
1600 吨汽车空调电磁离合器带轮板锻成形线
2021-05-15 09:55赵兰磊李江国张清林司大强江苏兴锻智能装备科技有限公司
锻造与冲压 2021年9期
文/赵兰磊,李江国,张清林,司大强·江苏兴锻智能装备科技有限公司
滕晓林,王荣胜·安徽昊方机电股份有限公司
随着我国工业化的不断深入,人们对零件的精密化、轻量化,以及对材料利用率、能源消耗、金属流线、成本、生产周期的要求越来越高。冷锻作为一种近净成形或净成形工艺得到了越来越广泛的应用。本文介绍了汽车电磁空调离合器带轮采用板材冷挤压成形工艺,其节能、节材的效果更加显著、金属流线更加符合零件的受力特点。
冷挤压技术是精密塑性成形技术家族中的一员,是一种近净成形或净成形工艺,具有高精、高效、优质低耗的工艺特性,具备切削加工无可比拟的优点,与热锻相比,可以节材30%~50%,节能40%~80%,而且能够提高锻件质量,改善作业环境。汽车工业的飞速发展,为冷锻这一传统技术的发展提供了原动力。冷锻技术在我国的起步虽然不算太晚,但发展速度却与发达国家有很大的差距。目前虽然国内已拥有用于小型冷锻件生产的专用成形压力机定型产品,但是对于冷锻精密成形设备还是主要依赖于从德国、日本进口。而大吨位肘杆式冷锻精密压力机,由于其技术门槛高,造价昂贵,更是一个空白,因此冷锻精密压力机的开发与推广应用是我们目前的一项紧迫任务。基于目前国内冷锻精密压力机的实际现状,以及客户方产品工艺升级和提高生产效率的需求,我司进行了大吨位肘杆式冷锻精密压力机及其自动线的研发。
汽车空调电磁离合器皮带轮板锻成形自动化线
汽车电磁空调离合器皮带轮的材质为10#钢,其原有的生产方式是热锻成形。此皮带轮的热锻自动化线主要是由自动上料机、中频加热炉、机械压力机、锻造设备、关节机器人等设备组成,其工艺过程如图1 所示。
通过观察终锻工位的热锻皮带轮坯(图2)表面不难看出:锻件表面质量差,尺寸精度低,加工余量大,并结合现场实际考察发现锻件质量控制难度比较大,电耗严重,平均每公斤约耗电1 度,并且材料的利用率也不足50%,模具寿命较低,车间生产环境恶劣,设备及维护费用较高。
针对以上问题点,需要采取何种锻造工艺能改善现状,并能满足客户方提出的节省原材料、提高产品质量、缩短加工流程、提高生产效率以及改善金属组织的力学性能的要求呢?由此我司开发了汽车电磁空调离合器皮带轮的板锻成形工艺(图3)。
现对在热态和室温下的皮带轮进行模拟计算,计算后的应力云图如图4 所示,从应力云图中可以看出:热态下终锻工位,皮带轮的最大成形应力约为239MPa;室温下终冷挤工位,皮带轮的最大成形应力约为2090MPa;由两种状态下应力的对比发现,室温下终挤工位的应力要远远大于热态下终锻工位的应力,可推断出热锻皮带轮在锻造过程中的变形抗力也远远小于板锻皮带轮的变形抗力,即热态下锻件的变形抗力比较小。
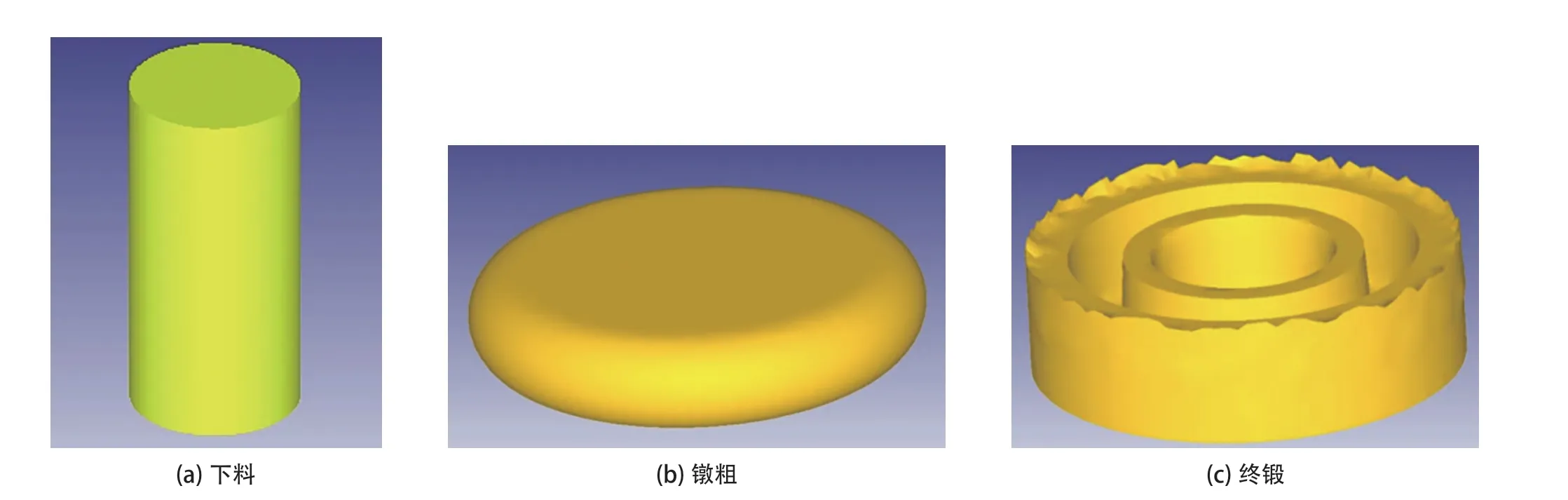
图1 热锻工艺过程

图2 热锻皮带轮坯
其本质原因:热锻是在金属再结晶温度以上进行锻造,在热态下,金属发生了再结晶,使得各种强度指标降低,变形金属得到一定软化;金属原子热振动的振幅增加,原子间结合力减弱;金属组织结构由多相组织转变为单相组织;塑性变形结构转变为滑移变形和扩散型变形结构。
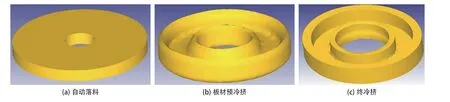
图3 板锻工艺过程
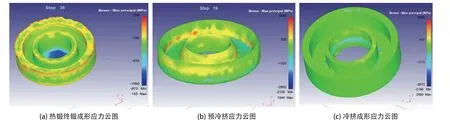
图4 皮带轮模拟计算后的应力云图
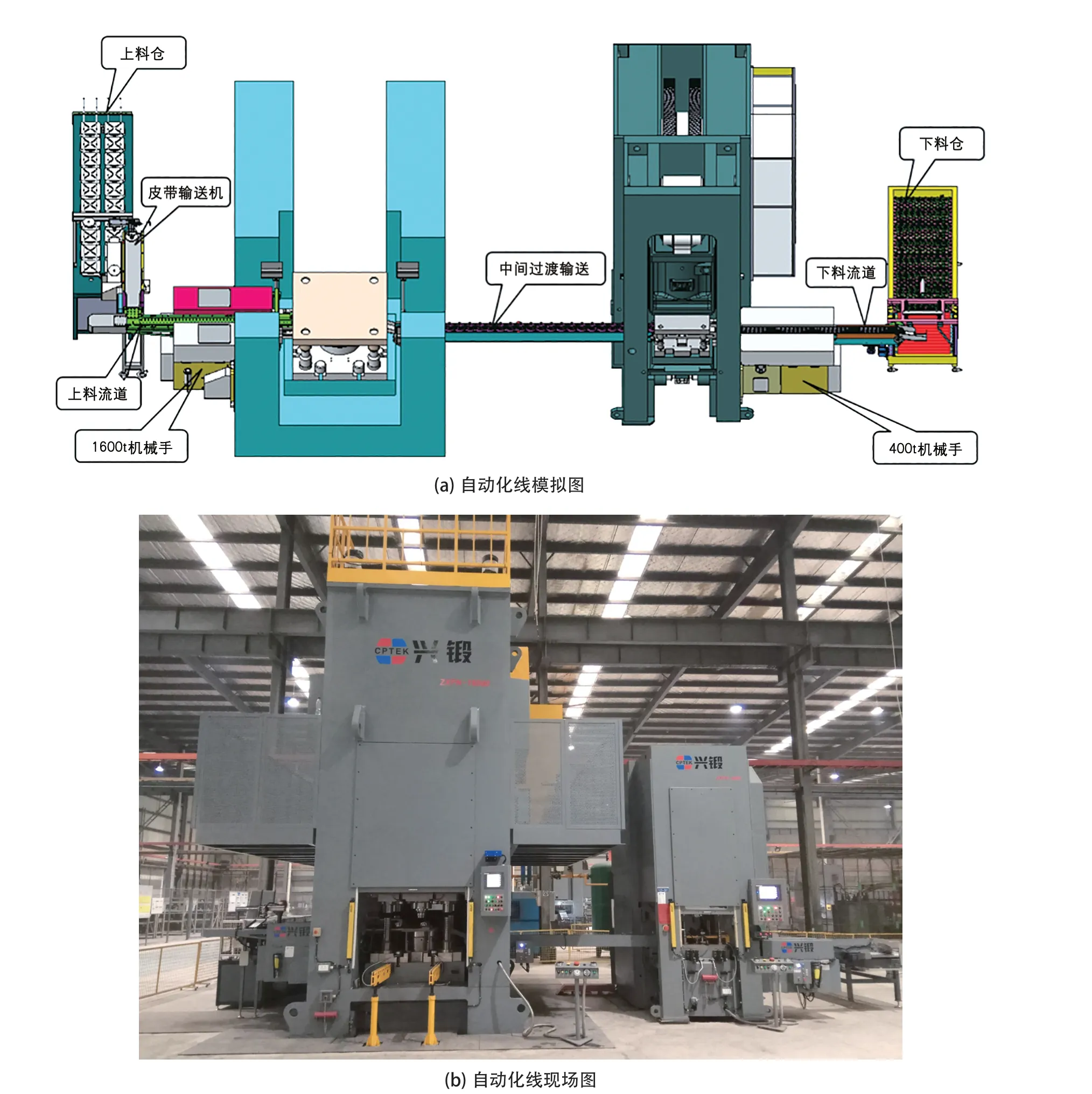
图5 汽车电磁空调离合器皮带轮的板锻成形自动化线
而对于冷锻而言,其是在室温下进行的锻造工艺,可以避免金属加热出现的缺陷,从而获得较高的精度和表面质量,并能提高工件的强度和硬度。
为满足客户锻造线升级的需要及适应离合器皮带轮的板锻成形工艺所需,我司在总结前期冷锻压力机开发经验的基础上,开发出国内首台1600 吨大吨位肘杆式冷锻精密压力机,并同时结合客户对自动化的需要,提出了汽车电磁空调离合器皮带轮的板锻成形自动化线(图5),该自动化线主要是由上料部分、输送部分、搬运部分、1600 吨冷锻压力机、400 吨冷锻压力机及下料部分组成。
现此皮带轮的板锻成形线已在客户车间投产使用,并达到了预期效果。通过对生产过程的跟踪发现,自板锻成形工艺引入以来,不仅减少了能量消耗、提高了材料利用率,同时还改善了生产环境,降低了对模具材料的热硬性和耐热疲劳性的要求,并且还有效的提高了模具使用寿命,方便了对设备、操作和现场的管理。采用板锻工艺的终挤成形皮带轮实物见图6。
热锻与板锻皮带轮的金相和金属流线
对热锻和板锻两种工艺生产的电磁空调离合器皮带轮分别在对应位置取样,进行金相分析,并沿相同的方向,将皮带轮切开进行腐蚀,用于金属流线观察。金相图及金属流线分别如图7 所示。
由热锻和板锻皮带轮金相组织分析可以看出:热锻皮带轮金相组织主要为铁素体和少量珠光体,组织晶粒度较粗大,硬度检验为63 ~66HRB;而板锻皮带轮金相组织主要为铁素体和少量珠光体,组织在冷变形形变强化过程中发生了细晶强化,细晶粒金属中的裂纹不易产生也不易扩展,表现出较好的力学性能,硬度检验为85 ~95HRB。从热锻和板锻皮带轮金属流线可以看出:热锻皮带轮外圈的金属流线流向不一,流量不均,并且在内圈出现涡流,而板锻皮带轮的金属流线沿锻件方向连续均匀分布。
皮带轮的板锻成形更接近最终产品形状和零件的尺寸,避免了在切削加工时形成的大量金属废料,大大节约了金属材料,并且在提高材料利用率的同时,还提升了零件的力学性能。板锻成形时金属材料在低于再结晶温度下流动,金属流线沿着挤压件轮廓连续均匀分布,由于机加工余量较小,从而减少了金属流线被切断的可能,最大程度上避免了纤维尖锐间断情况的发生,而且晶粒组织更加致密,伴随着金属材料的加工硬化,金属得到强化,硬度提高,使零件的强度大为提高。综上,可以看出皮带轮的板锻成形相对于热锻成形在经济和技术上都有明显的优点。

图6 冷挤皮带轮坯
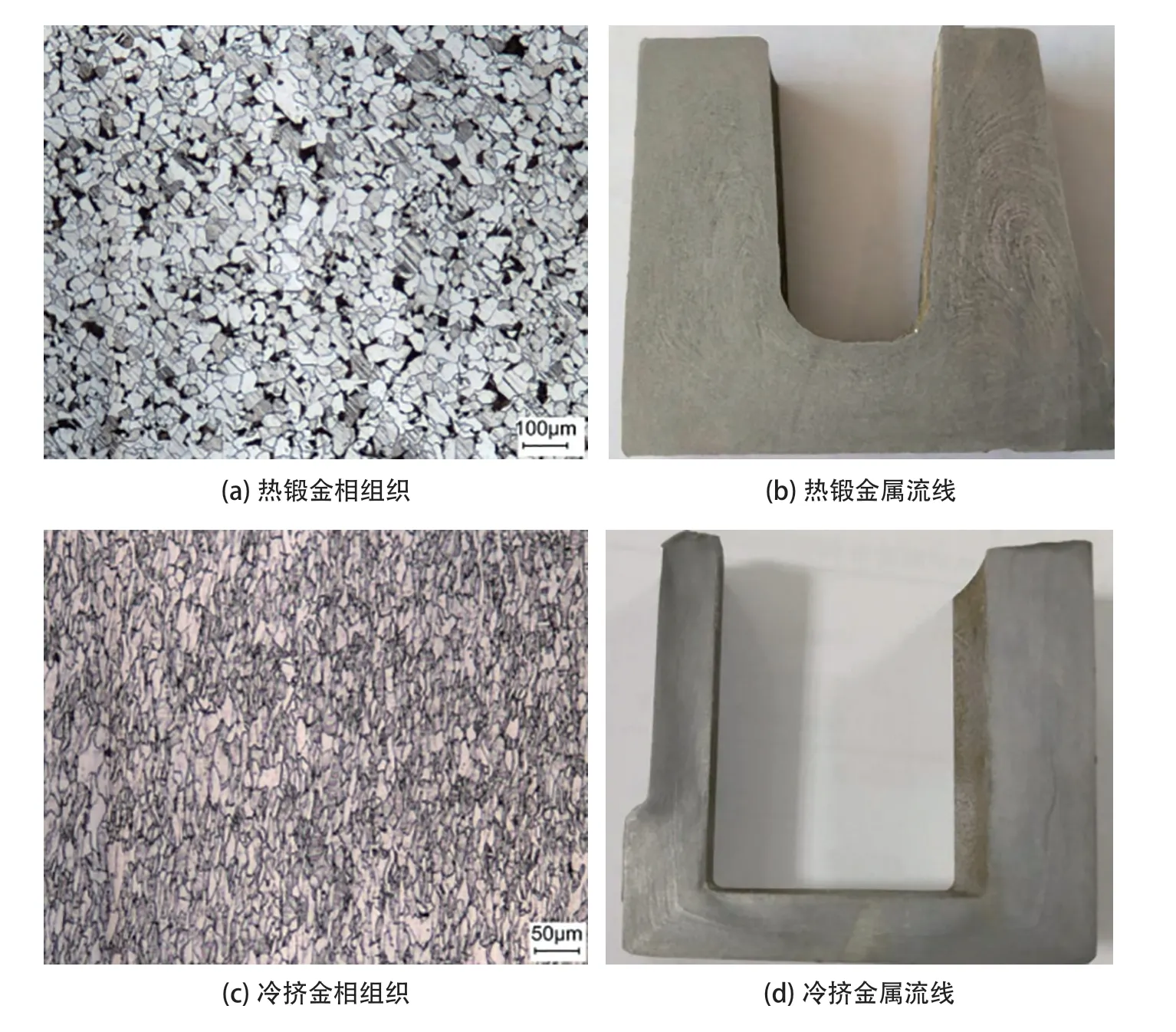
图7 热锻和板锻生产的锻件金相图及金属流线
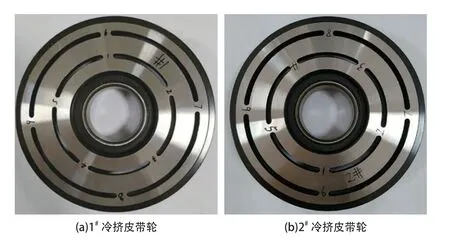
图8 板锻皮带轮试验结果
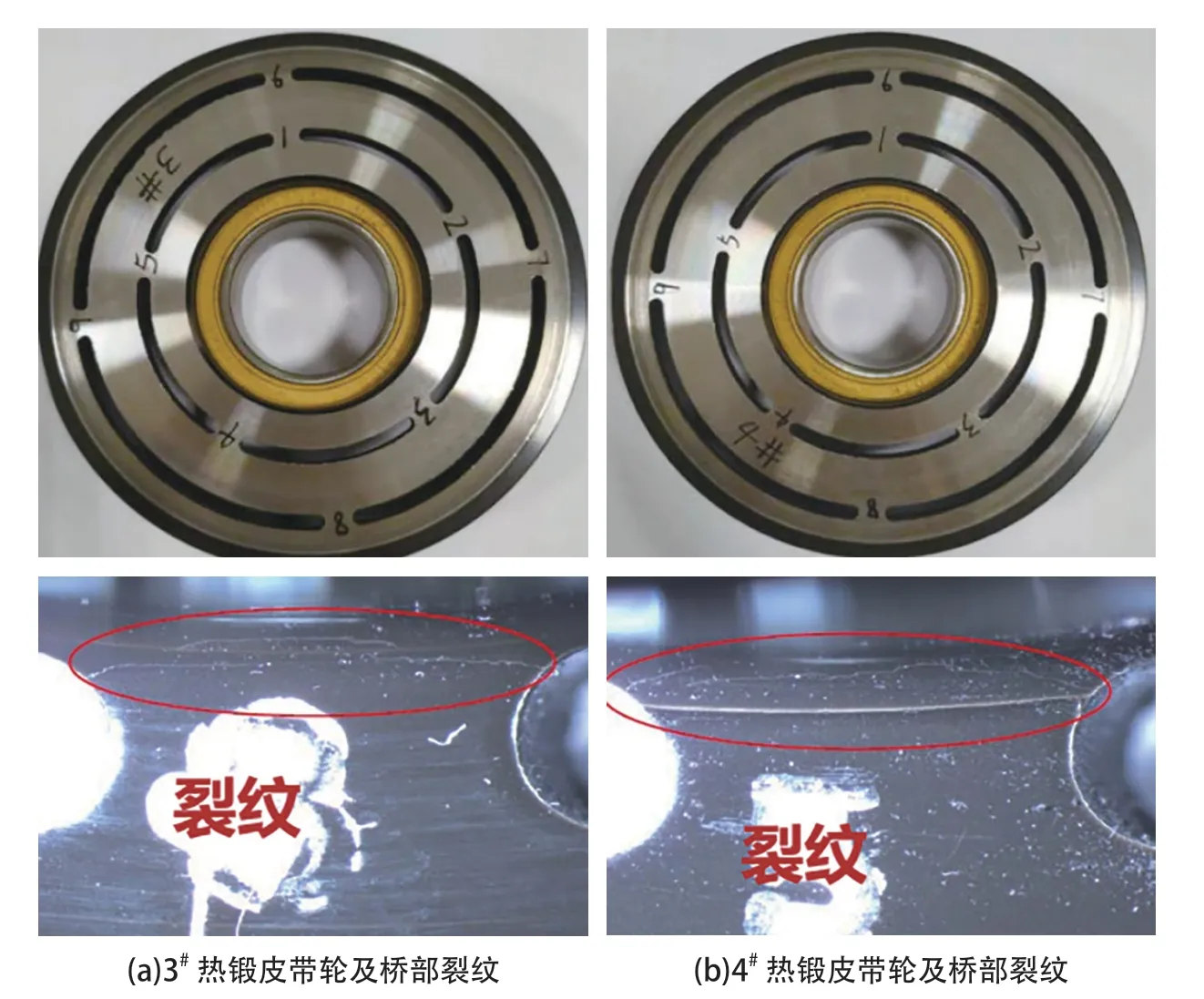
图9 热锻皮带轮试验结果
皮带轮的高张力试验
汽车空调电磁离合器的功能是控制发动机与压缩机之间的动力联系,是一个动力传递装置,其采用通电结合的方式,力矩从主动侧传到被动侧,实现机械传动系统的功能传递,是汽车关键零部件之一。其工作原理是:电磁线圈固定在压缩机外壳上,驱动盘与压缩机的主轴相连接,皮带轮通过轴承安装在压缩机的外壳上,可以自由转动。当电源接通时,电磁离合器将发动机的动力传递给压缩机主轴,使压缩机处于工作状态;当电源断开时,电磁离合器便切断压缩机与发动机的联系,使压缩机停止工作。从汽车空调电磁离合器的工作原理中可以看出,皮带轮主要是受转速和摩擦力的影响。因此为充分验证热锻皮带轮和板锻皮带轮的强度,现将热锻皮带轮和板锻皮带轮在同一工况下进行张力试验。
试验工况:加载载荷3578N,转速6000rpm,运转次数1000 万次,测试件数量为热锻皮带轮2 件,板锻皮带轮2 件。
经张力试验后的板锻皮带轮和热锻皮带轮如图8、图9 所示,经过1000 万次运转后,在显微镜下观察,发现2 件热锻皮带轮(3#和4#) 的桥部出现微小的细微裂纹,而在对2件板锻皮带轮(1#和2#)的桥部进行观察时未发现任何裂纹。由板锻皮带轮和热锻皮带轮的张力试验可知:板锻皮带轮桥部的强度远远要高于热锻皮带轮桥部的强度,因此可以断定板锻皮带轮的强度要高于热锻皮带轮的强度。
结束语
依据客户产品工艺升级以及提高生产效率的需求,我司将冷锻技术作为汽车电磁空调离合器带轮生产的首选,并实现了汽车电磁空调离合器带轮的自动化生产,取得了良好的效果。
猜你喜欢
锻压装备与制造技术(2022年4期)2022-09-14
纯碱工业(2022年3期)2022-06-16
小型微型计算机系统(2021年12期)2021-12-08
汽车零部件(2020年4期)2020-05-25
VOGUE服饰与美容(2019年10期)2019-12-02
中国房地产业·中旬(2019年2期)2019-10-21
中国电气工程学报(2019年25期)2019-09-10
科技视界(2016年26期)2016-12-17
科技视界(2016年9期)2016-04-26
建筑工程技术与设计(2015年8期)2015-10-21
