
LGA器件焊点缺陷分析及解决
2021-01-28 05:55王文龙谭小鹏
印制电路信息 2021年1期
王文龙 陈 帅 谭小鹏
(西安导航技术研究所,陕西 西安 710068)
0 引言
LGA(Land Grid Array,焊盘网格阵列)封装属于面阵列封装形式,因其封装体积小、安装高度低、可靠性高而受到广泛使用。LGA器件属于无引脚焊接,一般焊盘为方形焊盘(实物图如图1所示,示意图如图2所示。)
图1 LGA封装器件实物
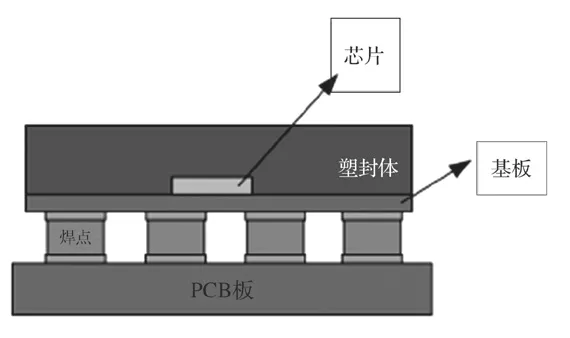
图2 LGA封装器件示意图
与BGA不同,LGA封装器件在封装体底部只有金属端子或焊盘,没有焊球,也没有例如CGA器件的焊柱,在焊接时使用印刷焊膏的方式直接代替焊球或焊柱,这种焊接方式有效减少了芯片与印制电路板的距离,使引出路径变短,电信号传递快,电性能更好。由于焊点高度的减小,LGA封装能有效改善产品在弯曲、振动和跌落等试验中的表现,提升其可靠性。另外,无引脚器件在芯片制造中减少了一道工序,降低了制造成本,也对器件的运输提供了便利,所以被广泛使用。
1 LGA常见焊接缺陷及原因分析
LGA器件由于焊接高度低,抗震性能好,但耐高低温性能差。同时,由于器件焊接高度低,也容易产生焊接缺陷。空洞和锡珠是LGA器件焊接后常见的缺陷。
锡珠的生成原因是多方面的。直接的原因有多余锡膏的引进和锡膏焊接过程中造成了飞溅两种方式。例如在印刷锡膏后,由于钢网清洗不良造成焊盘外部留有残锡,在印刷后未进行严格的检查,在焊接后就会形成锡珠现象,或者回流过程中生成的水汽或未烘干的水汽快速溢出,导致焊锡飞溅造成锡珠现象。
LGA器件焊接后形成空洞是另一个普遍现象,特别是采用热风回流焊接时尤其明显。空洞形成的直接原因是焊膏在熔融过程中,焊剂成分挥发或者焊剂活化阶段与氧化层化学反应所产生的气体在挥发时未能从焊料中逸出造成的。行业内暂无专门对LGA器件焊接后空洞率的检验要求,但很多单位都是参考BGA空洞率(一般为不大于25%)的要求检验。
锡珠和空洞大有时单独出现,有时会同时存在。从工艺生产的五要素:“人、机、料、法、环”来分析(见图3)。
人员:要求具备一定的技能水平,责任心强;
机器:印刷、贴片、回流等设备状态稳定,满足使用要求,经过校测合格;
材料:元器件来料包装合适,无氧化变形;印制板焊盘设计合理;焊膏粒度合适且按要求存放及使用;元器件和印制板焊前按要求进行烘干;钢网厚度及开口方式合适;
方法:工艺曲线合适;贴装参数合适;焊膏印刷参数合适;
环境:生产环境温、湿度达标,合理、稳定。
2 问题研究及解决
在实际生产中,某印制板上LGA器件在焊接后出现了较严重的空洞,同时大量焊点存在少锡的缺陷,该印制板印刷采用了0.1 mm厚度的钢网,LGA器件焊接后如图4所示。
按图3中的生产要求逐个进行分析查找可能造成缺陷的原因。从焊接后焊点的状态来看,部分焊点锡料量明显少,部分焊点空洞超标。使用的焊膏粒度为3,大小为25 μm~45 μm,焊膏印刷后状态均匀;实际测试LGA焊点回流焊实际温度曲线测试符合规范,各环节工艺参数合理。初步分析认为,钢网厚度薄、焊锡量不足是造成焊接缺陷的主要原因。最初将印制板钢网制作为0.1 mm厚度是因为印制板上存在0.3 mm细间距的QFP(细节距四边引脚扁平封装)器件。通过制作阶梯钢网,调整后钢网基准厚度为0.12 mm,QFP器件局部制作0.1 mm的阶梯。使用0.12 mm厚的钢网,焊接后发现LGA器件焊点依然存在空洞率偏高的问题,同时伴随有锡珠、溢锡、少锡的缺陷。

图3 LGA焊接缺陷分析鱼骨图
再次分析认为,因为LGA器件为无引脚焊接,器件与焊盘之间的连接是通过焊膏融化后焊锡连接的。焊膏回流焊坍塌后,高度十分有限,如采用0.12 mm厚度的钢网,坍塌后器件高度约为0.06 mm,器件回流焊后四周因助焊剂残留存在气密性的可能,导致助焊剂挥发过程气体无法逸出,形成空洞,或因局部气体密闭导致高温状态下气体冲破密闭区域,造成焊膏喷溅,形成锡珠。解决办法一是增加LGA器件处焊膏厚度,考虑将焊膏厚度增加到0.2 mm以上;二是对钢网上LGA器件处开孔形状进行修改,方案包括修改一字架桥和十字架桥2种,便于焊接中气体逸出。LGA器件架桥开口钢网(见图5)。
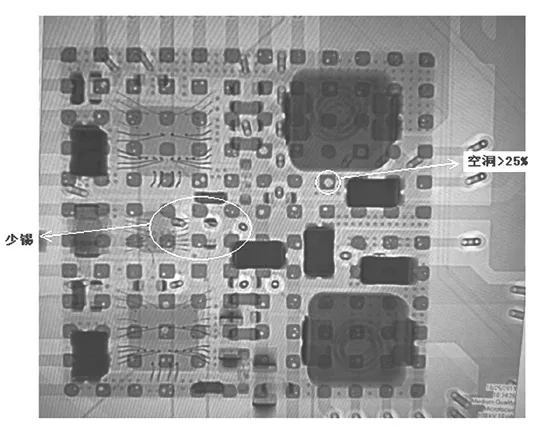
图4 LGA器件用0.1 mm厚钢网印焊后焊点图

图5 LGA器件架桥开口钢网
印刷焊膏后发现采用十字架桥钢网印刷的试验件,存在焊膏透锡差及钢网难清洗的现象。而采用一字架钢网印刷的试验件桥透锡率良好,所以选择一字架桥的方法。
钢网开口形状确定后,需要确定锡膏量。由于大钢网LGA器件处的厚度无法达到0.2 mm或采用0.2 mm后的阶梯钢网会影响印刷效果,所以采用了LGA器件预上锡回流,再贴焊的工艺方法。单独LGA器件预上锡后回流,不存在焊剂挥发而造成空洞的问题,所以在预上锡回流后再进行印制板贴焊,能最大化的减少焊剂的比例,从而降低空洞率。
通过LGA器件预上锡钢网的尺寸,调整LGA器件焊接的焊锡量。印制板上LGA器件焊点的焊盘尺寸和LGA器件底部焊盘尺寸均为0.635×0.635 mm。为对比不同焊膏量对空洞等缺陷的影响,制作预上锡钢网(见表1)。为保证钢网在印刷时的脱模效果,预上锡钢网使用纳米涂层钢网。PCB预上锡印刷后效果(见图6)。
不同锡膏量的LGA器件贴装焊接后,X光检测 4种不同尺寸钢网预上锡焊接后LGA器件焊点。通过对比,试验板采用0.7×0.7×0.25的钢网开口时,空洞率最小,说明空洞率与LGA器件预上锡焊膏量多少正相关。因试验板上只焊接了LGA器件,而实际印制板上LGA器件周围有一些元器件的阻挡,所以实际焊接中LGA器件的空洞率会稍大,当采用预上锡钢网G4后焊接,实际空洞率也不会超过10%,但在实际批量生产时个别焊点有时会出现溢锡的现象。
安装LGA器件的印制板焊盘实物如图7所示。焊盘与其它焊盘设计不同,首先图中的焊盘开孔为SMD焊盘(阻焊定义焊盘),并且在焊盘开口的一边有非常小的高度落差。在贴装时,由于贴装压力或贴装高度的存在,器件在贴装时会有一个下压的工作,以保证器件与焊膏的充分接触和一定的粘附力,对于轻小器件能够防止器件在回流过程中的偏移。而对于LGA器件,默认贴装高度为0.2 mm,所以贴装时器件下压会使焊膏有少量的外溢,在回流焊时由于焊膏融化后表面张力的作用,会将溢出的焊锡拉回到焊盘上方,但由于LGA器件较重,以及焊膏在贴装溢出时,溢出的一边高度低,所以在回流焊后,溢出部分焊膏未能回到焊盘的上方,造成了溢锡的现象。该缺陷主要是由于印制板可制造性设计差造成的,通过修改焊盘的设计可以解决。

表1 预上锡钢网开口参数表
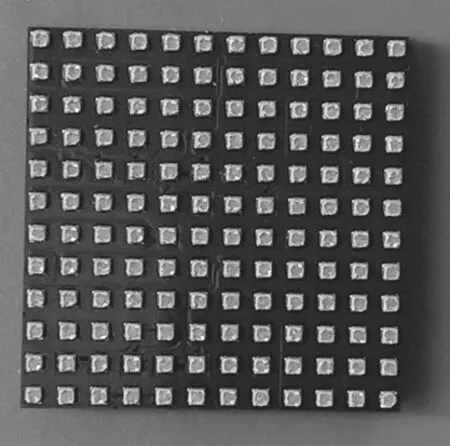
图6 LGA器件的PCB预上锡印刷后

图7 LGA器件印制板焊盘实物图
3 总结
LGA器件由于焊接高度低,容易出现空洞大为主的焊接缺陷。分析认为空洞大主要是焊膏量少,器件高度低,回流焊时焊膏中的助焊剂难以及时挥发逸出造成的,有时还会造成锡珠的缺陷。
通过更改钢网开孔形状,对钢网上LGA焊盘开口更改为一字架桥钢网,同时对LGA器件采用预上锡回流的工艺方法,提高LGA器件的焊接焊膏量。通过对LGA器件进行4种不同预上锡钢网试验,对比预上锡焊膏量对空洞率的影响,发现采用焊膏量较大时更有利与消除空洞和锡珠缺陷。能够很好解决常见的LGA器件焊接的空洞和锡珠缺陷。
猜你喜欢
电子测试(2022年12期)2022-07-18
今日农业(2021年11期)2021-11-27
北京工业大学学报(2021年9期)2021-09-14
汽车实用技术(2021年8期)2021-05-17
汽车工程(2021年3期)2021-04-14
考试与评价·高一版(2020年2期)2020-10-29
学生天地(2020年18期)2020-08-25
汽车与驾驶维修(维修版)(2020年6期)2020-07-06
故事作文·高年级(2017年2期)2017-03-01
漫画月刊·哈版(2009年10期)2009-03-26
