镍基合金低温碳钢复合管焊接接头性能研究
2020-09-10 07:22朱亮
内燃机与配件 2020年12期
朱亮



摘要:采用GTAW 打底+SMAW 填充的焊接,在接焊试验中是进行镍基合金低温碳钢复合管的对接,焊后再进行焊接接头的弯曲、宏观、拉伸等试验,并进行微观金相、化学成分等分析。其试验结果显示,焊接接头具有良好的力学性,奥氏体组织具有单一性是焊缝显微组织,无有害的第三相存在; 焊缝晶间平均腐蚀速率为0.5257mm/年,表明焊接接头具有良好的耐腐蚀性能。
关键词:镍基合金;低温碳钢复合管;手工电弧焊;晶间腐蚀
1 试验焊接材料与工艺参数
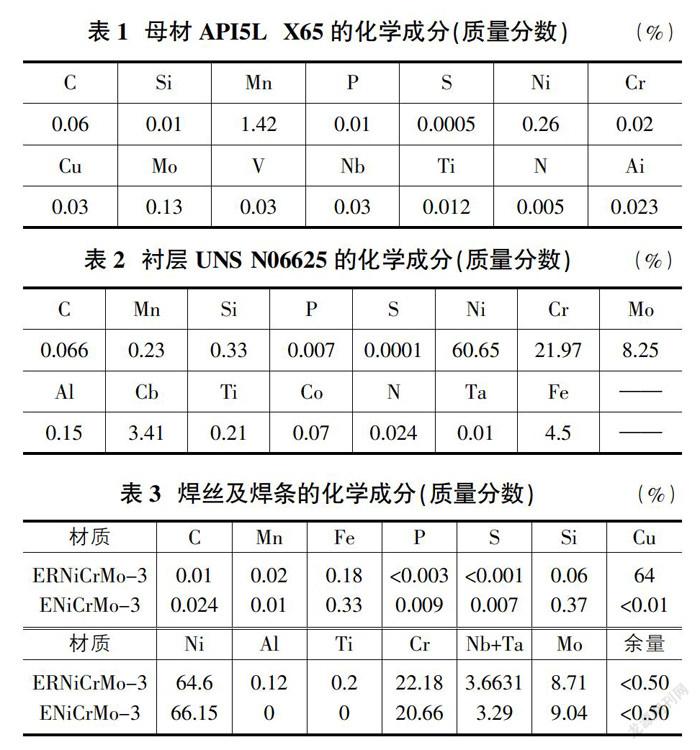
在实验中,采用的基体是API 5L X65,选取的复合管内衬层是UNS N06625,其尺寸是?准507.1mm×31.6mm,2.4mm。InconelFM625(ERNiCrMo-3)是选用镍基合金的直径,其内衬层的厚度是3cm。焊条用3.2mm 的InconelWE112(ENiCrMo-3)直径的进行盖面焊,用焊丝进行打底,填充焊。表1与表2分别显示的是母材与衬层的化学成分,表3则显示的化学成分是焊丝、焊条的。
焊接位置为6G, 采取坡口为V形的形式,其根部的间隙是2~4mm,坡口的角度为60°,钝边是1~2mm。有关坡口打磨工作,这是一项在焊接前要对坡口表面进行打磨的工作,同时,需要在坡口应用丙酮,来进行清理表面的氧化铁锈和油污等。将与内层镍基合金材质比较相近或者相同的焊丝用在镍基合金低温碳钢复合管的焊接上面,确保取得的焊接接头具有较好的力学性能及耐腐蚀性。在进行焊接的时候要将热输入控制在1.0~2.0kJ/mm间,并保持符合材料焊接的表面光顺平整,其预热温度最高与最低限制分别为150℃、50℃。在镍基材质焊接时基于其流动性差、熔深较浅的特点,选用电流、焊接速度较小的,对热输入的工艺进行严格控制,进行焊接时要对坡口底部的内层金属配合适当气体保护再焊接,使内应力较大与成分偏析的情况在弧坑内避免形成,使焊缝出现裂纹及气孔等具有危害性的缺陷,进而使焊接接头质量受到影响。
具体焊接工艺参数见表4。
2 试验方法
2.1 力学性能与晶间腐蚀试验
在實验中,晶间腐蚀试验ASTM G28-02方法A是采用的方法,其试验件的尺寸是2mm×15mm×45mm,取的3件试样为全焊缝,需沿焊缝纵向选取。将236 mL 的
?准(H2SO4)98%溶液依据要求加到400 mL蒸馏水中,再把w(Fe2(SO4)3)75%加入到所称取的硫酸溶液中。用80 目的湿砂纸或者120 目的干砂纸对试样表面进行打磨完毕,随后将其放置到微沸的状态保持120 h已经配置好的溶液当中。将试验中用的试样在试验结束后,放置于流水的状态下进行冲洗,然后将清洗中的试样放进超声波清洗仪中烘干,最后再进行称量。
WAW-1000C 型万能试验机上,依拉伸试样的标准要求:DNV-OS-F101,将4件缩减面进行拉伸试验与2件全焊缝拉伸试验。
弯曲试验决定的要求标准是依据DNV-OS-F101 ,其压头直径为50mm, 弯曲角度为180°。在WDW-300E 型万能试验机上进行的是侧弯试验。
依据DNV-OS-F101的试验标准,焊缝盖面中,夏比冲击在其焊缝中心熔合线、熔合线+2mm、+5mm 及焊缝底部熔合线、焊缝中心、熔合线+5mm,熔合线+2mm,然后,对10mm×10mm×55mm依次进行取值,各自为一组的是V形缺口冲击试样,其在JBN-500 型屏显冲击试验机上显示低温冲击试验,其温度为-30℃。
2.2 微观金相测试
在对金相试样的抛光、细磨及粗磨方面,其依据为GB/T 13298—2015,随后显微组织将选用?准(草酸)10%电解浸蚀,最后,再用OLY MPUS-GX51金相显微镜对热影响区、焊缝与母材的显微组织进行观察。
2.3 复合管衬层焊接接头化学成分的测试
应用的Q8 Magellan型光谱分析仪测试衬层,其0.5mm处焊缝化学成分在根部焊道的表层下方,选取标准依照的是DNV-OS-F101。
3 试验结果与分析
3.1 力学性能的结果和分析
表5呈现的是拉伸试验结果。全焊缝拉伸试验是C1,C2,它们的屈服、抗拉强度与伸长率都比技术要求大,焊缝金属具有良好的综合力学性能。减截面横向拉伸试验是C4,C5,C6,C7,母材的抗拉强度比它低535MPa,得以使母材规定的抗拉强度要求得到满足。在试验中,母材处是所有试件的断裂位置出现的地方,显现出,焊缝处的拉强度比母材的抗拉强度高。
在常温下,对焊接接头所进行的侧弯试验是弯曲试验,肉眼可见情况下,未发现弯曲试验在受拉面有裂缝、夹层与分层现象出现,表明焊缝金属具有良好的延展性,夏比冲击试验结果中显示,焊缝的上表面及下表面的冲击吸收功较为相近,其中上表面不含衬层下表面含衬层,焊接接头在-30 ℃下冲击韧性较为良好,有着较强的能量吸收能力,这主要体现于材料发生塑性的变形和与断裂中,发生脆断的可能性较小。
3.2 宏观形貌结果与分析
镍基合金低温碳钢复合管焊接接头,其宏观腐蚀形貌,在焊缝内部未发现有气孔、夹渣、未熔合及组织疏松等冶金情况出现,界面比较明显的是焊缝与母材。热影响区比较大的是基体的碳钢处,而热影响区较小的是衬层镍基合金处的焊接。
3.3 化学成分测试结果与分析
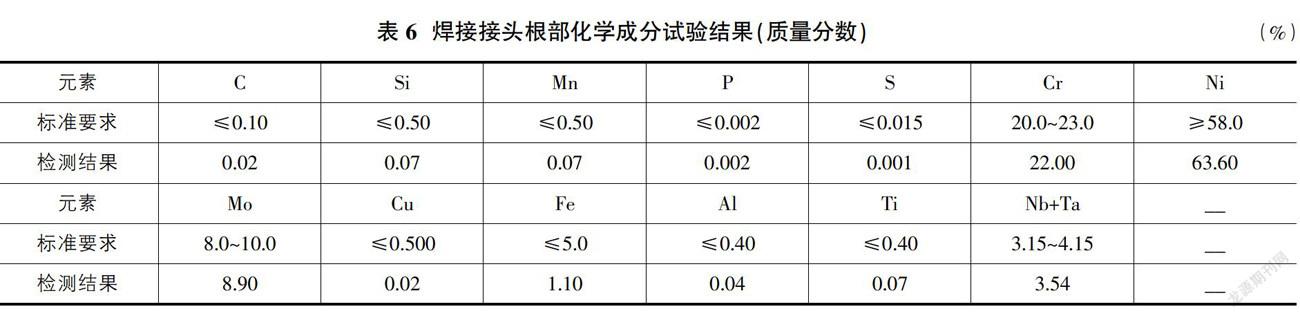
表3具体为,与AWS A5.14镍与镍基合金填充焊丝标准中ERNiCrMo-3 材质的化学成分要求相符合的化学成分,为复合管衬层焊接接头。(表6)
3.4 晶间腐蚀结果与分析
表7显示的是焊缝金属晶间腐蚀试验的结果,3个试样平均腐蚀速率0.5257mm/年,与ASTM G 28—2002标准要求相比较小,焊缝晶间腐蚀速率小于1.0mm/年的要求,焊缝金属的耐晶间腐蚀性能较强为结果显示。产生晶间应力腐蚀开裂的重要因素是富Cr的碳化物在晶界处析出引起的在晶界处贫Cr。有研究表明当w(C)<0.09%时,析出较少的是晶间碳化物。由表6所显示的焊缝金属化学成分结果,其w(C)只有0.02%,所以,晶界所析出碳化物在焊缝比较少。根据金相试验结果分析,再进一步验证,实验中,未在焊缝金属中发生氮化物及金属间化合物等有害的第三相。由此可得出,焊缝金属具有较强的耐晶间腐蚀能力(表7)。
4 结论
①在进行镍基合金低温碳钢复合管对接焊时,需采用ERNiCrMo-3材质镍基焊丝和GTAW+SMAW,焊接接头有较好的焊接性,在多层多道焊时要选取合适的焊接参数进行,由试验结果表明焊缝有着良好的外观形貌与力学性能[1]。
②单一奥氏体组织为镍基合金母材、焊缝和热影响区显微组织,这些组织的形貌各区域具有差异性,此外,镍基合金焊缝对耐蚀性能的金属间相不具有影响。其热影响区及碳钢母材的显微组织都是少量珠光体与块状铁素体[2]。
③w(C)0.02%,较低的碳含量降低以及晶间碳化物的形成是焊接接头化学成分的分析结果,此结果使焊接接头化学成分的标准要求得以满足,并且使焊缝耐晶间腐蚀性能得到了有效保证。
④良好的耐晶间腐蚀性能在镍基合金焊缝的较好体现为:0.5257mm/年为焊缝晶间腐蚀平均速率。
参考文献:
[1]雷凌云,吕华,王冬林,等.碳钢/镍基双金属符合管质量分析[J].设备管理与维修,2016(8):38-39.
[2]张伟红,信昕,贾丹,等.碳含量对一种镍基合金组织的影响[C].第十三届中国高温合金年会摘要文集,2015.