
热轧牌坊安装工艺研究
2021-04-01 07:22王玉陶薛小飞裴变金师军东
中国重型装备 2021年2期
王玉陶 薛小飞 裴变金 师军东
(太原重工股份有限公司轧钢分公司,山西030024)
在钢板轧制过程中,轧机是最主要的关键设备之一,轧机的安装、装配精度直接制约着板带产品的质量和外观。牌坊是热轧机的核心件,牌坊上安装了弯辊块、窜辊块、AGC缸等精密零部件,同时也是轧制线上前后辅助设备的基准,且牌坊单件重量大,对铸件的质量要求较高,加工工序复杂,尺寸形位公差要求高。此外受现场土建脏乱差等施工环境的影响,大大增加了牌坊安装调试的难度。近年来,国内外热轧线项目较多,在现场牌坊起吊过程中,常常遇到厂房起吊空间不足的情况,结合某钢厂2050 mm热轧轧机牌坊吊装、安装、调试的过程,为了降低安装成本,利用现场现有资源,在确保安全、高效安装的基础上,研究出大型牌坊的起吊、安装工艺,对以后类似项目的安装具有重要意义。
1 牌坊吊装影响因素分析
1.1 项目简介
某钢厂新建2050 mm热轧生产线,年产量为373.3万t,机组尺寸及重量见表1。厂房主产车间跨距为522.13 m,宽度为30 m,厂房钢结构采用单层多跨距形式,上柱为实腹柱,下柱为格构式柱,车间跨区分别安装了标高为12.5 m的两台120 t25 t、两台32 t5 t、1台55 t10 t桥式起重机。
1.2 影响因素分析
根据项目简介分析发现,在牌坊吊装过程中,存在以下问题:
(1)起重机的起重能力120 t,R2粗轧牌坊单件重量235 t,故桥式起重机的起重能力不能满足单件牌坊的起吊。
(2)行车标高为+12.5 m,小于机架和吊装工具的总高度,故起吊过程中,牌坊底面会低于±0 mm水平基准面。
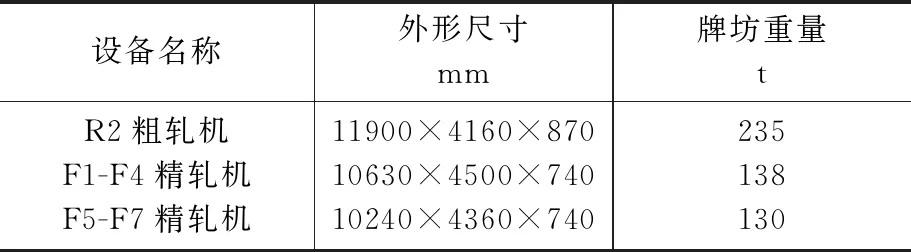
表1 轧机机组参数
2 牌坊的吊装工具的设计
2.1 卸车过程设计
厂房内运输车、地基、轧制线等相关位置尺寸情况如图1所示,因厂房内的运输车具有90°转弯功能,运输车可以停在与轧制线相对平行的位置,牌坊的卸车可以用两台120 t的桥式起重机完成。
2.2 车间起吊空间计算
机架作为轧机设备中最核心、关键的零部件之一,具有单件重量大、安装精度高、施工周期长等特点,且轧机机架安装的过程控制是轧机设备安装控制的关键点。
当两台120 t桥式起重机的防撞头靠在一起时,起重机大吊钩之间的距离为10.6 m,在保证安全的情况下,要尽量减小扁担梁的重量,故扁担梁起吊孔的中心距可选择11 m,其截面尺寸为长1000 mm×宽1500 mm,上下面板厚50 mm,两侧面板厚40 mm。牌坊起吊简图如图2所示。
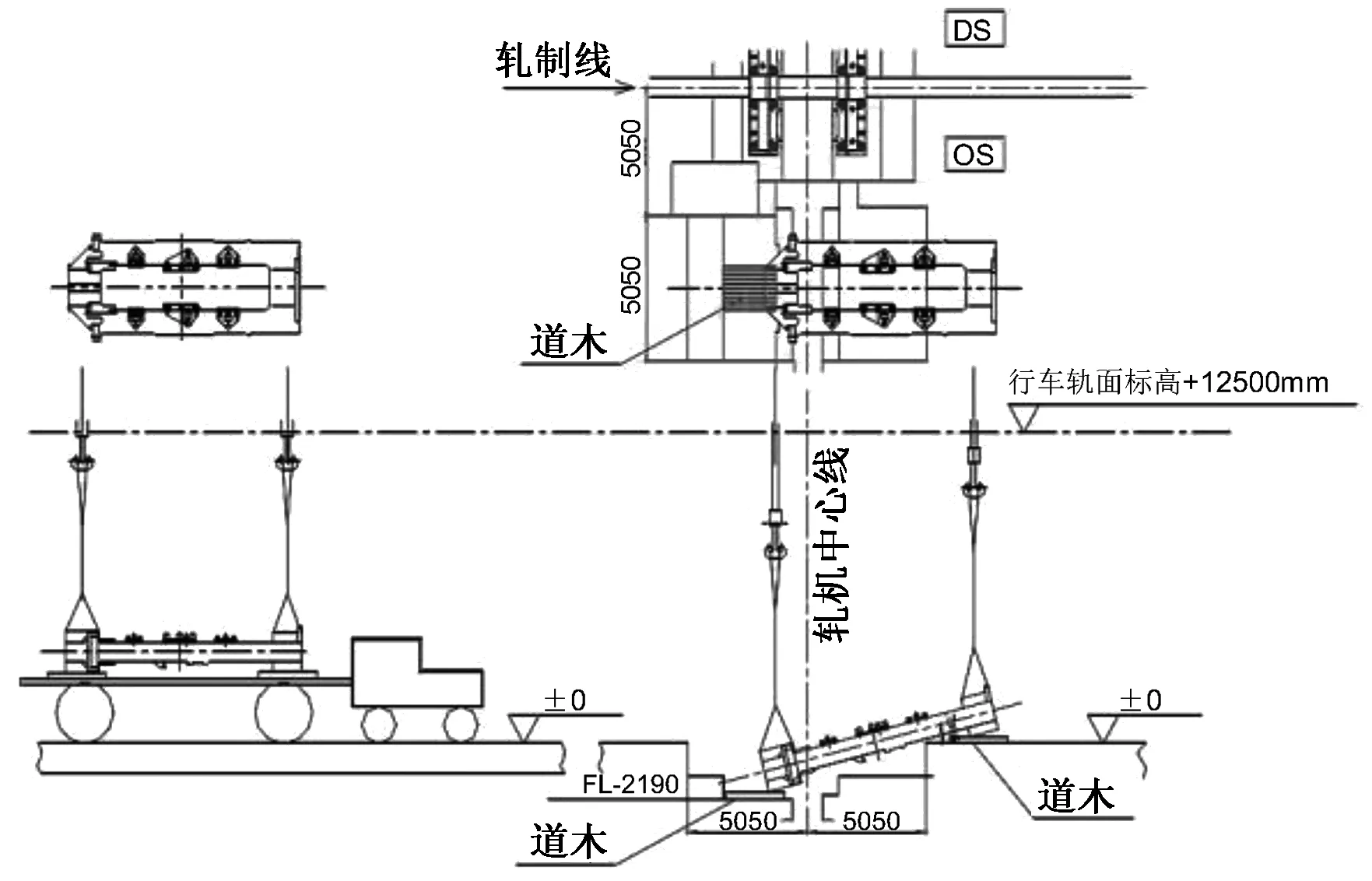
图1 牌坊卸车简图
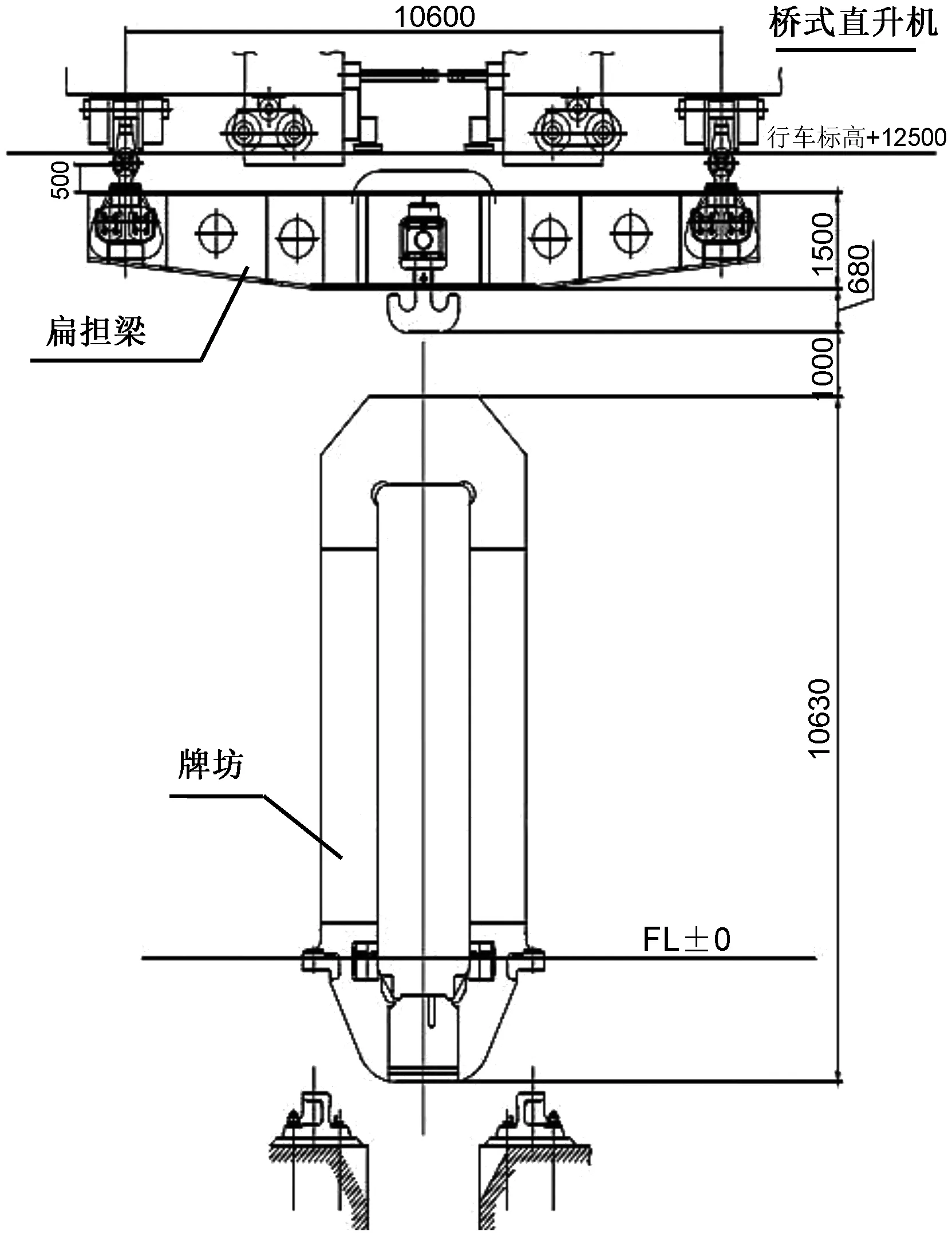
图2 牌坊吊装简图
由图2可知,牌坊最大总高度H为:
H=L1+L2+H1+H2
=10630 mm+1000 mm+2180 mm+600 mm
=14410 mm>12500 mm
式中,L1为机架高度(mm);L2为机架到起吊钩的距离(mm);H1为扁担梁到起吊钩的距离(mm);H2为扁担梁到起重机底面距离(mm)。
因此,在起吊过程中,因受厂房尺寸的限制,牌坊无法直立起吊。
2.3 预留起吊坑的设计
综上所述,在牌坊起吊过程中,因起吊高度高于桥式起重机轨面标高,即牌坊上有14410 mm-12500 mm=1910 mm,部分本体低于±0 mm水平面,起吊空间严重不足。结合现场轧机基础实际情况,为降低安装投资,缩短安装周期,便于地基施工,在牌坊地基旁边预留起吊坑,在牌坊安装完成后,再二次按图灌浆浇筑地基,R2牌坊的起吊坑的预留位置如图3所示,在换辊侧的出口位置。
3 大型轧机联合吊装过程
3.1 安装前准备工作
安装前准备工作主要有道路和场地准备、地基相对沉降量的测量、轧机轨座的安装、桥式起重机及起吊工具绳索的准备、人员培训等,其中有两处关键步骤,分别为基准点的预埋和导轨座精度的预调整。
(1)基准点的预埋:为便于全线设备的安装和设备精度的检修,常在轧制中心线和其余主机设备处预埋不锈钢材料的中心标板和基准点,如图4所示。

图3 R2牌坊地基预留的起吊坑
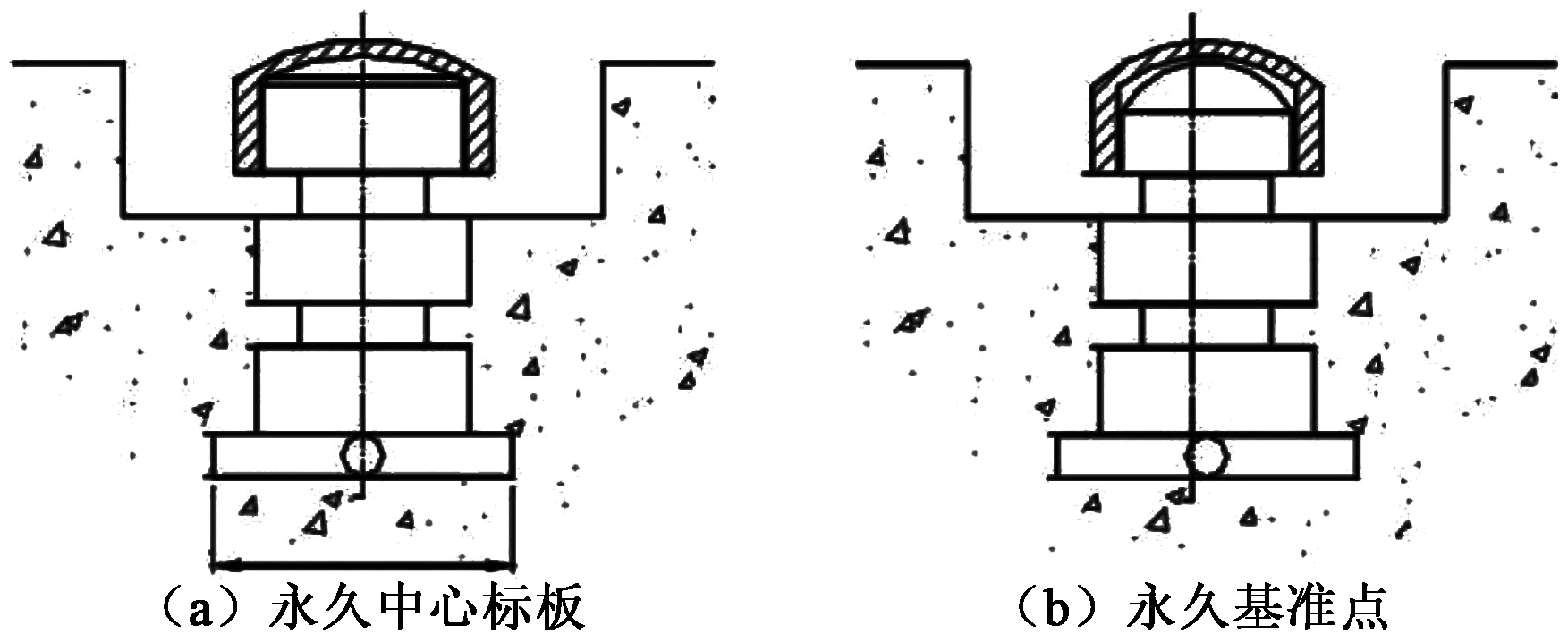
图4 基准点预埋简图
(2)导轨座的预调整:在导轨座安装的过程中,为便于牌坊的安装,将两轨道间的距离按图纸尺寸放大1.5 mm左右,待两导轨座位置、标高、水平度调整完成后,再依次紧固地脚螺栓,其导轨座的检测方法如图5所示。
3.2 牌坊的安装过程
在整条轧机线的安装过程中,为了防止地基载荷偏重和非线性沉降,一般是先安装传动侧机架(DS),再安装操作侧机架(OS),且由中间向两边一次对称安装,牌坊的安装过程主要分为以下步骤:

图5 导轨座检测简图
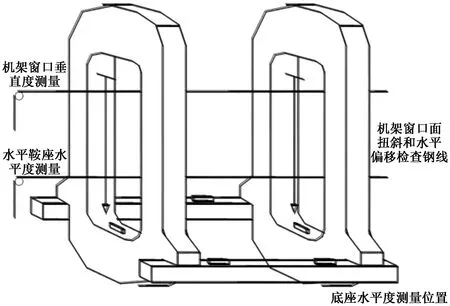
图6 牌坊精度检测示意简图
(1)牌坊的运输机卸车:按照安装顺序,装车过程中要求牌坊内侧面朝下垫枕木,然后将牌坊依次按规划路线运输到车间,注意防护机架上已安装辅件。牌坊运输到指定位置后,为防止钢丝绳划伤牌坊表面及棱角,应在牌坊边角处垫用圆弧形钢板,为避免起吊过程中钢丝绳滑动,弧形钢板间用型钢或槽钢焊接固定,但不允许弧形板或槽钢与机架焊接。钢丝绳绑定后,慢慢升主钩,使牌坊前后钢丝绳受力均匀,将牌坊起升200 mm,静止10 min,仔细检查起重机和起吊工具,无异常后再进行下一步操作。
(2)牌坊的起吊:将牌坊卸在指定位置后,将起重机和扁担梁组装并检查,挂绳,慢慢提升大钩使机架直立,在机架离地面100 mm时检查确认起吊工具,待机架平稳后,将其缓慢移至轧制中心线位置,到达导轨座正上方后停止,机架停止晃动后,将其人工辅助缓慢旋转90°,机架平稳后,起重机缓缓落钩,直至牌坊就位,注意人员安全。
(3)牌坊预调整:为保证驱动装置的精度,应以传动侧牌坊为基准,同时先紧固传动侧横梁,牌坊安装精度测量法如图6所示,主要有牌坊窗口垂直度、牌坊侧面垂直度、牌坊水平度、牌坊窗口面的扭斜和水平偏移,机架总体安装精度应符合GB 50386—2006《轧机机械设备工程安装验收规范》的Ⅰ级要求。
(4)地脚螺栓的紧固:按照图纸预紧力要求使用液压扳手将其一次对称紧固。
(5)牌坊二次精调整:当牌坊预调整安装完成后,待地基沉降稳定,对于个别因地基非线性沉降而引起精度超差的牌坊,对其超差的精度进行二次精调整,直至满足精度要求。
4 结语
以某钢厂2050 mm热轧项目为研究对象,结合现场实际情况,利用现场现有设备等情况设计了牌坊的安装步骤及交检细节,克服了安装空间不足,安全经济快速高效地完成了牌坊的安装调试工作,缩短了安装周期,大大节约了安装成本,为以后类似大型工件的吊装工艺提供了参考。
猜你喜欢
一重技术(2021年5期)2022-01-18
云南画报(2021年7期)2021-08-06
冶金设备(2020年3期)2020-12-13
机电设备(2020年3期)2020-06-28
家庭影院技术(2019年12期)2020-01-19
山东冶金(2019年2期)2019-05-11
工业设计(2016年4期)2016-05-04
文物季刊(2016年1期)2016-03-18
小说月刊(2015年9期)2015-04-23
冶金设备(2015年2期)2015-02-11
