
侧围外板冲压成形仿真及影响因素分析
2021-08-20 06:08张新颖余天明栗彬琦崔岸
汽车工艺与材料 2021年8期
张新颖 余天明,2 栗彬琦 崔岸,2
(1.吉林大学 汽车工程学院,长春130022;2.吉林大学 汽车仿真与控制国家重点试验室,长春130022)
1 前言
汽车车身覆盖件与底盘、发动机、电子电器是汽车的四大组成部分[1],其中车身覆盖件具有材料薄、形状复杂、结构尺寸大、表面质量要求高等特点[2-3],是汽车整体性能和质量的重要决定因素之一,它的设计和生产更是汽车整个开发过程的关键,很大程度上决定了开发周期和成本[4]。
随着有限元技术和计算机技术的高速发展,尤其是冲压模拟软件的开发和应用,缩短了冲压工艺方案锁定周期,使得生产中的试验次数大大减少,降低了研发成本,缩短了生产周期,极大提高了汽车制造的生产效率[5-6]。
2 侧围外板工艺补充设计
在进行冲压工艺和模具设计时,首先必须确定冲压方向,保证覆盖件能够顺利成形。在拉深工序中,确定冲压方向应考虑能使凸模顺利进入凹模,且进入拉深件的所有角落,因此要使凸模与毛坯接触面尽量大,接触面位于冲模中心,使进料阻力均匀。本研究选择的冲压方向如图1所示。

图1 冲压方向示意
工艺补充指为了顺利拉深成形出合格的制件,在冲压件的基础上所添加的材料,用以满足拉深、压料面和修边等工序的要求。
工艺补充分为内工艺补充和外工艺补充。如图2所示,其中外工艺补充包括拉深部分的补充和压料面两部分。

图2 两种工艺补充示意
压料面是凹模圆角半径以外的部分毛坯,压边圈将拉深坯料压紧在凹模压料面上。在凸模对坯料开始拉深前,压边圈将坯料压紧在凹模压料面上。
如图3所示,在成形过程中,需要保证拉深方向和压料面的相对位置合理,这样压料面才会更好地发挥功能。

图3 压料面与成形方向的相对位置
对于拉深工艺,凸模与压料面应满足一定的长度关系,如图4所示。在成形过程中,压料面的存在会使板料在凸模接触到它时处于一种张紧的状态,从而能够很好地贴在凸模上并进入到凹模中,否则容易起皱。

图4 压料面与凸模之间的长度关系
某款商用车侧围外板本身不具有对称性,所以拉深过程中各部位受力不均匀,因此采用双件拉深的方法,将零件对称布置,采用一模俩件的生产模式,在距离外板边缘25 mm处建立对称面,将原模型对称并将对称后的两半零件连接起来,如图5所示。

图5 对称完成后的零件
工艺补充完成后,冲压后得到的工件形状如图6所示。

图6 工艺补充完成示意
3 侧围外板冲压成形仿真
侧围外板的材料为厚度1 mm的DC04,力学性能见表1。

表1 DC04材料力学性能
3.1 网格的划分
由于Dynaform对网格的质量要求比较高,为保证仿真的精度,采用专业的有限元前处理软件Hypermesh进行网格划分。
由于零件尺寸较大,为减少网格数量,网格最大尺寸设置为30 mm,并采用三角形与四边形网格联合划分。最后,凹模划分完成的网格如图7所示。凸模、压边圈、板料的网格划分步骤与凹模类似。

图7 凹模网格划分结果
3.2 基于Dynaform的侧围外板仿真前处理
首先将凹模、凸模、压边圈、板料划分完网格后的模型导入到Dynaform软件中,导入后模型如图8所示。
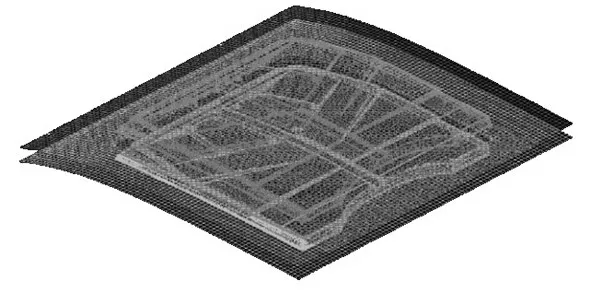
图8 导入模型
板料成形的设置如下。
a.板料的厚度设置为1 mm,单动拉深,凹模在上,凸模在下,凹模向下运动。
b.钢材之间的摩擦系数通常在0.1~0.15之间,本次仿真中选用软件的默认值0.125。
冲压过程分为两步,第一步是压边工序,凹模向下运动与压边圈闭合,将凹模的速度设置为2 000 mm/s。
第二步是拉深工序,凹模跟压边圈一起往下运动与凸模闭合,将凹模运动速度设置为5 000 mm/s,运用经验公式(1)计算理论压边力的值。

式中,P为压边力;A为压边圈的面积;p为单位压边力。
由CATIA计算得A=1.459 m2,查冲压手册可知,单位压边力p一般为2.5~3.0 MPa,本研究取p=2.9 MPa,经计算得理论压边力P=4 231.1 kN,依此参照,将仿真中压边力的初始值设置为略小一些的4 150 kN。
各项参数设定完成后预览模具的运动情况,观察凸凹模之间是否完全闭合,从而检查设定过程有无错误。
4 冲压工艺参数对仿真结果的影响
利用Dynaform的后处理软件打开*.d3plot形式的结果文件,将凸模、凹模、压边圈隐藏,观看板料在成形过程中的动画及成形极限图与厚度分布图,如图9所示。

图9 第1次仿真结果
从成形极限图中可以看出,拉深过程中在外板下侧的两个尖角处已经出现了破裂区,且在厚度图中显示最薄处厚度为0.547 mm,减薄率45.3%,不能满足零件的使用要求。
出现上述问题的原因主要是此部分拉深深度较大,而且处于凸凹模的直角处,进料阻力较大,所以板料被过分拉深直至拉裂。
为解决拉裂的问题,需要重新选取工艺参数。
a.为减小进料阻力,将压边力减小至3 000 kN,仿真结果如图10所示。减小压边力后仍存在拉裂,但还未起皱。

图10 压边力3 000 kN仿真结果
b.继续减小压边力至2 000 kN,仿真结果如图11所示。减小压边力并未改善拉裂问题,且如果继续减小压边力可能会导致起皱。

图11 压边力2 000 kN仿真结果
c.由于压边力的减小对拉裂情况的改善不是很明显,且压边力不能过小,所以将压边力设置为初始值,在压边圈上设置四段等效拉深筋,拉深筋分布图如图12a所示,采用半圆形拉深筋,该拉深筋的高度设置为4 mm,圆角半径为4 mm,根据板料厚度和材料计算出阻力大小的经验值,这个力是完全锁模力值,为435.0 N,拉深筋的阻力系数值为20%,仿真结果如图12b、图12c所示。可以看出增设拉深筋之后,进料情况得到改善,拉裂部分面积减小。

图12 增设拉延筋后压边力4 150 kN仿真结果
d.继续将压边力减小至3 000 kN,仿真结果如图13所示,从成形极限图可以看出冲压结果得到改善,但是在零件的边角部分仍有破损,从厚度分布图看到,变形后最薄处的厚度为0.609 mm,减薄率为39.1%,根据经验判断这部分在生产中会出现破裂现象,最厚处厚度为1.145 mm,增厚率14.5%,增厚的部分基本为工艺补充部分,在拉深和整形之后会修边去掉。

图13 压边力3 000 kN仿真结果
e.由于第5次仿真零件最薄处为0.609 mm,超过合理的最大减薄率30%,将压边力减小为1 800 kN,仿真结果如图14所示。

图14 压边力1 800 kN仿真结果
这次仿真结果显示在压边力减小之后,不仅没有了拉裂的部分,且零件最薄处为0.704 mm,减薄率也得到了改善,少量起皱部分分布在法兰区域,满足生产要求。
通过上述多次仿真,可以看出工艺参数对冲压成形仿真结果的影响,单纯的减小压边力对拉裂情况的改善不大,而且由于压料面形状特殊,压边力过大会导致板料产生褶皱,增设拉深筋可以改善材料的流动状况以及板料的成形情况。
5 结束语
侧围外板是车身大型外覆盖件,对冲压成形要求比较高,利用Dynaform软件对侧围外板进行冲压成形仿真,通过选取合适的压边力、增设拉深筋,避免了生产过程中可能出现的拉裂、起皱的问题。
有限元数值仿真技术在车身上的应用已经越来越广泛,数值仿真技术可以模拟零件冲压成形过程,检查可能发生的缺陷,从而进行改良设计,减少了试验时间与设计成本,对实际的生产过程具有指导作用。
猜你喜欢
模具工业(2022年5期)2022-05-27
模具制造(2022年2期)2022-03-25
模具制造(2022年1期)2022-02-23
模具制造(2021年8期)2021-10-20
山东科技大学学报(自然科学版)(2021年2期)2021-04-10
模具工业(2021年3期)2021-03-29
模具工业(2021年2期)2021-03-18
东北大学学报(自然科学版)(2020年2期)2020-02-27
山东工业技术(2018年3期)2018-11-30
山东工业技术(2018年20期)2018-11-26
