
闪速炉C 烟尘布袋系统的PLC 控制系统设计
2021-05-07 02:33涂豪
有色冶金设计与研究 2021年2期
涂 豪
(江铜贵溪冶炼厂,江西鹰潭 335400)
布袋系统是冶炼工艺中使用非常广泛的一种控制系统。C 烟尘布袋主要是过滤来自锅炉的含尘气体,在闪速炉生产工艺当中尤为重要。传统的C 烟尘布袋控制系统采用的继电器式控制方式工作线路复杂、电缆排布凌乱,需使用大量电气元器件,工作时经常出现故障,且故障诊断与排除困难。除此之外,传统的C 烟尘布袋控制系统还存在接线复杂、功能单一、灵活性差、触点易被电弧烧坏从而导致接触不良等问题。为了提高控制的可靠性、增强抗干扰能力,方便使用,亟须对这些传统控制技术进行改造。
近年来,可编程序控制器发展迅速,其功能强大、安全稳定、使用可靠、修改灵活,能大幅提高企业的生产自动化程度。本文拟采用PLC 先进技术对C烟尘布袋控制线路、控制方式进行升级改造,充分利用PLC 的诸多优点提高 C 烟尘布袋控制自动化程度和可靠性。
1 工艺流程分析
布袋系统主要由脉冲阀、振动器、物料计、回转阀、卸灰阀和螺旋输灰机组成。具体流程为:冶炼过程中产生的含尘烟气从入口进入,经布袋收尘,将其中杂质吸收后,通过C 风机排出至烟囱。而布袋内的杂质在达到一定料位时,料位计检测后发出信号,尾端卸灰阀开启,5 s 后螺旋输灰机开启,5 s 后回转阀运行,再过5 s 后仓壁振动器运行;同时,顶上布袋反吹电磁阀在得到螺旋输送机运行信号后,每个电磁阀按8 s 动作1 次的规律依次反吹。布袋内的灰尘通过回转阀排至螺旋输送机上,再由螺旋输送机运至卸灰阀后,转移至其他地方。C 烟尘150 m2除尘器过程检测控制流程见图1。

图1 C 烟尘150 m2 除尘器过程检测控制流程
2 PLC 控制系统简介
PLC 是以微处理器为核心,融合多种技术的自动化控制装置[1]。其主要由中央处理单元(CPU)、存储器(ROM、RAM)、输入输出单元(I/O)、电源和编程器等部分组成,其结构如图2 所示。

图2 PLC 基本结构
PLC 的基本特点:1)功能丰富 。PLC 的指令系统能进行巨大的信息处理,其内部系统能储存丰富的信息。它的数据储存区种类多、数量大。输入、输出继电器可以进行大规模的信息交换,从而实现精细的控制。其内部其他的一些继电器,数目则更加庞大。2)使用方便。利用PLC 完成对整个系统的控制非常便利,这是由于传统的逻辑建立主要依靠硬接线,而PLC 的逻辑却是建立在程序的基础上的。另外,PLC 的硬件已集成为各种微小型的模块,并且这些小型化的模块一般都是已经配套好的。PLC 作为高度集后以后的产物,从软件方面来说,它的程序可编、容易编;从硬件方面考虑,它的配置可变、易变[2]。3)工作可靠。使用PLC 编程设计来实现对系统的控制是安全、可靠的。(1) 在硬件方面,PLC 使用数量不多的高度集成无触点器件;采用三取一的设计,电源模块、I/O 模块、CPU 都冗余或其中的部分冗余,确保了其可靠性[3]。(2)软件方面,PLC 采用的是循环扫描的工作方式,确保系统能够实时响应,提高了可靠性。PLC 系统设置有运行监控程序,一旦运行发生故障出现超时(一般不超过100 ms)就会报警;若严重超时,还可使PLC 停止工作。用户则可以根据报警发出的信号来分析问题,从而采取相应的应急措施。若没有超时,则再从头进行扫描,周而复始,确保PLC正常工作。即使偶尔系统出了故障,平均修复的时间也很短,只需要几个小时甚至几分钟即可。4)经济合算。虽然购买首套PLC 元器件花费大些,但从长远考虑,使用PLC 的性价比更高。
本项目设计中PLC 以实现的功能包括:1)开关量的逻辑控制,代替传统的继电器,实现自动开关量控制、逻辑组合控制等。2)运动控制,通过PLC 使用专门的指令或控制模块,使顺序控制和运动控制有机结合到一起。
3 PLC 控制系统硬件设计
3.1 PLC 的选型
西门子S7 系列PLC 占用空间小、运行快、模块标准化且具有一定网络通信功能,可靠性较高。S7系列PLC 可分为微型简易PLC(如 S7-200),一般小规模范围内使用的PLC(如S7-300)和对性能要求相对较高的PLC(如S7-400)等。
C 烟尘布袋控制系统有输入信号共13 个,输出信号23 个。综合输入/输出信号的数量、类型以及控制模块要求,同时考虑到维修、价格、使用等其他因素,本设计决定采用S7-200 系列PLC 进行系统控制,并采用 S7-200 CPU224 214-1BD33-0X24 型CPU,及 EM222 222-1HH32 型扩展模块。S7-200 系列PLC CPU 基本单元和扩展单元I/O 点数见表1、表2。PLC 接线原理示意见图3。

表1 S7-200 系列PLC 中CPU 的基本单元
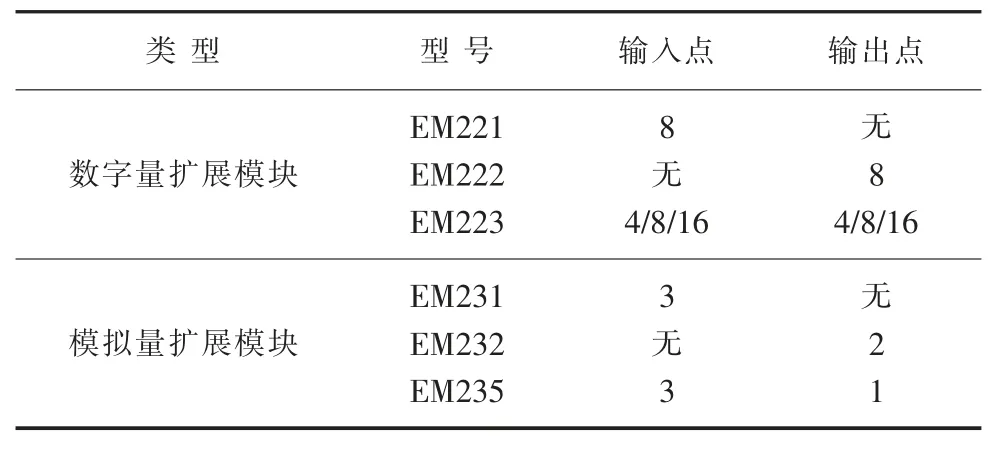
表2 S7-200 系列PLC 扩展单元型号及输入输出点数
3.2 PLC 控制系统仿真结果
从仿真结果的运行来看,改造后的控制系统能够完成原有控制系统的所有功能,并且具备了维修简单、灵活性强的优点,使各个控制部分达到了协调统一,极大地简化了原控制线路,减少了所需元器件数量,提高了整个系统的可靠性。
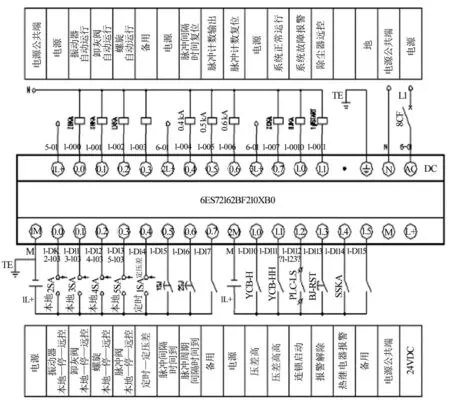
图3 C 烟尘150 m2 除尘器现场控制箱PLC 模块
4 结论
本次设计选择采用S7-200 系列PLC 对C 烟尘布袋的控制系统进行了改造,取消了原控制系统中的时间继电器、中间继电器等器件,改善了原先布袋操作复杂、工作方式繁琐且不易维修等缺陷,提高了布袋收尘的可操作性、灵动性和可靠性,还降低了收尘成本,使收尘的性价比大大提高。
猜你喜欢
山东冶金(2022年4期)2022-09-14
山西冶金(2022年3期)2022-08-03
宝藏(2022年10期)2022-03-06
机电安全(2021年11期)2021-08-27
自动化博览(2017年2期)2017-06-05
民俗研究(2017年2期)2017-03-22
工业炉(2016年1期)2016-02-27
小学阅读指南·高年级版(2015年10期)2015-09-10
中国工程咨询(2015年5期)2015-02-16
河南建材(2014年2期)2014-03-20
