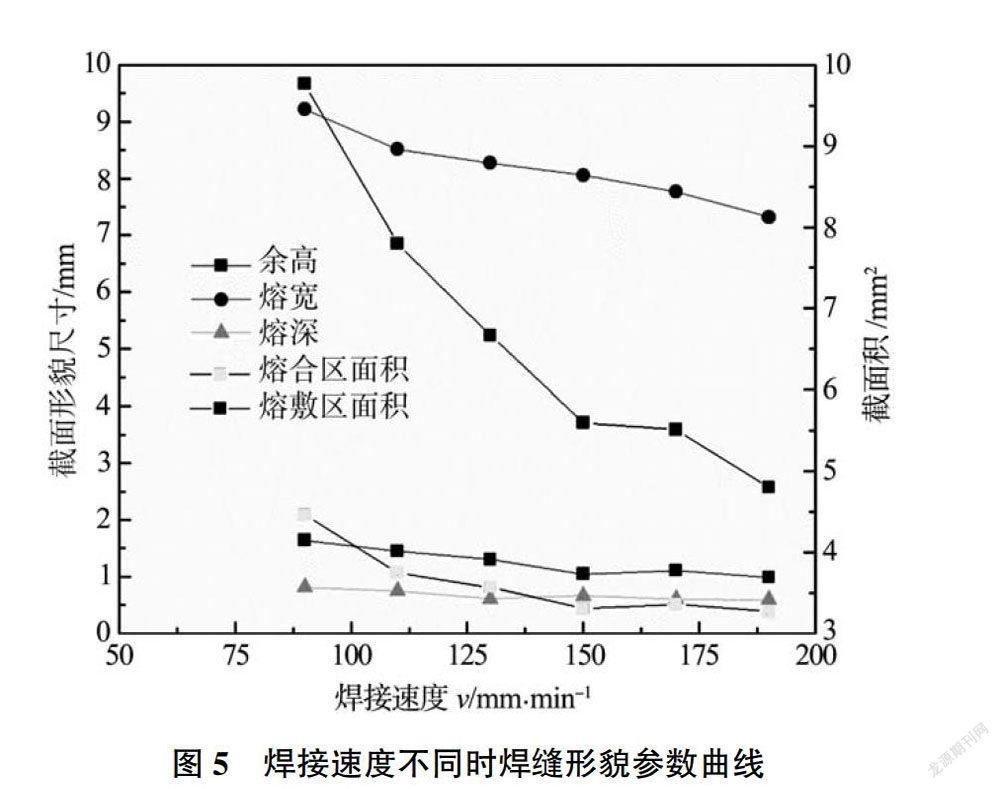
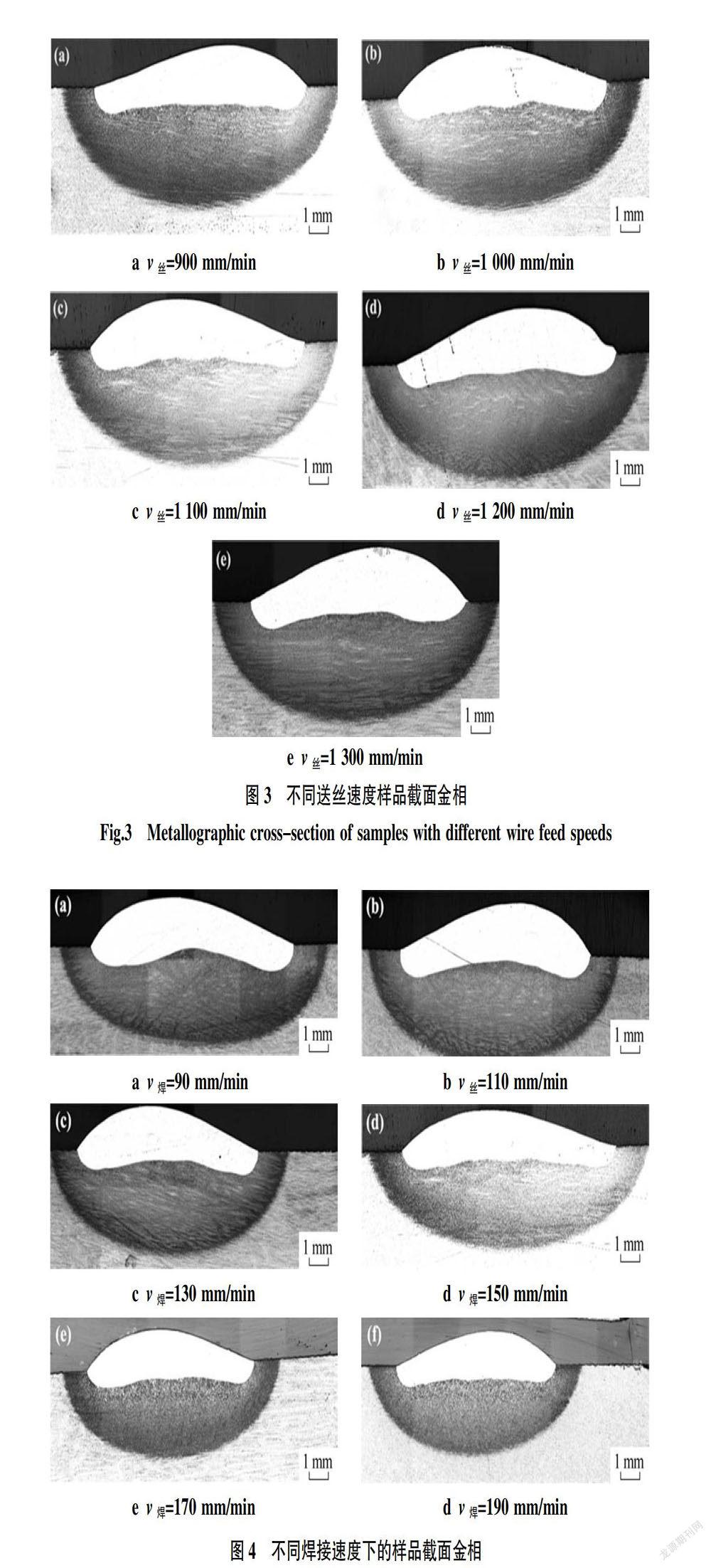
不同焊接速度下的样品截面金相如图4所示,焊缝形貌参数尺寸如图5所示。在焊接电流和送丝速度保持不变时,稀释率随焊速的增加而降低,焊缝余高、熔宽、熔深均随焊速的增加而降低。分析原因:焊接电流不变时,焊速增加,单位长度上的热输入量降低,造成熔合区面积和熔敷区面积均减小,但是熔敷区面积减小幅度更为显著,最终导致焊缝稀释率的降低。
2.3 焊接电流的影响
保持焊接速度和送丝速度不变,焊接电流逐渐递增后的样品焊后截面形貌如图6所示,焊缝形貌参数尺寸如图7所示。由图7可知,改变焊接电流对焊缝截面形貌影响较大,特别是熔宽。分析原因:当焊接电流较小时,熔池无法完全铺展开,熔深较小,因此熔合区面积较小,稀释率较小;焊接电流较大时,熔池完全铺开,熔合区面积显著增加,但是由于送丝速度和焊接速度不变,随着焊接电流的不断增大,熔合区面积随之增大,而熔敷区面积几乎不变,稀释率反而呈增大趋势。
2.4 热输入的影响
以上研究表明,送丝速度、焊接速度和焊接电流均影响单层单道焊缝的稀释率。就S271低合金钢而言,核电运维工程经验表明,材料为S271低合金钢的核级设备,其特种维修采用室温回火堆焊工艺,免除核电厂在受限空间焊后的回火工序,参照ASME codecase,回火堆焊前三层热输入需严格控制,同时抗腐蚀性要求在控制热输入的同时控制稀释率。因此,需要研究热输入与稀释率之间的关系。对于半自动或自动GTAW,参照ASME标准QW-409.29热输入计算公式为:
稀释率通过熔敷面积和熔合面积进行计算,金相法所测的实际熔敷面积S1可由理论熔覆面积S理代替。理论上熔敷面积只与填充金属丝的送丝速度和焊接速度有关,计算公式为:
由式(4)可知,当焊接电压、电流不变时,熔合区面积变化很小,因此熱输入与稀释率近似成正相关;根据表3中焊接参数获得的热输入与稀释率的关系如图8所示,与理论分析结果较好符合。值得注意的是,当热输入不变且电压与焊接电流恒定时,由图3、图5可知,熔合区面积S2几乎不变,此时焊接速度和送丝速度对稀释率几乎没有影响。因此在热输入不变的情况下,为使稀释率保持不变,可通过改变送丝速度和焊接速度调整回火焊接工艺。
3 结论
在核级S271低合金钢上堆焊镍基合金,通过改变焊接参数研究单层单道焊稀释率的变化规律,研究结果如下:
(1)稀释率与送丝速度、焊接速度和焊接电流均有关。
(2)当热输入和焊接电流、电压不变时,送丝速度和焊接速度对稀释率的影响可忽略不计。
(3)当热输入和焊接电流、电压不变时,可通过改变焊接速度和送丝速度来调整室温回火焊接工艺,稀释率不变。
参考文献:
[1] 李昌义,刘正东,林肇杰. 核电站反应堆压力容器用钢的研究与应用[J]. 特殊钢,2010,31(4):14-17.
[2] 刘正东. 钢铁材料技术国产化是实现核电产业自主化的基础[J]. 中国冶金,2008,18(11):1-3.
[3] 陆斌,丁亚平. 国产低合金钢腐蚀疲劳和辐照脆化行为研究[J]. 腐蚀与防护,2001,22(11):463-467.
[4] 叶义海,郑德旭,罗绪珍,等. 核级低合金钢手工回火焊接热影响区组织性能研究[J]. 电焊机,2018,48(5):34-39.
[5] 叶义海,罗绪珍,王建,等. 低合金钢自动回火焊接过程中热影响区组织转变[J]. 电焊机,2018,48(1):57-62.
猜你喜欢
科技与创新(2017年1期)2017-02-16
建材发展导向(2016年6期)2017-01-17
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年29期)2016-12-27
中国高新技术企业(2016年30期)2016-12-20
科技视界(2016年23期)2016-11-04
科技视界(2016年1期)2016-03-30
中国高新技术企业(2015年22期)2015-06-15
中国高新技术企业(2015年10期)2015-03-19
