渤海某海上平台三甘醇尾气处理系统优化
2021-07-23 03:46王鑫
天津化工 2021年4期
王鑫
(中海石油(中国)有限公司天津分公司,天津300459)
目前,海上平台普遍采用的天然气净化工艺为三甘醇脱水工艺。三甘醇具有吸水能力很强,在天然气中的溶解度低,而且沸点较高、再生容易等优点得到广泛引用。三甘醇再生阶段常引入汽提气提高再生效果,降低贫液含水,提高脱水效率,降低干气水露点。但是汽提法会产生再生尾气,且伴随甘醇损失、污染环境等问题。
三甘醇再生尾气若直接排至大气中,会污染环境、设备,使生产区产生异味,影响作业安全和员工的身心健康。因此需要经过充分处理后进行排放。
1 尾气处理系统的现状
三甘醇再生系统的尾气主要成分为天然气和水蒸气,经过简单的尾气处理后,通过冷放空排至大气中,而且其中还含有一定量的烃类等化合物。三甘醇再生系统投产后,放空头出口放空气冷凝形成大量液滴,对设备及海洋环境造成污染,对平台的设备安全和人员安全造成了威胁。这些现状表明三甘醇再生尾气处理效果很差(见表1)。
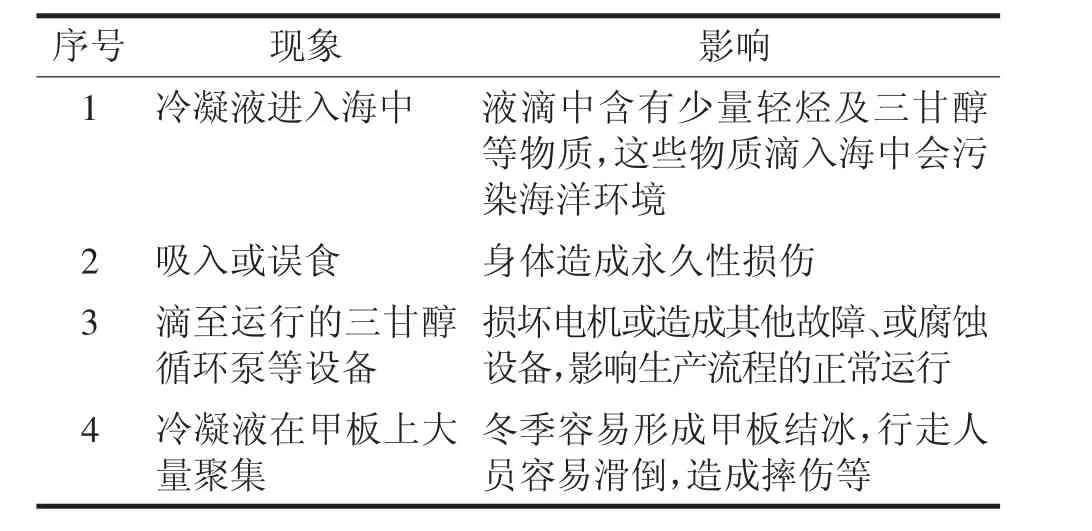
表1 尾气处理系统效果不佳的现象与风险分析表
针对这些问题,需要通过一系列技术改进措施,对整个尾气流程进行优化,达到防治污染、保护设备及人员的目标。
2 尾气处理的流程
目前的平台使用的三甘醇再生系统尾气处理系统比较简单,再生尾气由再生塔流经出口管线,到达U型分离器进行快速分液后,液体进入开排系统,气体经过冷放空头排至大气中(见图1)。
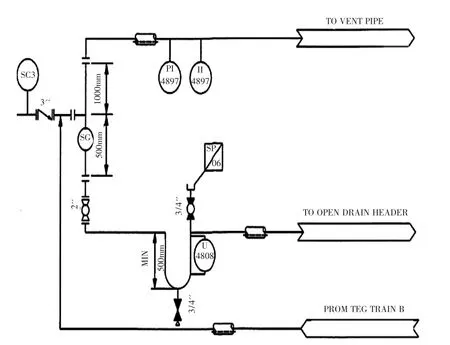
图1 冷放空流程简要示意图
由于在U型分离中接触时间过短,很难做到充分分液,因此导致放空头处长期滴液。
2.1 工艺参数的调整
目前平台用于三甘醇再生的汽提气为燃料气,现测试干气做汽提气的脱水再生系统运行情况。通过HYSYS模拟干气与燃料气做汽提气的运行状况,干气再生的贫液浓度略高于燃料气。模拟后我们进行现场设备测试,通过对比干气及燃料气做汽提气过程中的设备参数及设备能力可以得出以下几条结论:1)使用干气作为汽提气气源时,冷凝液中杂质较少;2)使用干气作为汽提气气源时,冷凝液烃类及轻质油较少;3)使用干气作为汽提气气源时,相同条件下再生的贫液浓度略高于燃料气,再生效率及脱水效率略高,与模拟结果基本一致。
根据上述结论,将采用干气作为再生汽提气。
2.2 重新确定三甘醇运行的最佳汽提气流量
在三甘醇再生系统运行一段时间之后,设备的工况及流程的工况发生变化,因此,设备出厂的推荐参数可能不再适用,因此需要进行重新校订调整。
通过HYSYS对厂家提供的曲线进行分析,计算出设备特性参数,结合现在的运行参数进行校对。对比发现设备推荐参数无法满足目前运行工况,且设备特性参数特性参数发生变化,因此需要重新测试后确定。
在测试的过程中,对尾气处理系统的状况进行了系统的分析:1)汽提气流量越大,尾气处理效果越差;2)当汽提气量过大,会导致三甘醇损失量增加;3)汽提气流量增加,三甘醇再生的贫甘醇含水明显降低;4)汽提气量在最优范围内应该控制最小;5)在目前日处理量为40万Sm3,通过曲线分析,三甘醇再生系统汽提气瞬时最优值为12Sm3/h(见图2)。
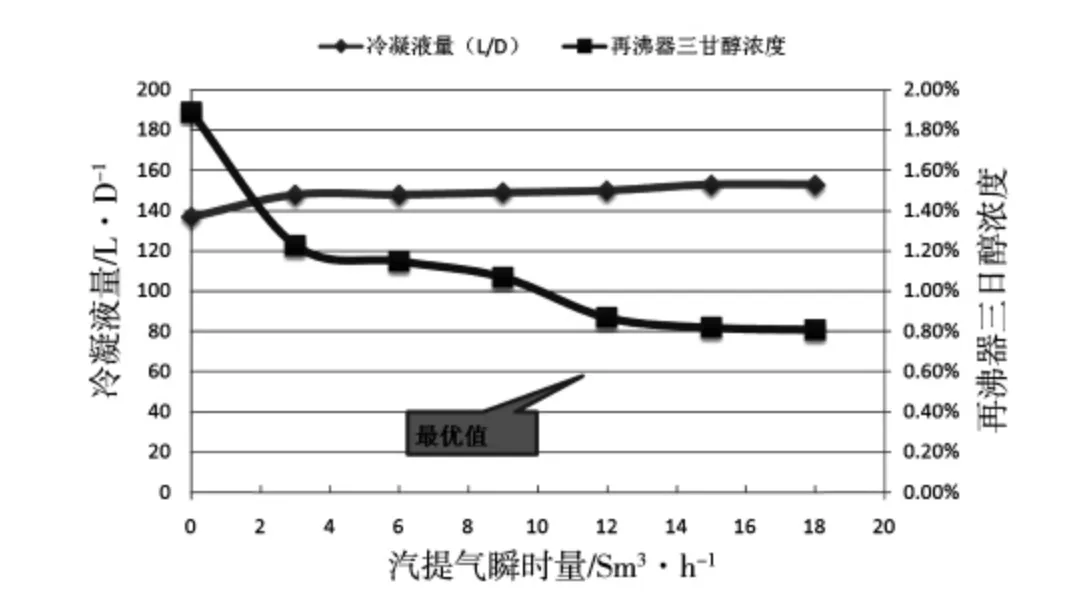
图2 汽提气流量对冷凝液量的影响关系图
2.3 流程改造
2.3.1 增加尾气冷却器
由于三甘醇再生尾气温度较高,管线保温较好,在尾气处理及放空的过程中无法完成冷却降温,造成尾气外排后大量冷凝,形成污染。
在U型分离器处设计增加一个冷却装置,对尾气进行降温,增加气液分离效率。平台空间有限,难以增加新的设备撬块,因此利用原有管线改造为空气冷却器,利用HTRI衡算热量后,根据冷却负荷进行设计安装。
2.3.2 增加集液器
尾气系统流程较短,流速较快,一旦工况变化依然存在尾气处理不充分的可能。为了杜绝这一类情况出现,通过在冷放空口安装集液槽回收此处的冷凝水和轻烃,做到最大程度的防止尾气污染。
2.4 技术手段效果评价
在三甘醇脱水再生系统负荷保持稳定,在其他运行参数保持稳定的情况下,保持40万Sm3的处理工况,对于不同技术手段的实施前后的尾气处理系统回收冷凝液量进行了统计和对比(见表2)。
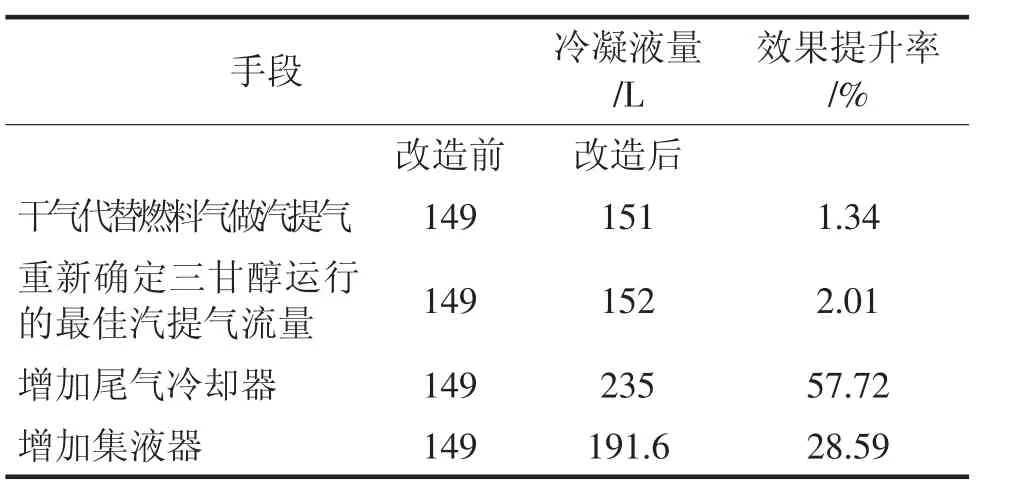
表2 改造方案与冷凝液变化汇总表
增加尾气冷却器、增加集液槽效果明显,但是施工较复杂。参数调整对尾气中冷凝液回收影响提升较小,但是几乎不增加其他成本。因此,这四种技术手段全部采纳。
实施后,尾气处理系统每日回收冷凝液量为282.5L,尾气处理效率提升89.6%。
3 尾气处理效果评价
三甘醇再生系统尾气处理中主要为天然气和水蒸气,水蒸气为回收物质,因此将水蒸气回收率作为评价尾气处理效果的指标。
根据物质分子守恒定律可知水分子的物理形态变化图(见图3)。
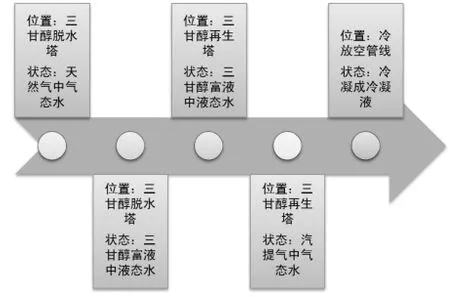
图3 水分子的物理形态变化图
因此,天然气中脱去的水就是冷凝液的最大值:
V冷凝液MAX=每天天然气中脱水的体积。
根据物质量守恒定律计算:
最大值计算表
公式1:天然气中脱去的水蒸汽的体积:

注:V——天然气中脱去的水蒸气的体积;Q——三甘醇系统天然气处理量Sm3/D;A进——脱水塔入口的天然气含水(1042ppm);A出——脱水塔出口的天然气含水(72ppm)。
公式2:天然气中脱去的液态水的体积:

注:V冷凝液MAX——冷凝液的最大值;Vmol水——水摩尔体积(22.4L/mol);M——水摩尔质量(18g/mol);ρ——水的质量密度(1mL/g);
结果计算:V冷凝液MAX=291L;
尾气系统冷凝液回收率=282.5÷V冷凝液MAX=97.1%
4 能耗控制
由于尾气系统需要对再生尾气进行降温,因此对整个尾气处理流程进行重新分析后,对现场设备及管线伴热进行调整,每年节电4320kWh。
5 总结
经过本次优化,尾气处理系统的运行效果得到了很大的提升。在此次优化分析的过程中,我们可以得到以下几条结论:1)对汽提气种类和流量进行分析和优化对尾气处理系统回收的冷凝液量提升并不明显;2)对流程进行改造后,相同负荷情况下,其他参数保持稳定工况下,尾气处理系统回收的冷凝液量提升非常明显;3)同时采用改造手段和调整参数手段后,三甘醇尾气处理系统处理效率提高了89.6%,尾气处理效果得到了极大的提升;4)通过物质衡算,尾气系统冷凝液回收率达到97.1%,三甘醇脱水塔脱出的游离水在尾气处理系统基本全部回收。5)通过对设备及管线伴热调整,每年节电4320kWh,提升尾气系统处理效率的同时,降低了设备能耗,节约了能源。
猜你喜欢
天然气化工—C1化学与化工(2022年5期)2022-10-28
化工设计通讯(2022年7期)2022-08-11
中国药学药品知识仓库(2022年10期)2022-05-29
油气田地面工程(2022年2期)2022-03-01
河北画报(2021年2期)2021-05-25
山西教育·招考(2020年3期)2020-05-14
消费导刊(2018年10期)2018-08-20
歌剧(2017年12期)2018-01-23
船舶标准化工程师(2015年5期)2015-12-03
发明与创新·中学生(2015年3期)2015-03-16