金属磁记忆检测技术在球形储罐上的应用研究*
2020-11-13 03:50李运涛
石油化工腐蚀与防护 2020年5期
赖 圣,孙 杰,李运涛
(1.宁波市特种设备检验研究院,浙江 宁波 315020;2.广东省特种设备检测研究院,广东 佛山 528251;3.中国特种设备检测研究院,北京 100029)
球形储罐是石油、化工、化肥和制氢等行业常用的大型压力容器之一,由多块球瓣板焊接制成。在实际的使用过程中,球罐内部往往承载较大应力并承受介质的腐蚀,外部则遭受大气的腐蚀。通常情况下,若球罐内部承载高含硫介质长期运行后,内部易产生应力腐蚀开裂。目前针对球罐结构完整性检测方法主要是磁粉、超声波和声发射,但是这些检测方法需要消耗大量的检验时间,仅能检测动态活性缺陷,对于即将产生缺陷的应力集中区域则无法实施有效关注。
金属磁记忆检测是一种可以检测金属部件应力集中区域以及早期或现有损伤缺陷的检测技术[1]。该技术检测效率较高,针对部件疲劳损伤检测方面显示出良好的应用前景[2]。利用金属磁记忆检测技术,对宁波市某化工区球形储罐进行金属磁记忆现场检测,结合常规射线检测进行验证,检测效果良好。
1 磁记忆检测技术
1997年,俄国科学家Dubov A A首次提出了金属磁记忆概念[3]。此技术是以地磁场为信号发射源,可对铁磁性材料工件的应力集中及结构出现损伤的区域进行检测;另外,铁磁性工件因受应力及地磁场的共同作用,会在应力集中区域产生具有记忆效应的漏磁场[4]。通过对铁磁性工件存在的漏磁场信号进行采集分析,不但可以检测出工件存在的宏观缺陷,同时还可以检测出常规探伤手段无法检测的微观缺陷及即将产生缺陷的应力集中区域,因此磁记忆检测技术具有较好的超前预警能力[5]。与传统的宏观无损检测技术相比,金属磁记忆检测技术操作较易上手,且主要测量的是工件存在早期隐患,因此是一种具有较好完整性评估能力的检测方法[6]。
作为一种新兴的无损检测方法,磁记忆检测技术一直受到了国内外检测界的关注;然而,由于该项技术起源于实际工程应用,发展至今仅仅十余年,因此磁记忆检测理论研究方面在早期阶段存在一定不足。2000年,南昌航空大学任吉林教授在国内首先引入了金属磁记忆检测技术及仪器[7]。仲维畅等提出了应力磁效应的电磁感应理论,解释了金属磁记忆中的磁机械效应[8]。黎连修等利用磁致伸缩方程分析了磁记忆现象产生的条件和规律,对磁记忆检测原理做了较为详细的补充[9]。经过大量的试验研究,金属磁记忆检测技术理论应用体系逐渐成熟,现在金属磁性记忆检测技术已成为一种切实可行的检测手段[10-12]。
2 检测设备简介
采用俄罗斯某公司出产的TSC-2M-8磁记忆检测仪,用于铁磁性构件焊缝的100%快速检测和不同铁磁性金属构件的寿命评估。该设备为8通道磁探测式仪器,可根据仪器在检测对象表面测得的漏磁场强度值和变化特性,按照检测规范确定被检工件的应力集中区、金属结构的变化及存在的缺陷。仪器实物如图1所示,具体仪器参数见表1。

图1 TSC-2M-8磁记忆检测仪

表1 仪器参数
3 磁记忆检测的应用
3.1 待检球罐工况
待检对象为宁波市某化工区一台球形储罐,球罐的参数见表2。

表2 球罐参数
3.2 现场磁记忆检测
利用TSC-2M-8磁记忆检测仪对球罐外壁焊缝实施100%的金属磁记忆检测,采集球罐焊缝位置的剩余磁场强度Hp,在对球罐下级板焊缝进行检测的过程中,发现存在2处应力集中区域信号显示。
1号检测位置磁记忆信号图见图2。现对1号检测异常信号处进行分析,通过观察信号波形,发现磁记忆检测探头在扫查球罐某条环焊缝的过程中,经过步长350~400 mm的距离位置,产生了一处异常明显的波峰,即说明此处应存在应力集中区域。其余位置信号相对平稳,不记为应力集中区域信号;同时,此次采集分析信号过程中,仅测量分析HP-1~HP-3通道信号,同时,分析特征值微分dH/dx,结合极坐标可以进一步判断出探头在环焊缝350~400 mm步长的扫查区域中存在异常。
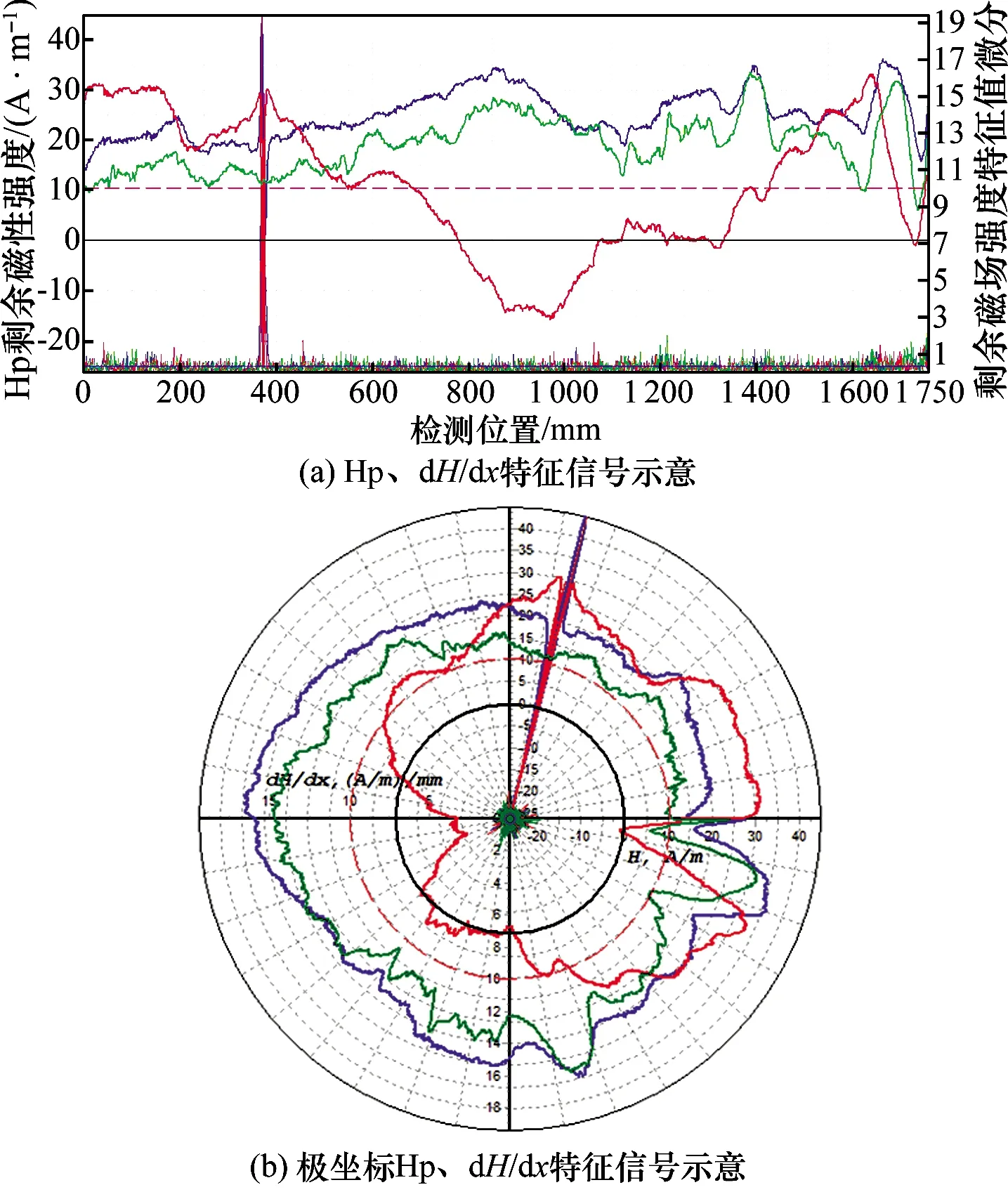
图2 1号检测位置磁记忆信号示意
2号检测位置磁性记忆信号图见图3。对2号检测异常信号处进行分析,观察信号波形,可知,磁记忆检测探头在扫查球罐下级板某条纵焊缝的过程中,由于操作探头不慎抖动,在步长约850 mm产生了一处异常波动峰值,而位于 1 300 mm的位置处检测显示存在一个明显的信号突变,结合极坐标条件下的磁记忆信号图示进行观察,确定该条焊缝存在明显应力集中区域;此条被检焊缝可能存在总体受力不均的情况。

图3 2号检测位置磁记忆信号示意
为更好地判定2号检测异常信号处的实际状况,对该条焊缝重新进行一次磁记忆扫查,见图4。
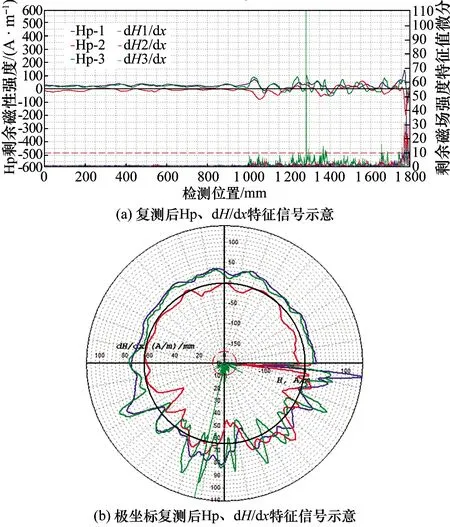
图4 2号检测位置复测后磁记忆信号示意
由图4可以看出,在探头位于1 300 mm的位置存在一处较为明显的信号突变,即此处应存在应力集中区域;同时,结合观察极坐标条件下的磁记忆信号可进一步判断出该条被检焊缝内部存在应力分布不均现象,可为后续监控、热处理和修复等提供建议。
3.3 射线探伤复验
采用射线探伤手段对1号及2号检测异常信号位置进行复验,1号及2号检测异常信号位置处底片显示存在内部气孔缺陷,依据NB/T 47013—2015《现行承压特种设备无损检测技术规范》判断,气孔数量在允许范围内,暂可不做消除缺陷处理。
4 结 论
(1)金属磁记忆检测可以有效地判定球罐焊缝中可能存在的宏观缺陷,同时可以检测出焊缝内部应力集中的部位。
(2)通过结合常规探伤手段,可以在磁记忆检测存在异常的应力集中部位检测出气孔缺陷,说明利用金属磁记忆检测法检测出来的应力集中区域应作为常规探伤的重点关注区域。
(3)通过分析金属磁记忆检测信号可判断出被检工件部位的整体受力情况,可在设备后续管理工作中,对部件进一步处理等提供指导。
(4)金属磁记忆检测目前在实际应用中主要作为一种先导检测手段,对于缺陷的定性和定量检测还必须依靠其他检测手段辅助完成。
猜你喜欢
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
建材发展导向(2022年6期)2022-04-18
昆钢科技(2021年4期)2021-11-06
智能制造(2021年4期)2021-11-04
建材发展导向(2021年6期)2021-06-09
小学科学(学生版)(2021年3期)2021-04-13
杭州电子科技大学学报(自然科学版)(2020年3期)2020-06-08
山东工业技术(2016年15期)2016-12-01
Coco薇(2015年5期)2016-03-29