
曼海姆法硫酸钾装置综合改造及建议
2021-03-29 08:18雷高明高亚娟
硫酸工业 2021年1期
雷 亮,雷高明,高亚娟
(1.新疆海德姆化工有限公司,新疆哈密 839000;2.盘锦北方沥青股份有限公司,辽宁盘锦 124022)
曼海姆法硫酸钾工艺以氯化钾和浓硫酸为原料在曼海姆炉内进行复分解反应生成硫酸钾和氯化氢气体。曼海姆法硫酸钾装置虽然工艺操作简单,设备数量少,但也时常会出现各种问题,尤其是新建装置。依靠后期改造消缺无疑是劳时费力。笔者从生产角度出发,为曼海姆法硫酸钾装置改造提供有效措施和合理建议,以便于曼海姆法硫酸钾厂家对生产装置进行优化和改进,在源头上杜绝或减少影响生产的状况发生,使生产得以顺利进行。
1 装置工艺流程
曼海姆法硫酸钾装置工艺流程如图1。
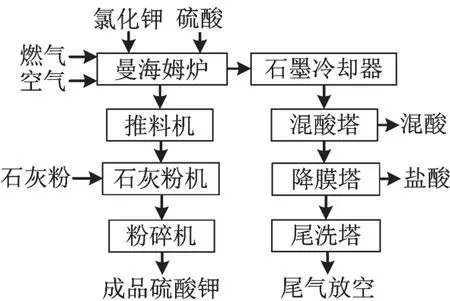
图1 曼海姆法硫酸钾装置工艺流程
生产采用固定床复分解反应法。原料氯化钾与w(H2SO4)98%硫酸以一定比例经各自专用分布器连续注入φ6 000 mm曼海姆炉床反应区表面上,在520~540 ℃高温下由耙臂带动耙齿连续不断地将反应物料匀速搅拌混合,并以一定速度将物料由炉中心扩散到周边,确保物料反应完全。生成的硫酸钾粗料由反应室出口进入密闭的推料冷却机内进行冷却,然后经中和、粉碎、筛分后进入料仓,得到成品硫酸钾。反应生成的氯化氢气体被石墨冷却器冷却至50 ℃以下,经混酸塔洗涤后制得w(HCl)为31%盐酸和w(H2SO4)为4%硫酸的混合酸。剩余氯化氢气体进入降膜塔,制得w(HCl)为31%的副产品盐酸,尾气经尾气吸收塔洗涤后放空。
2 曼海姆炉改造及建议
曼海姆炉是曼海姆法生产硫酸钾的关键设备,硫酸钾质量和产量是否达标主要在于曼海姆炉。曼海姆炉出现的主要问题是产品质量不达标,表现在硫酸根离子含量超标。此外,还存在内件腐蚀严重、耙齿砖易掉落、炉床漏酸、热量损失大等问题,严重影响生产正常进行。因此,需对曼海姆炉进行优化和改造,才能保证曼海姆炉稳定运行,进而保证硫酸钾优质高产。
2.1 改造措施
2.1.1 采用耐高温导热性能优异的碳化硅砖
为达到曼海姆炉物料反应所需热量,降低燃气消耗,内衬采用耐高温导热性能优异的碳化硅砖,此砖1 000 ℃时导热系数为11.4,碳化硅质量分数为88%~90%,气孔率小于18%,密度为2.6 g/cm3,高温抗折强度1 500 ℃时耐压45 MPa以上,该砖可使用4~5 a。一般来说,在达到相同的炉中温度的情况下,使用该碳化硅砖,炉顶温度可下降20~30 ℃。
2.1.2 炉墙保温砖和普通红砖之间涂抹保温膏
曼海姆炉体热量损失约45%,造成燃料的消耗高。为降低燃料消耗,防止墙体热量损失过大,原砌筑炉外墙时在普通红砖和保温砖之间铺设陶瓷纤维毯。为更好地阻止炉体热量向外扩散,提高曼海姆炉热量利用率,用保温膏取代陶瓷纤维毯,在墙体保温砖和普通红砖之间的缝隙涂抹保温膏,保温膏厚度30 mm。
2.1.3 加固耙齿砖
为防止耙齿砖短时间使用掉落,加固耙齿砖。在夹砖器和耙齿砖缝隙内灌注碳化硅泥,碳化硅泥受热干燥后使夹砖器和耙齿砖固定在一起,耙齿砖不易断裂。对于边齿,夹砖器焊接加强筋,把更换下来的废旧护瓦割成条形,焊接在边齿上部挂钩和下部放置边齿砖部件中间的薄弱位置[1]。
2.1.4 燃烧室火道下部铺设耐高温陶瓷纤维毯
燃烧室火道下部炉砖长时间处于高温灼烧状态,该部位最高温度可达1 200 ℃以上。在燃烧室火道下部铺设含锆陶瓷纤维毯,厚度为20 mm,并在此毯上部铺设10 mm厚薄片型高铝砖,对火道下部炉砖起到保护作用,防止火道下部炉砖长时间高温灼烧产生裂缝,延长该砖使用时间。
2.2 改进建议
2.2.1 使用下烟道
燃料燃烧产生的热量只有15%~16%被物料所吸收,烟气带走40%热量。为降低烟气带走的热量,应使用曼海姆炉下烟道(有的厂家把下烟道堵死),烟气经下烟道后可为曼海姆炉床提供保温。使用下烟道后,在保证炉中温度520 ℃情况下,热量能回收1%~2%,炉顶温度能降低30~50 ℃,炉底温度能降低40~50 ℃,提高了热量利用率。同时炉底温度的降低,也预示着出炉烟气温度的降低,减少了烟气对烟气引风机的高温灼烧,延长了烟气引风机的使用周期。
2.2.2 炉床泄漏处理
炉床砖由里到外共5圈,炉床泄漏主要是第2圈和第3圈炉床砖之间因热胀冷缩以及硫酸浸泡开裂而产生缝隙,泄漏的硫酸氢钾液体会顺着该缝隙进入烟道室,流入烟道管、复热器以及引风机造成腐蚀,使生产无法进行。泄漏不严重的时候,停酸15 min,也就是仅氯化钾投入15 min,然后停止氯化钾投入,炉子经过保温2 h后再投料投酸。泄漏严重时,将烟道管接到防爆口,维持生产,待检修时处理[2]。
2.2.3 炉顶塌陷处理
炉顶塌陷,主要是炉顶砖最外圈和燃烧火道连接部位塌陷。若范围较小,可在塌陷处铺入陶瓷纤维毯维持生产,该毯耐高温可达1 200 ℃以上;若塌陷范围较大,在塌陷处放进一块高铝砖起支撑作用,铺上铁板,上盖含锆陶瓷纤维毯,维持生产。
2.2.4 严禁燃烧室正压
若燃烧室正压,火焰会顺着燃烧口往炉外喷火。长时间燃烧室正压,会对燃烧室炉顶砖造成损坏。在烟气引风机阀门全开的情况下,正压产生的原因有:①燃气阀门开得过大;②燃气中有效组分含量不够;③助燃空气配比过多。应根据实际情况进行处理,防止燃烧室正压。处于燃烧室火焰正上部的高铝砖长期处于1 000 ℃以上高温灼烧会导致其损坏[3]。
2.2.5 硫酸钾下料口增加白钢条形板
因生产中耙齿可能脱落,为防止其掉入推料机,可在下料口处焊接白钢条形板,板宽及厚度均为20 mm,板间距为120 mm,由此既不影响下料,又能阻挡耙齿砖掉落至推料机内。
2.2.6 炉门交替打开清理耙齿
氯化钾和硫酸的复分解反应在反应室内进行,二者在反应室炉床上进行反应,温度可达540 ℃。反应室易出现的问题是靠近炉门上部碳化硅砖产生裂缝,是由于经常打开炉门使冷空气进入,使碳化硅砖经常热胀冷缩造成的。生产中打开炉门清理耙齿时,炉门应交替使用,用一个炉门清理耙齿1~2个月,再使用另一个炉门清理耙齿1~2个月。
3 氯化氢气体吸收系统改造及建议
氯化氢气体吸收装置作为曼海姆法硫酸钾的重要组成部分,其运行效果直接影响环保达标。氯化氢气体吸收效果不好,尾气烟尾较长,厂房内弥漫较重的氯化氢气味,既不符合环保要求,也对职工身心健康造成损害。
3.1 改造措施
反应所生成的氯化氢气体主要是被水吸收制成w(HCl)为31%的盐酸。氯化氢气体的吸收采用 “混酸塔+小填料塔+降膜塔+尾气吸收塔” 4级吸收。采取下述改造措施,可有效提高氯化氢气体吸收效率。
1) 增加降膜塔吸收能力。降膜塔由φ500 mm ×3 925 mm增大为φ700 mm × 4 025 mm,既增大了传质传热面积,又增加了降膜吸收能力。也可在3台φ500 mm × 3 925 mm降膜塔基础上增加1台φ700 mm × 4 025 mm降膜塔,二者串联,但后者必须增大列管数。
2) 小填料塔内装瓷环可采用25 mm × 25 mm矩鞍型瓷环,以取代原来所用的50 mm × 50 mm型瓷环,增大接触面积,有利于传质和传热,提高吸收效率。
3) 4台尾气吸收塔和2台混酸塔装填瓷环时,底部可规整摆放3层,中间散堆装填50 mm × 50 mm瓷环,顶部400 mm高可散堆装填25 mm × 25 mm瓷环。
4) 二次混酸塔上部除沫器内装填25 mm × 25 mm矩鞍型瓷环,瓷环堆密度大,可有效阻挡氯化氢气体夹带的混酸液滴进入小填料塔影响成品盐酸质量,防止成品盐酸中硫酸根含量增高。
5) 一般厂家所用氯化氢风机风量为3 500 m3/h,功率7.5 kW,全压2 300 Pa。可更换大风量氯化氢风机,风量为4 800 m3/h,功率11 kW,采用变频调速,风机风压可调。应注意防止风机频率过高,而使炉中热量带走太多,致使炉中温度降低。
3.2 改进建议
3.2.1 增加1台尾气吸收塔
夏季气温超过38 ℃的地区,应增加1台尾气吸收塔,即尾气吸收塔由原来的4塔变为5塔,增大吸收能力。需在建设前期,根据本地气温情况提前做出决定。
3.2.2 制酸区坐落于厂房南面
新建工厂制酸装置宜坐落于厂房南面,冬天厂房能够挡住北风,为制酸区起到很好的防冻作用。制酸区设备坐落厂房南面比坐落厂房北面可使制酸区整体温度提高5 ℃左右,尤其太阳升起后,温度提高更为明显。
3.2.3 增大盐酸储存能力
为防止盐酸胀库而停车,应增大盐酸储存能力,按照2台炉子产75 t/d盐酸计算,盐酸储存能力应达到20 d的储存量即1 500 t及以上。很多企业因储存能力的不足,而后期不得不上大容量储罐。
3.2.4 制酸区设立中和池
为防止地面和设备的冲洗水及雨水所产生的酸性水无处排放,在制酸区附近应设置1个中和池。酸性水流入中和池,加碱中和后排放。也可增加1个PVC材质的止逆阀插入池底,并连接1条管线接入中间槽A酸泵入口,把池内酸性水送入混酸2号塔,作为制取混酸的补充液。这样既回收了酸性水,又节省作为2号混酸塔补充液的盐酸和中和剂工业碱[4]。
3.2.5 增大硫酸卸车泵和盐酸装车泵流量
为缩短硫酸卸车和盐酸装车时间,最好增大硫酸卸车泵和盐酸装车泵流量。硫酸卸车泵和盐酸装车泵一般额定流量为25 m3/h,应增大为35~40 m3/h。或者选择入口管线为DN80,出口管线为DN65的泵,并注意泵额定流量。一般罐车容积为25~28 m3,装1车盐酸或者卸1车硫酸40 min较为合适。
3.2.6 厂房氯化氢气味大的处理措施
厂房内氯化氢气味大的处理措施有:①检查氯化氢气体弯管处和石墨上封头处是否积料堵塞,若积料堵塞,拆除弯管,清理弯管和石墨上封头处积料;②小填料塔和二次混酸塔上部除沫器内瓷环拿出清理干净或者更换新瓷环;③采用φ10 mm钢筋对降膜塔列管内壁附着的油泥类物质进行清理;④检查混酸塔和尾气吸收塔上部喷淋器是否掉落,若掉落,则稀酸在分布器上分布不均匀,会影响传质和传热。有些洗涤塔无分布器,喷淋器上分布孔径为φ4 mm孔眼,应检查孔眼是否堵塞,若堵塞,应立即疏通[5]。
4 上料和出料系统改造及建议
上料和出料系统容易出现堵料及运转设备故障,影响生产正常进行,是增加职工劳动强度最大的地方。该处设备布局、选型及运行都至关重要。因此,曼海姆硫酸钾厂家应借鉴其他厂家的先进经验,减少装置故障率。
4.1 改造措施
4.1.1 降低硫酸钾成品温度
物料出炉后,经过推料冷却机、螺旋出料器、皮带机、斗提机、粉碎机、成品推料机进入料仓。从炉子出来的硫酸钾410 ℃,进入推料冷却机冷却后,实测物料96 ℃(夏季)。如果出料系统流程短,热量散发不出去,包装过程中就会烫坏包装袋。有几种解决方式:①厂家根据自身出料设备及成品料仓位置的实际情况,在粉碎机后加设成品螺旋推料机和斗提机,以及振动筛或者滚筒筛等,增长出料流程,起到自然降温作用;②用刮板机代替皮带,刮板机底部有冷却水套,通入冷却水可对物料起冷却作用,效果非常好;③也可增加1台鼓风机,通入空气降温。
4.1.2 增大粉碎机处理能力
生产过程中选用11 kW粉碎机,粉碎能力小,正常出料状况,能满足生产需要。实际生产中添加返料和石灰粉以及收尘器物料返回等,粉碎机频繁堵料跳车。采用2套出料系统,即物料从皮带机进入2台斗提机、2台粉碎机、2台成品螺旋推料机后进入料仓,可极大缓解粉碎机堵料跳车,使生产稳定进行。
4.1.3 增大斗提机能力
成品斗提能力小,虽能够满足2台炉子生产负荷,但影响返料加入速度,成品(原料)斗提机能力最好能增大至最大生产负荷1.5~2倍,由原来处理量2.5 t/h,增大为4~5 t/h。斗提机能力增大,传动装置可采用齿轮减速机,以取代摆线减速机,减速机输入端和输出端通过皮带轮带动。或者采用上述4.1.2措施,增加1套出料设备。
4.1.4 降低硫酸钾成品中颗粒
若因物料颗粒大而采用滚筒筛,应注意筛网材质和孔径的选择,筛网应选用白钢材质(硫酸钾成品中含有硫酸根,腐蚀筛网),筛网孔径选择长 ×宽为 1.0 mm × 1.0 mm~3.0 mm × 3.0 mm,生产期间若孔眼被物料腻死,可用钢丝刷清理,滚筒筛或者震动筛的运用远没有在粉碎机内加筛框、筛框内加筛片合适,筛片可选用φ1.0~3.0 mm。
4.1.5 螺旋出料器改造
螺旋出料器频繁跳车,可采取降低出料管仰角角度,由45°降至30°,并缩短出料管长度,由长度40 cm缩短至30 cm,降低出料器对物料造成的阻力,并增大电机功率,采用3.0 kW电机。
4.2 改进建议
4.2.1 更改上料斗提机位置
原设计上料斗提机垂直于4楼输送机,二者成L型,叉车上料过程中,无论是吨包还是托盘小袋,需要叉车拐弯才能把吨包和托盘放到斗提溜槽上面,同时受楼板限制,空间狭小,不便于操作。新建工厂应使斗提正对着4楼输送机,二者成一字型,叉车叉料开进厂房后无需拐弯,可直接把吨包放置到溜槽上边或者把托盘小袋物料放置在溜槽侧边,操作便利,即防止剐蹭叉车,又减轻职工操作难度。
4.2.2 更换内径超过 50 mm的斗提机轴承
斗提机轴承的选择也很重要。生产中,无论是上料斗提机还是成品斗提机,时常发生轴承损坏,轴承的损坏和其承载有很大关系。因此,对于单列向心球轴承来说,宜选用内径50 mm(6210或6310)以上型号的,宁愿“大马拉小车”,也要防止轴承损坏。
5 公用设施改造及建议
公用设备的问题主要有硫酸管线腐蚀泄漏、制酸区稀酸水无处排放等。合理解决公用设备出现的问题,也是保证曼海姆法硫酸钾装置正常运转的必要条件。
5.1 改造措施
5.1.1 硫酸管线采用衬氟钢管
硫酸管线大多为φ57 mm × 5 mm厚壁无缝钢管(个别厂家也有使用白钢管),硫酸管线长时间使用,硫酸对管子进行冲刷和腐蚀极易泄漏,补焊有难度,因管内硫酸放净后含有氢气,焊接时容易爆燃。采用衬氟塑料钢管,多管段采用法兰连接,更换方便,长时间使用效果良好。
5.1.2 增大冷水池和热水池隔墙溢流孔洞
热水池热水经热水泵打入冷水塔风扇降温后进入冷水池。冷水池和热水池中间有一隔墙,隔墙上部有孔洞,冷水池水位高时溢流到热水池,此孔洞一定要大于200 mm × 200 mm,最好设置长方形孔洞3~4个(隔墙长6 m),长×宽为200 mm × 200 mm。夏季热水泵水流量大,热水冷却后流进冷水池通过孔洞溢流到热水池,防止因孔洞太小,使冷水池冷却水溢到池外。
5.1.3 硫酸泵采用磁力泵
硫酸泵采用磁力泵,该泵无机封,全密闭,可有效避免原来所用的离心泵机封泄漏。
5.2 改进建议
5.2.1 增加厂房两端的长度
在用的厂房长度为42.5 m,原料上料和成品包装位于厂房两端。现今装置都采用叉车叉托盘上料和出料,厂房两端就显得狭窄。新建装置应将厂房两侧各加长3 m,方便使用叉车。
5.2.2 新建工厂应注意用电负荷
曼海姆法硫酸钾装置(2套曼海姆炉)用电负荷基本上为260 kW,总电流360 A。根据该数值,选用合适的变压器容量值。某工厂发生过总电机功率达到255 kW(统计所用电机功率),而变压器容量只有250 kVA的状况,只因三相电流分别为340 A(额定电流360 A),才没有发生大事故。变压器容量应选择为260 kW/0.8(功率因数)即325 kVA以上。备用发电机容量最好选用300 kW(额定电流540 A)以上(包含办公用电)。
6 结语
对于曼海姆法硫酸钾装置,对设备进行改造,对影响生产之处进行改进,都是企业适应发展的需要。曼海姆法硫酸钾生产企业应采取积极措施,选择适合自己企业实际状况的工艺、设备、电气等,既能减轻职工劳动强度,又能减少设备事故发生率,为曼海姆法硫酸钾装置优质高产稳定运行创造条件。
猜你喜欢
磷肥与复肥(2021年3期)2021-12-26
硫酸工业(2021年10期)2021-12-09
新疆钢铁(2021年1期)2021-10-14
安全与环境工程(2021年5期)2021-10-08
长沙大学学报(2020年5期)2020-11-17
无机盐工业(2019年6期)2019-06-15
理科考试研究·高中(2017年7期)2017-11-04
世界热带农业信息(2017年5期)2017-10-23
世界热带农业信息(2017年4期)2017-07-28
世界热带农业信息(2017年3期)2017-07-13
