
冷轧退火酸洗在线平整机抬辊印的解决办法
2021-06-28 01:31禹云龙林福龙
天津冶金 2021年3期
成 龙,禹云龙,林福龙
(天津太钢天管不锈钢有限公司,天津300461)
0 引言
随着冷轧不锈钢行业工艺装备的不断发展,将平整机直接加入冷轧退火酸洗线已经成为趋势,而两辊干式平整机因其简洁高效等特点备受青睐。在线平整工艺提高了天津太钢天管不锈钢有限公司冷轧2B板形的质量水平,减少了边浪、中浪,尤其是楔形和对角线不一致等问题的出现;缩短了未平段的长度,相比于由离线的11 m缩短到2 m;而且大大提高了平整机的生产效率,在线平整相当于同样级别的两台离线平整[1]。
效率等的提升也带来了在线平整机固有的一些缺陷,比如平整辊开合过程中导致的抬辊印。抬辊印的出现不稳定,长度从几十米到二百米不等,一直困扰着在线平整机的技术和操作人员。本文对焊缝过平整机程序、轧制线张力控制、抗皱辊动作、抛光器动作、电机励磁等相关因素进行了研究,发现了造成抬辊印的原因,并制定了针对性的优化方案,大大减少了抬辊印的产生,提升了冷轧薄板的表面质量[2,3]。
1 在线平整装置及抬辊印产生的原因
1.1 在线平整装置
冷轧退火酸洗在线平整装置安装在两组张力辊之间,这样的设置既可以轻松的给平整装置提供高达30 t的张力,还可以解决离线平整芯轴“八”字的问题,给板形的调整创造最好的条件。平整辊的初始直径可以达到860 mm,厚重的牌坊可以给平整辊提供高达2 200 t的轧制力。在如此高的轧制力和张力的作用下,带钢会发生2%以下的塑形变形,以此来调整板形。在线平整机示意图如图1所示。

图1 在线平整机示意图
1.2 抬辊印产生原因分析及解决方案的探讨
要分析抬辊印产生的原因,首先得研究抬辊前后各设备的运行状况和顺控关系。焊缝通过在线平整机的时候带钢会由高速(100 m/min)停下,平整辊打开,焊缝运行过平整辊后再闭合平整辊,然后开车运行。由于带钢由高速停下来后有应力,平整机抬辊的瞬间应力释放,带钢和平整辊有相对错动,导致抬辊印缺陷的产生。该缺陷会发生于每次开合辊,如果通过换辊解决会消耗大量的人力、物力和生产效率,所以只能通过抛光器消除,这必然会产生几十米到几百米不等的缺陷,影响带钢实物质量。
1.2.1 抬辊印产生原因分析
经对在线平整机进行多项试验,再结合离线平整机生产操作经验,探究在线平整机抬辊印产生的真正原因和影响因素。
首先,所谓“抬辊印”真的是抬辊造成的吗?通过对平整机开合辊造成的带钢辊印的追踪,发现上一卷的开辊的停车辊印里就有抬辊印,所以“抬辊印”是平整机抬辊过程中造成的。抬辊印缺陷如图2、图3所示。

图2 停车辊印内抬辊印缺陷

图3 正品带钢上的周期性抬辊印缺陷
通过试验确定“抬辊印”是平整辊开辊过程中造成的,接下来就是对开辊过程的分析。从缺陷的形态上分析,划伤是沿带钢运行方向,并且自带头向带尾,明显是辊与带钢间位移摩擦产生的。而从数控顺序图可以看出,开辊的瞬间带钢是不动的,并且张力辊属于保持状态,所以,产生位移摩擦的位置是平整辊。而查看电气控制程序,平整辊在抬辊时电机给定是“零速”,那么平整辊与带钢间的相对位移是如何产生的呢?
1.2.2 平整辊与带钢相对位移分析
借鉴离线平整机生产操作经验和抬辊印的解决办法,探究在线平整机平整辊与带钢相对位移产生的原因。冷轧不锈钢厂的离线平整一般是作为在线平整的补充,离线平整属于单独的小机组,没有连续在线的张力辊,是通过入口、出口的芯轴实现张力。
离线平整牌坊内开合辊的原理和在线平整一样,同样也有开辊印的问题。其开辊印产生的原理是:平整机由高速运转到完全停下,此间平整辊和带钢并不能完全同步,平整辊因带钢的拉拽会产生扭应力,在开辊的瞬间应力释放,平整辊与带钢间产生相对位移,将带钢擦伤。其解决办法是平整辊开辊之前将出口芯轴倒转,待出口张力完全松下来后再开平整辊,消除平整辊应力释放引起的相对位移。使用该方法基本可以消除离线平整抬辊印的缺陷。
由此可以分析出,在线平整抬辊印也是由于平整辊应力释放过程,与带钢间产生相对位移,擦伤带钢所致。但由于连续生产的限制,出口张力辊不能实现反向转动,解决问题的办法只能从别的地方入手。
2 在线平整抬辊印的解决办法
找到了抬辊印产生的原因,接下来就通过工艺分析和试验,找到最优的解决办法。
2.1 优化过焊缝给定张力
解决平整辊与带钢间相对位移,首先考虑降低平整机开辊前的张力,并对其进行优化,从而减少平整辊和带钢之间的应力。表1是根据不同带钢厚度设定的不同在线平整机开辊张力。
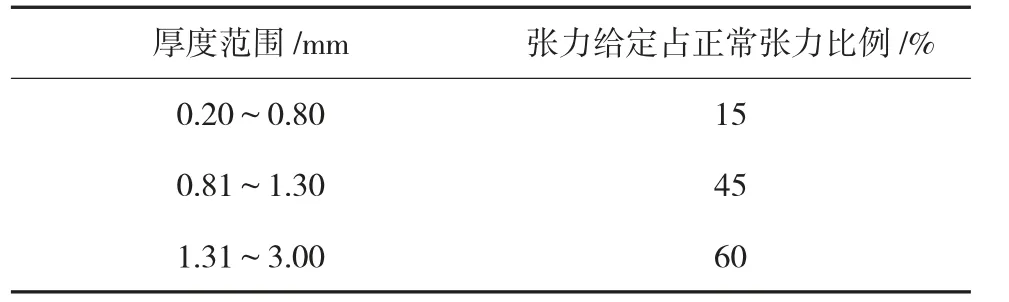
表1 在线平整机过焊缝张力给定
通过对过焊缝张力的优化,抬辊印得到改善,缺陷的程度和发生的频次都有所减轻,但厚料由于整体的张力较大,且不能将过焊缝张力大幅降低(实践中因平衡张力问题会导致严重的堆钢事故),抬辊印还是会时有发生,没有得到有效的解决。
2.2 优化开辊方式
设计的平整辊开辊方式为上下辊同时上升、下降打开,由于上辊决定轧制线,所以上辊抬升和定位由三套装置来执行,分别是平整辊提升和保持的平衡液压缸、弯辊缸和螺旋定位机构。一条年产40万吨的冷轧退火酸洗线,每天的生产卷数最多可以达到100卷,也就意味着这三套装置每天将动作200次,这对设备的损耗严重,而且会影响轧制线及轧制力差调节系统的精度。螺旋定位装置的螺杆和铜头磨损导致辊子定位精度下降,从而加大了抬辊印产生的概率。
公司创造性的将开辊方式由原来的上下同时打开,改成上辊不动、下辊下降的方式。该方式革命性的将螺旋定位装置、上辊平衡装置的动作频次由之前的最多200次/班降到了现在的1次/班,避免了螺旋压下铜头频繁动作导致的磨损,提高了轧制线的精度和稳定性,给后期其他措施创造了良好的设备支撑。
2.3 实现“倒带”
通过降低过焊缝张力可以缓解应力问题,但是不能做到根治,解决抬辊印的关键还是彻底消除平整辊和带钢由高速运行到停止不同步造成的应力问题。对于冷轧退火酸洗线平整机过焊缝的用时绝对是分秒必争,600 m的有效活套量,150 m/min的运行速度,过焊缝及卸卷、上卷的时间只有4 min。所以过焊缝的每一个步骤都要做到最省时,没有停下来再反向运行的时间。
通过对“停车”、“平衡张力”等步骤的研究,将在线平整过焊缝程序进行优化:即在线平整段停车,平整机出口张力辊消励磁,依靠平整辊和在线平整前的张力辊平衡张力,可以实现带钢“倒带”的效果。具体的原理:当平整机完成第一次焊缝定位后,出口张力辊消励磁、抱闸抱住,抗皱辊下降导致“入口张力辊-平整辊-出口张力辊”之间的带钢松弛,入口张力辊和平整辊为了维持“入口张力辊-平整辊-出口张力辊”之间的张力向入口方向运行,从而达到了带钢反向运行的效果。经过“倒带”后,平整辊相对带钢的应力得到有效释放。改造后在线平整机过焊缝顺控图如图4所示。

图4 改造后在线平整机过焊缝顺控图
3 实践应用效果
通过对过焊缝程序的优化,在线平整段的带钢达到了反向运行的效果,长度大概在50~150 mm之间。改造前的停车辊印如图5所示,平整停车辊印只有一道,放大停车辊印会看到如图2中的擦伤,在随后的经平整辊轧制的带钢上就会出现周期性的横条辊印缺陷,即抬辊印。而改造后的停车辊印如图6所示,改造后平整机停车辊印为明显的两道,一道为第一停车时的停车辊印,另一道为反向运行后的停车辊印。通过“倒车”有效的释放了平整辊与带钢之间的应力,是解决抬辊印的主要措施。
图5 改造前的停车辊印

图6 改造后的停车辊印
通过上述几项措施实施,不仅大大降低了螺旋定位装置和上辊平衡装置的故障率,提高了在线平整机轧制线的精度和稳定性,最终解决了抬辊印问题。
2020全年在线平整机抬辊印降级150吨,较2019年减少450吨,按照合格品与二级品差价1 000元/吨,减少经济质量损失45万元,实现了提质增效。
其次,抬辊印的解决不仅大大减少了头尾降级品的产生,也推动了在线平整机投用率的提升,投用率从之前的92.5%提高到现在的97.3%,效率提升显著,减少了工序成本。
4 结语
抬辊印缺陷虽然只产生在头部几十米到二百米,但是随着不锈钢质量标准的不断提高,该缺陷一直困扰着在线平整机。同时,抬辊印产生的原因错综复杂,涉及到抗皱辊、平衡缸、弯辊缸、张力辊等与平整机相关的多个设备,是一个系统性的问题。本文着眼于抬辊印产生的机理,结合离线平整的现场操作经验,提出了一套系统解决抬辊印的方法。通过优化焊缝过平整机的操作,改变了轧制线调节、张力平衡等调整方式,从根本上解决了厚料抬辊印的产生,不仅减少了抬辊印缺陷降级造成的质量损失,而且延长了平整辊使用寿命,提高了在线平整投用率。
猜你喜欢
科学技术创新(2022年31期)2022-10-27
中国德育(2022年12期)2022-08-22
电脑知识与技术(2022年15期)2022-07-02
建材发展导向(2022年6期)2022-04-18
少儿科技(2022年4期)2022-04-14
昆钢科技(2021年4期)2021-11-06
建材发展导向(2021年6期)2021-06-09
电脑爱好者(2020年23期)2020-12-30
学生天地(2020年31期)2020-06-01
中华诗词(2018年4期)2018-08-17
