江西地区银铅锌多金属矿选矿试验研究
2021-04-25 00:55严伟平
湖南有色金属 2021年2期
叶 超,严伟平
(1.鹰潭市九一二地质大队,江西 鹰潭 335413;2.中国地质科学院矿产综合利用研究所,四川 成都 610041)
我国铅锌矿资源储量丰富,铅、锌资源储量居世界第四位,我国铅锌矿资源产区主要集中在云南、广东、内蒙古、甘肃、江西、湖南等地区[1]。铅锌矿是重要的战略性资源,在铅锌硫化矿中常伴生多种有价元素,如金、银等金属元素,综合回收价值高[2,3]。首先要保证铅锌精矿的品位及回收率,在此基础上综合回收其伴生的有价元素,实现资源的综合利用。随着对铅锌矿资源的开发利用,硫含量较低的铅锌矿石储量逐渐减少,即铅锌矿石中的硫化铁矿含量占比越来越高。为实现硫化铅锌矿的有效回收利用,在工业现场中通常采用高碱工艺来抑制硫化铅锌矿石中伴生的硫化铁矿等[4~6]。通过对江西地区的银铅锌多金属矿石进行选铅试验以及选锌试验研究,为该矿区的开发利用提供技术参考依据。
1 矿石性质
1.1 原矿化学组成
对试验样品进行化学多元素分析,分析结果见表1。
1.2 原矿矿物组成
矿石中的金属矿物主要包含:含锰菱铁矿、闪锌矿、菱铁矿、黄铁矿、方铅矿、磁黄铁矿、含铁菱锰矿及磁铁矿,其次矿石组成中还包含少量的自然银、毒砂、螺状硫银矿-辉银矿、黄铜矿等。矿石组成复杂且种类繁多,超过了30种。
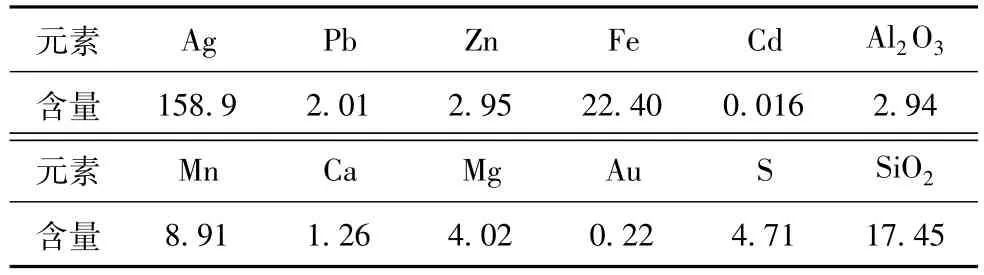
表1 原矿化学多元素分析结果 %
1.3 主要有价元素物相分析
对原矿中的有价元素(Pb、Zn、Ag)进行物相分析,分析结果见表2。
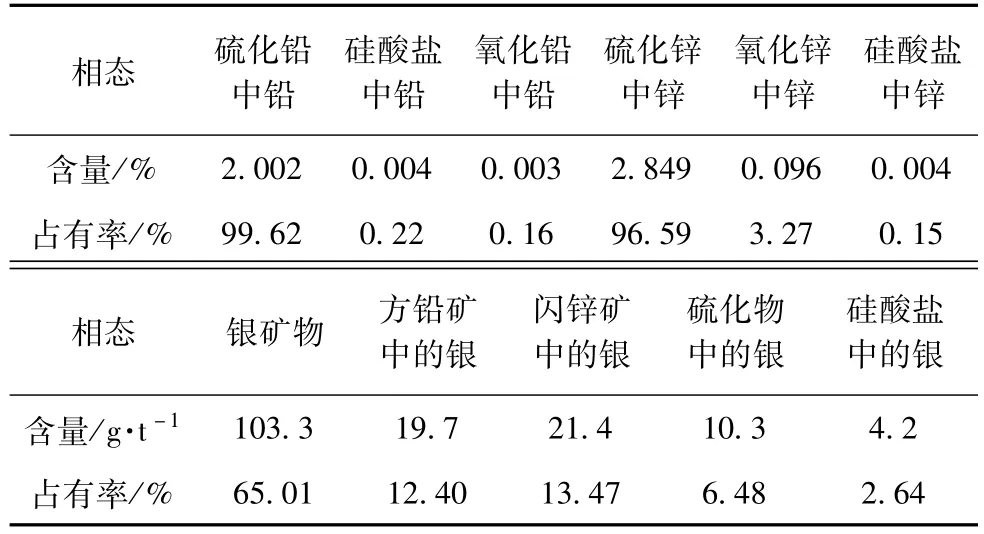
表2 原矿Pb、Zn、Ag的物相分析结果
由表1、表2可知,原矿品位Pb 2.01%、Zn 2.95%、S 4.71%、含Ag 158.9 g/t,矿石中铅、锌、硫元素具有回收利用价值,伴生的银元素也具有综合回收利用价值。
2 选矿试验
目前综合回收硫化铅锌矿的选矿方法主要为浮选法[7],现场通常采用的浮选工艺流程有:铅锌等可浮浮选、铅锌混合浮选再分离、铅锌优先浮选3种[8,9]。矿石中的银元素通常赋存于方铅矿中[10,11],在浮选作业中通常随铅一起浮出进入到铅精矿。
2.1 磨矿细度条件试验
磨矿细度是影响浮选作业的重要因素之一,对最佳磨矿细度进行条件试验。在石灰用量1 500 g/t、锌抑制剂硫酸锌和亚硫酸钠用量为1 500 g/t、配比为2∶1、捕收剂乙硫氮与丁铵黑药的用量为80 g/t、起泡剂2#油用量为30 g/t条件下,进行最佳磨矿细度探索试验,试验流程如图1所示,试验结果见表3。
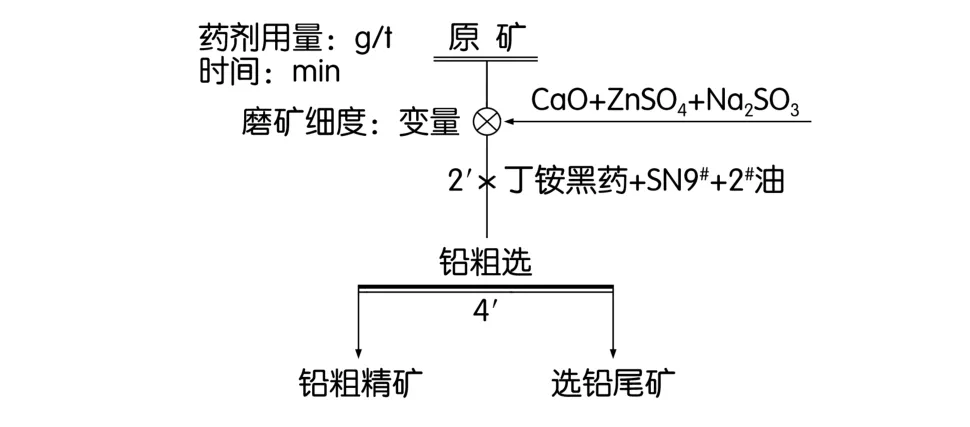
图1 试验原则流程图
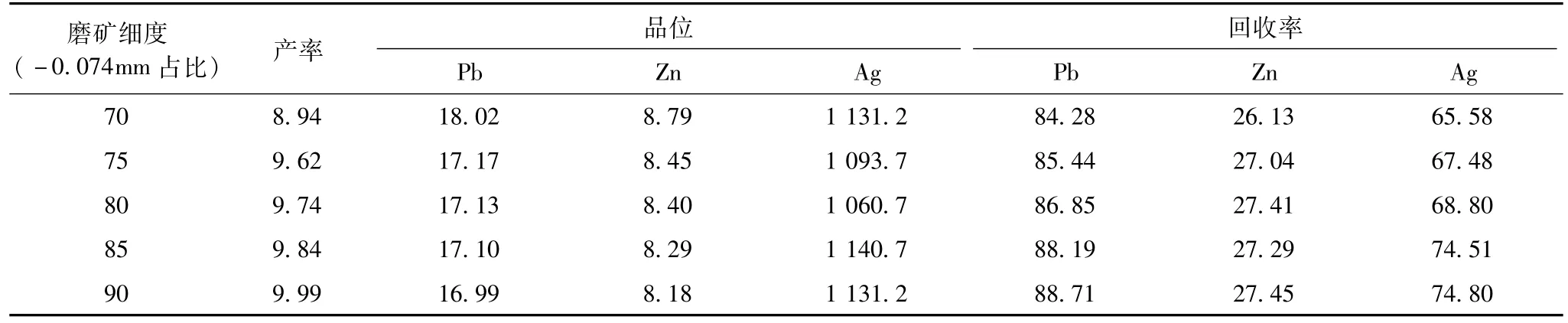
表3 磨矿细度条件试验结果 %
从表3结果可知,随着磨矿细度的增加,铅、锌及银的品位都出现了降低的趋势,回收率逐渐升高,当磨矿细度从-0.074 mm占比为85%时,银的回收率有显著的提升,同时铅、锌的回收率也得以保障。继续增加磨矿细度,铅、锌及银的品位及回收率变化不明显,最终选择最佳磨矿细度为-0.074 mm占比为85%。
2.2 选铅试验研究
2.2.1 乙硫氮与丁铵黑药配比及用量条件试验
在磨矿细度-0.074 mm含量大于85%、石灰用量1 500 g/t、锌抑制剂硫酸锌和亚硫酸钠用量为1 500 g/t、配比为2∶1条件下进行捕收剂乙硫氮和丁铵黑药的用量及配比探索试验,试验流程如图1所示,试验结果见表4。
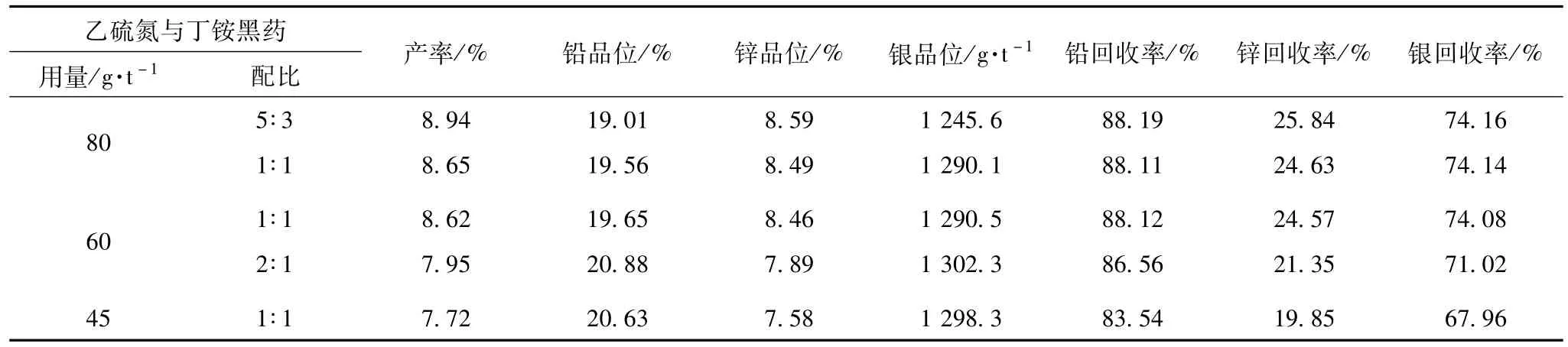
表4 乙硫氮与丁铵黑药用量及配比试验结果
由表4可知,当乙硫氮和丁铵黑药为1∶1时,铅、银在铅精矿中的回收率较高。当减少乙硫氮和丁铵黑药的用量时,铅、银的回收率均降低,当增加乙硫氮和丁铵黑药用量时,铅、银的回收率变化不明显。最终选择捕收剂乙硫氮与丁铵黑药的最佳用量为60 g/t、配比为1∶1。
2.2.2 硫酸锌和亚硫酸钠配比及用量条件试验
在磨矿细度-0.074 mm含量大于85%、石灰用量3 000 g/t、捕收剂乙硫氮与丁铵黑药的最佳用量为60 g/t、配比为1∶1时,进行锌抑制剂硫酸锌和亚硫酸钠用量及配比探索试验,试验流程如图1所示,试验结果见表5。
从表5可知,在用量相同条件下对比配比分别为1∶1和2∶1时,对闪锌矿的抑制效果相近,综合考虑药剂价格,选择二者的配比为2∶1。综合考虑铅粗精矿的铅、银的回收率及品位,最终选择硫酸锌和亚硫酸钠的最佳用量为3 000 g/t、配比为2∶1。

表5 硫酸锌和亚硫酸钠配比及用量条件试验结果
2.2.3 石灰用量条件试验
在采用磨矿细度-0.074 mm含量大于85%、锌抑制剂硫酸锌和亚硫酸钠的用量为3 000 g/t、配比为2∶1、捕收剂乙硫氮与丁铵黑药的最佳用量为60 g/t、配比为1∶1时,进行石灰的用量探索试验,试验流程如图1所示,试验结果见表6。

表6 石灰用量条件试验结果
由表6石灰用量条件试验结果可知,随着石灰用量由0 g/t增加至2 000 g/t时,铅粗精矿中铅、银的回收率逐渐上升;当石灰用量从2 000 g/t增加至3 000 g/t时,铅粗精矿中的锌占有率和锌回收率都开始下降。综合考虑铅、银的回收率,最终选择石灰用量为2 000 g/t,且此时的矿浆pH值约为10.5。
2.3 选锌试验研究
2.3.1 石灰用量条件试验
在选锌粗选作业采用石灰做pH值调整剂,选择活化剂硫酸铜用量200 g/t,锌捕收剂丁黄药用量为30 g/t,起泡剂2#油用量为15 g/t,进行了锌粗选石灰用量探索试验。试验流程如图2所示,试验结果如图3所示。
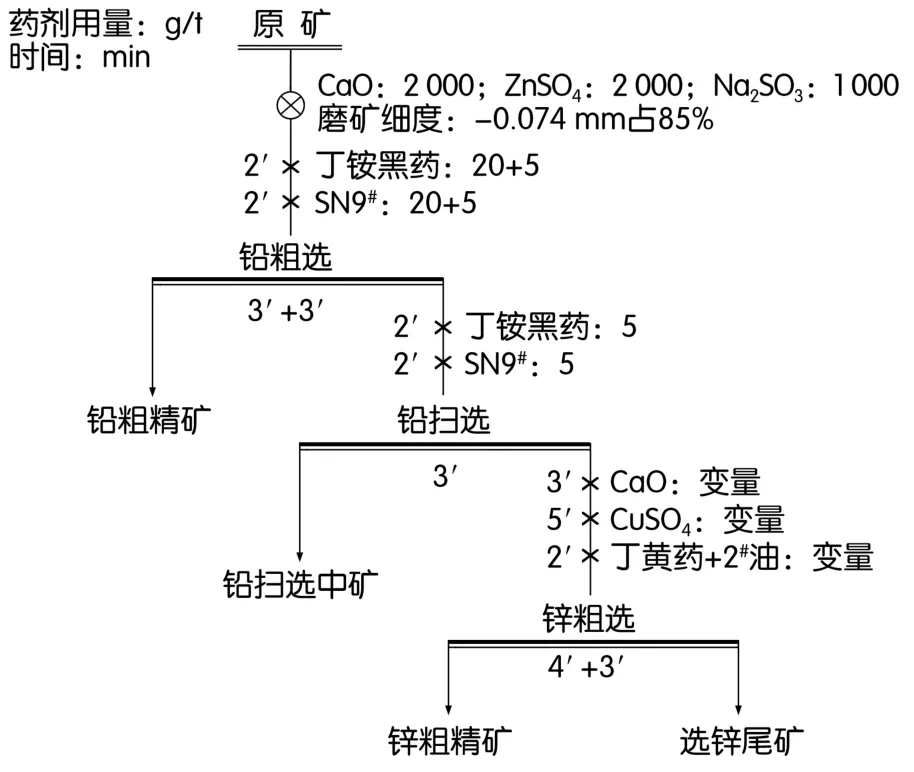
图2 选锌试验流程图
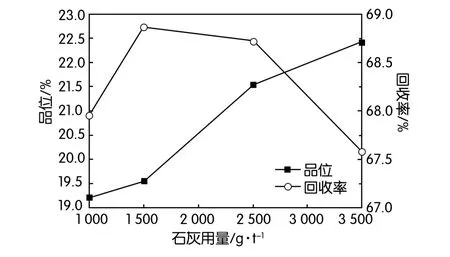
图3 锌粗选石灰用量条件试验结果
从图3可知,随着石灰用量的增加,锌粗精矿的锌品位逐渐上升,当石灰用量增至3 500 g/t时,锌粗精矿中的锌回收率和银回收率降低约1%,因此,最终选择石灰最佳用量为2 500 g/t,此时矿浆pH>12。
2.3.2 硫酸铜用量条件试验
在选锌粗选作业采用石灰做pH值调整剂且用量为2 500 g/t、锌捕收剂丁黄药用量为30 g/t、起泡剂2#油用量为15 g/t条件下,进行了锌粗选活化剂硫酸铜用量探索试验。试验流程如图2所示,试验结果如图4所示。
由图4可知,当硫酸铜用量为200 g/t时,锌粗精中锌的回收率及品位最高,继续增加硫酸铜用量锌回收率增加不明显且品位略微降低,减少硫酸铜用量则锌回收率及品位都略微降低,因此,最终选择硫酸铜最佳用量为200 g/t。

图4 锌粗选硫酸铜用量条件试验结果
2.3.3 丁黄药用量条件试验
在选锌粗选作业采用石灰做pH值调整剂且用量为2 500 g/t、选择活化剂硫酸铜用量为200 g/t、起泡剂2#油用量为15 g/t条件下,进行了锌粗选捕收剂丁黄药用量探索试验。试验流程如图2所示,试验结果如图5所示。
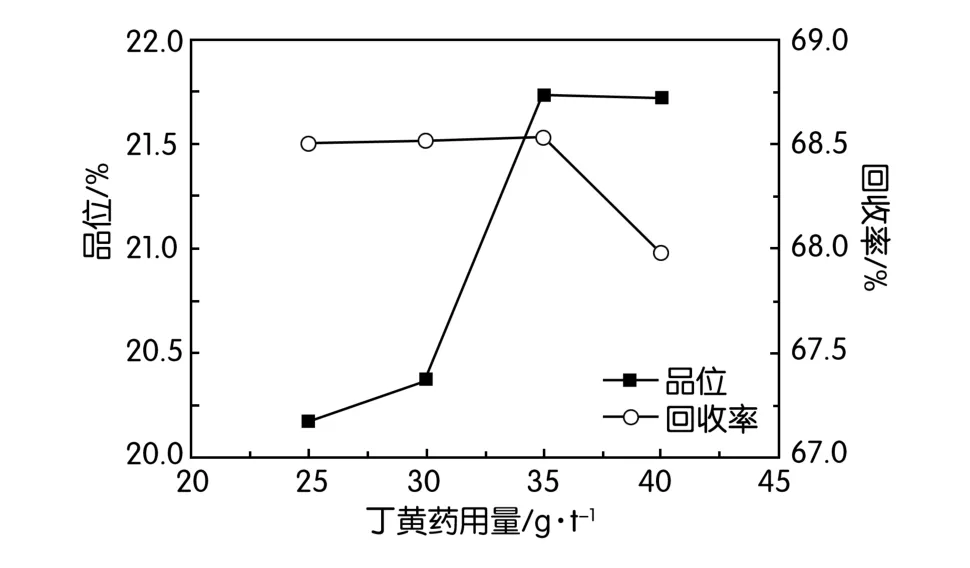
图5 锌粗选丁黄药用量条件试验结果
由图5可知,随着丁黄药用量的增加,锌粗精矿的品位和回收率都出现了先增高再降低的现象。当丁黄药为35 g/t时,锌粗精矿的锌品位和回收率都达到最高,继续增加或减少丁黄药用量都会使锌回收率产生不利影响,因此,最终选择最佳丁黄药用量为35 g/t。
2.3.4 锌粗精矿再磨细度条件试验
对锌粗精矿进行再磨细度条件试验,试验流程如图6所示,试验结果如图7所示。
由图7试验结果可知,对锌粗精矿进行再磨作业,随着再磨细度(-0.044 mm)占比越来越高,锌精矿的品位及回收率都有明显的升高。当再磨细度-0.044 mm占比达到90%时,再提高磨矿细度,锌精矿的品位略微降低,同时锌精矿的回收率升高并不明显。因此,锌粗精矿的再磨细度最终选定-0.044 mm占90%。
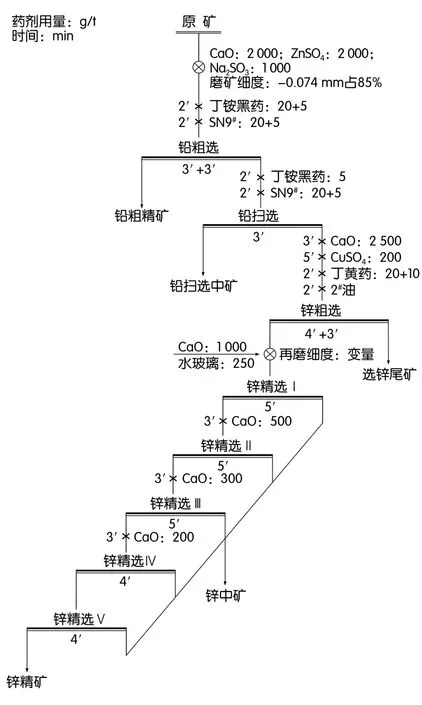
图6 锌粗精矿再磨细度条件试验流程
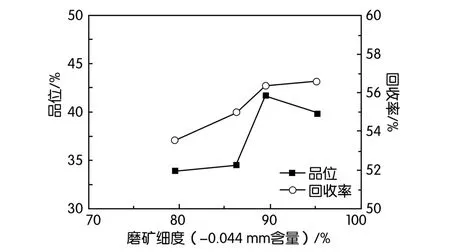
图7 锌粗精矿再磨细度条件试验结果
2.4 闭路试验
在上述选铅、选锌条件试验的基础上,为确保矿物的品位及回收率,在条件试验药剂用量的基础上适当增大药剂用量,开展闭路试验,闭路试验流程如图8所示,闭路试验结果见表7。
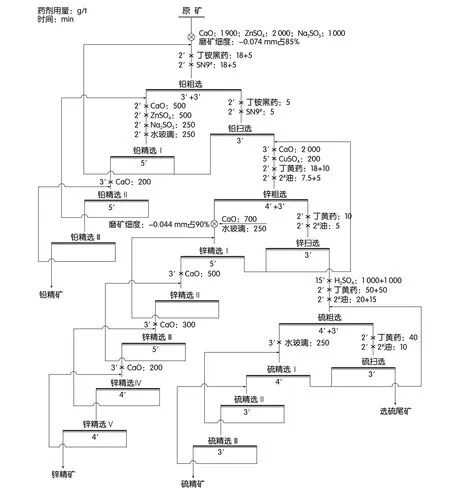
图8 闭路试验流程图
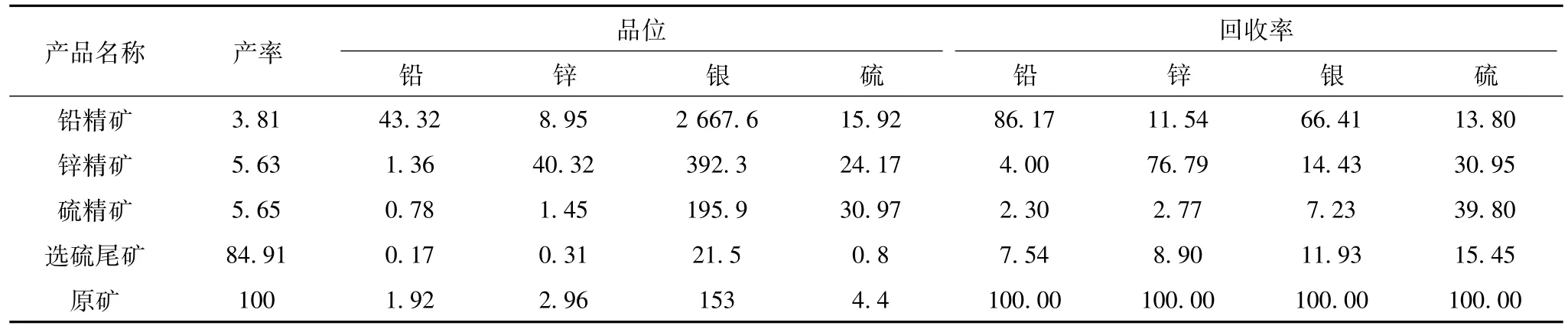
表7 闭路试验结果 %
由表7闭路流程结果可知,浮选闭路试验最终可获得品位为43.32%、回收率为86.17%的铅精矿产品,品位40.32%、回收率为76.79%的锌精矿产品,品位为30.97%、回收率为39.80%的硫精矿产品,有效地实现了江西地区银铅锌多金属矿的分离与回收。
3 结 论
1.为实现矿物的综合回收利用,需适当提升磨矿细度提高矿物解离度,使磨矿细度-0.074 mm占85%左右,实现矿石有效分离。选铅选别需控制pH介于10.5左右,可实现铅精矿的有效回收利用,此外应在精选作业适当添加适量的水玻璃抑制锌矿物。
2.为实现锌精矿的有效回收利用,需对锌粗精矿进行再磨再选,使磨矿细度-0.044 mm含量为90%左右,可有效提高锌精矿的回收率。此外,在pH>12的浮选矿浆体系下,锌精矿的品位及回收率得到有效提高。
3.选用“硫化银铅浮选—锌硫混合浮选再分离锌—锌硫混浮尾矿再选硫”流程工艺进行浮选,闭路试验最终获得指标:铅精矿铅的品位为43.32%、回收率为86.17%,银品位为2 667.6 g/t、回收率为66.41%,锌品位8.95%;锌精矿的锌品位为40.32%、回收率为76.79%,银品位为392.3 g/t、回收率为14.43%,含铅品位1.36%;硫精矿指标为硫品位为30.97%、回收率为39.80%,银品位为195.9 g/t、回收率为7.23%。较好地实现了矿石中铅、锌、硫元素及其伴生银元素的回收利用。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
广西大学学报(自然科学版)(2022年2期)2022-07-06
山东理工大学学报(自然科学版)(2021年6期)2021-07-02
科学与财富(2021年33期)2021-05-10
煤炭工程(2021年4期)2021-05-08
四川蚕业(2021年4期)2021-03-08
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
商品与质量(2020年23期)2020-11-26
中国金属通报(2020年5期)2020-06-02
中国金属通报(2019年7期)2019-08-13