
聚乙烯醇醇解母液回收技术进展
2021-08-23 02:12许献智
安徽化工 2021年4期
许献智
(安徽皖维集团有限责任公司,安徽合肥 238002)
聚乙烯醇(简称PVA)外观为白色粉末,是一种水溶性高分子聚合物,性能介于塑料和橡胶之间,在纺织行业、建筑装潢行业、化工行业、农业、日用化妆品及高频淬火剂等方面有广泛应用。聚乙酸乙烯醇解生产聚乙烯醇的过程中产生大量的醇解母液,主要组成为甲醇、乙酸甲酯和乙酸钠等,这些都是重要的化工原料,应加以回收。传统母液回收工艺主要分为三个系统,即甲醇系统、乙酸系统和乙酸甲酯水解系统。近年来,出现了将乙酸甲酯精制为产品的工艺路线。杭宇等[1]综述了2009年以前聚乙烯醇的发展历程和国内外的研究现状。本文将对近几年的醇解母液回收技术进展进行评述,重点围绕传统乙酸甲酯水解方案的最新进展以及乙酸甲酯精制技术的现状进行讨论。
1 乙酸甲酯水解
1.1 水解工艺
传统的醇解母液回收技术是将乙酸甲酯浓缩并水解为乙酸和甲醇后分别回收。柳巨澜等[2]对比了年产10 万吨PVA 装置乙酸甲酯浓缩的一塔和两塔流程,如图1 所示,结果表明,一塔流程节能23.6%,但萃取水循环量会增大77%。两种流程各有优缺点,在实际运用过程中,应根据装置建设地点的能源和资源特点进行合理选择。李群生等[3]针对醇解废液回收能耗高的问题,采用Aspen Plus 化工流程模拟软件对共沸精馏塔TQ-501 进行了模拟。通过单因素和多因素分析,得出了最佳操作参数组合:理论板数27,进料位置7,回流比1.55,馏出比0.341。吕英杰和刘艳杰等[4-5]分别对乙酸甲酯-甲醇萃取精馏进行模拟计算,获得了理论板数、进料位置、溶剂比、萃取剂温度、回流比等对萃取精馏过程的影响规律,并找到了最佳操作参数。
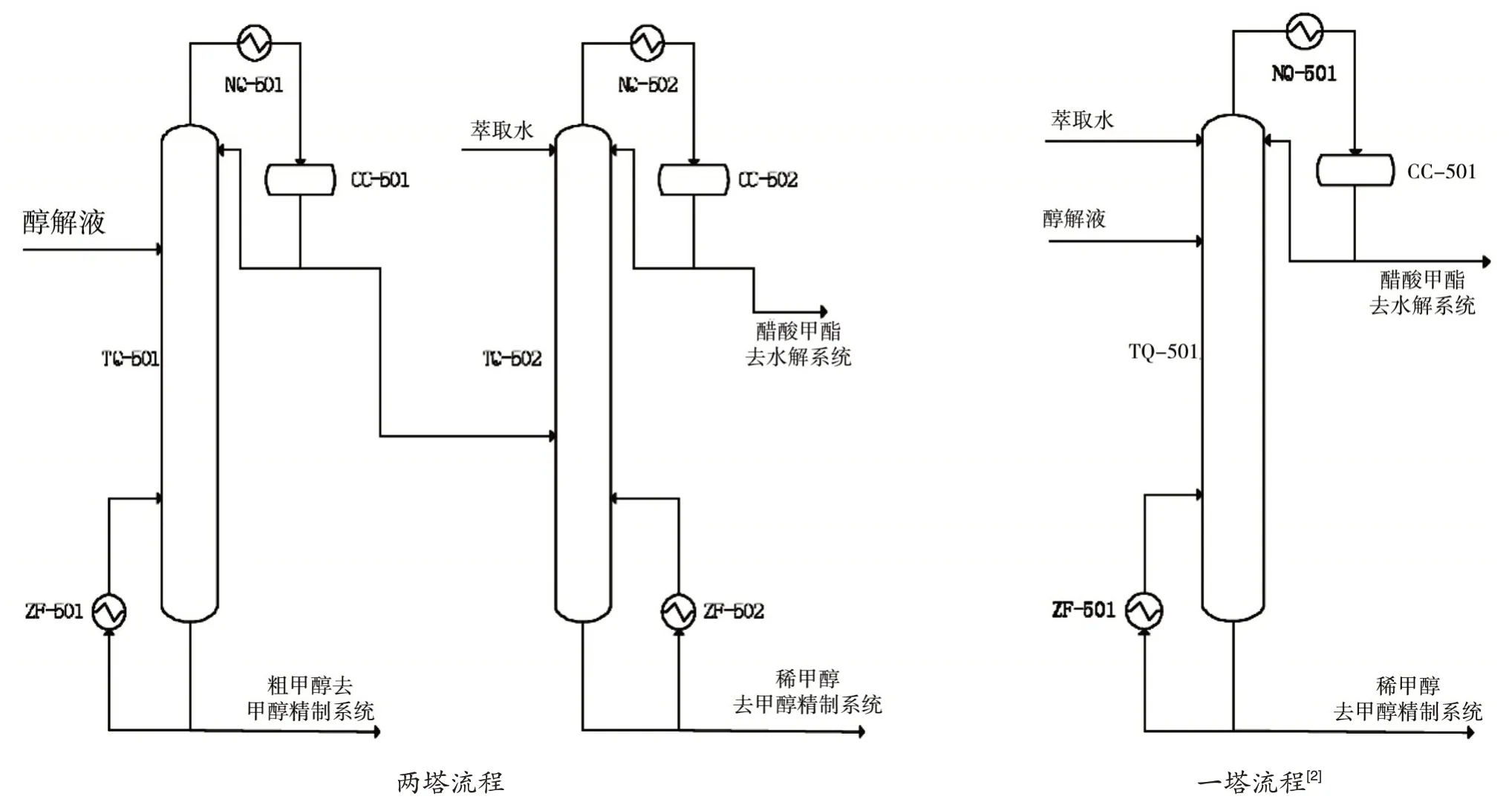
图1 乙酸甲酯浓缩工艺流程
江义平等[6]用间歇式恒温反应器测定了乙酸甲酯在阳离子交换树脂上的水解动力学。邱挺等[7]实验研究了乙酸甲酯与甲醇共沸物在阳离子交换树脂捆扎包作催化剂下的催化精馏水解工艺,实验结果表明,在优化工艺条件下能耗比传统的固定床工艺降低39.99%。曾宏等[8]模拟了萃取精馏与催化精馏耦合的水解工艺,提出了降低能耗和提高水解率的方案。高鑫等[9]利用乙酸甲酯水解体系热力学、水解反应动力学以及催化填料的基础数据,对乙酸甲酯催化精馏水解过程进行了模拟研究,提出了两种工艺改进方案。Zhao等[10-11]为进一步提高乙酸甲酯水解率,利用聚乙烯醇厂已具备的固定床设备,建立了乙酸甲酯水解催化精馏与固定床联合的工艺,提高了乙酸甲酯水解率。孙兰义等[12]尝试研究了在隔壁塔内进行乙酸甲酯水解的反应精馏过程,并提出了控制策略。
1.2 甲醇精制
柳巨澜等[13]对比研究了三种甲醇双效精馏方案,并采用Aspen Plus 开展了年产10 万吨PVA 装置的甲醇精制流程模拟工作。模拟结果表明,采用三种双效精馏方案的能耗均能降低44%以上。塔顶气相采出甲醇直接向聚合工段第一精馏塔进料的方案,使甲醇塔顶冷凝器负荷和聚合一塔釜蒸发器负荷均进一步降低约18 GCal/h。方案三通过将部分回收塔稀甲醇送入回收四塔,增大了釜排量,避免了釜液中必须含甲醇的限制条件,从而可以保证TQ503 塔釜水中不含乙酸钠,可以节省大量工艺水,如图2 所示。从降低能耗,减少“三废”排放的角度综合考虑,方案三是较优的甲醇精制方案。曹慧斌等[14]采用热集成技术对水萃取精馏提浓乙酸甲酯及甲醇精制过程进行了分析。毛丽华等[15]将上海石化PVA工厂的醇解废液精馏塔在实际操作条件的基础上进行了模拟优化分析,提出了优化方案。
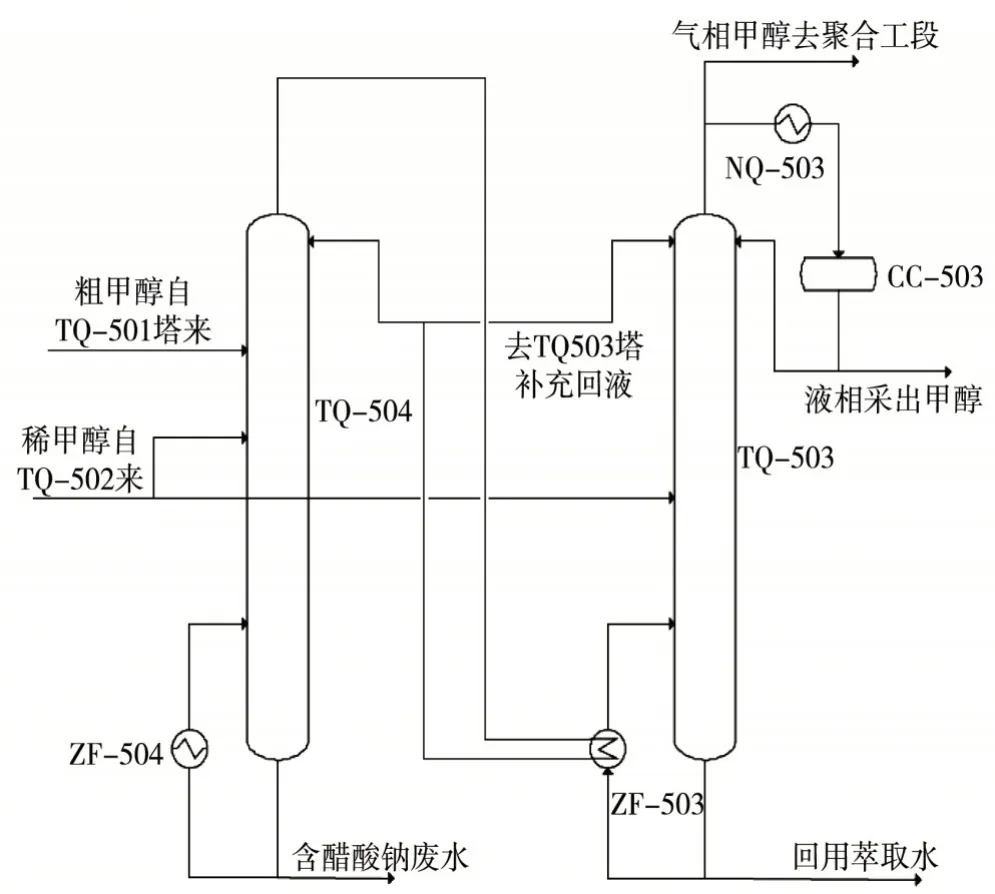
图2 甲醇双效精馏精制方案三
天津大学张敏华等[16]发明了一种聚乙烯醇醇解母液的回收工艺及装置,并在内蒙古蒙维科技有限公司进行了工业实施。实施效果表明,回收产物甲醇、乙酸质量明显提高,装置能耗有效降低,并且实现了母液中所含的树脂等固体随乙酸钠从萃取水系统排出,保证了循环使用的萃取水的洁净,避免塔及管道堵塞;从系统排出的乙酸钠溶液采用过滤方式滤除固相物后,结晶可以得到三水合乙酸钠副产品;乙酸甲酯提浓和催化水解反应相结合的反应精馏工艺,乙酸甲酯水解率在60%以上。
1.3 乙酸精制
张敏华等[17]提出了一种聚乙烯醇母液回收过程中乙酸甲酯水解与乙酸精制的防腐工艺及装置。乙酸甲酯水解与乙酸精制工艺主要包括乙酸甲酯浓缩、乙酸甲酯脱醛、乙酸甲酯水解、水解液分离及乙酸精制和乙酸异丙酯回收单元。通过在水解塔侧采口上部设置传质单元,增强含卤素杂质脱除能力;增设精密过滤器,对水解液夹带的破碎树脂进行过滤,防止了带磺酸基的破碎树脂进入到乙酸精制系统,可显著缓解乙酸精制过程的设备腐蚀问题,关键设备寿命延长3~5倍。
刘成等[18]测定了乙酸精制过程中共沸剂乙酸异丙酯自水解反应动力学并研究了共沸剂水解对乙酸脱水过程的影响。张敏华等[19]发明了一种聚乙烯醇母液回收单元中乙酸精制及共沸剂再生工艺和装置,如图3所示。该工艺由乙酸精制单元、共沸剂回收单元及共沸剂再生单元组成。通过乙酸精制单元,少部分乙酸产品送入共沸剂再生单元,与共沸剂中的异丙醇进行酯化再生,维持共沸剂的质量稳定。该共沸剂再生工艺增强了乙酸精制过程的操作稳定性,对提高产品质量稳定性,降低过程物耗具有重要的实际意义,并能为生产企业带来显著的经济效益。
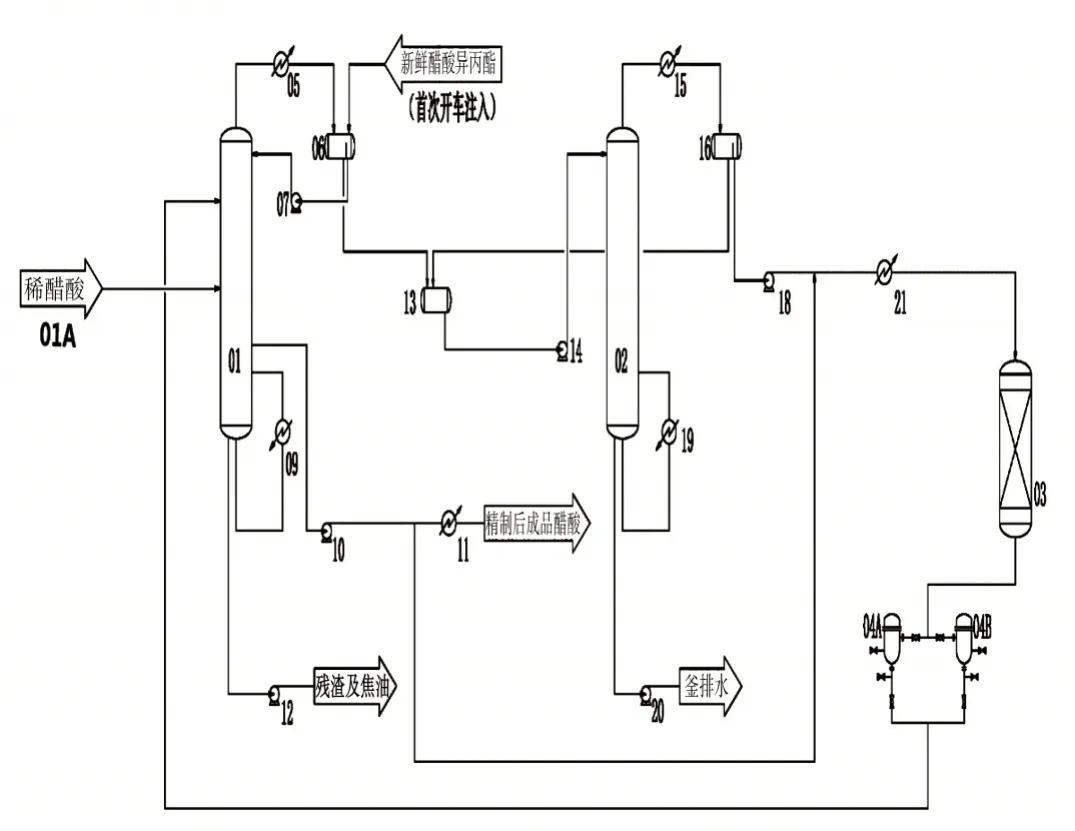
图3 母液回收单元中乙酸精制及共沸剂再生工艺
2 乙酸甲酯精制
随着C1 化工的兴起,甲醇羰基化制乙酸的技术使乙酸的成本大大降低,而且乙酸甲酯正成为一种重要的化工原料,仍将乙酸甲酯水解回收乙酸和甲醇就显得很不经济。近年来,PVA行业将醇解母液中乙酸甲酯进行精制回收的技术开发和工程化均取得了一定进步。
2.1 加盐萃取精馏
赵林秀等[20]介绍了聚乙烯醇生产过程中醇解废液的回收工艺,综述了催化水解精馏技术、萃取精馏技术和加盐萃取精馏技术在醇解废液回收中的应用研究进展。顾美娟等[21]综述了乙酸甲酯的化学合成法和化学提纯法,其中化学提纯法包括反应萃取精馏法、加盐萃取精馏法和液相吸附法等。赵素英等[22]在实验室将乙酸作为萃取剂和反应物加入乙酸甲酯和甲醇的共沸物中,将其中的甲醇酯化为乙酸甲酯,通过精馏在塔顶得到99.5% 乙酸甲酯,塔釜为含少量乙酸甲酯、甲醇、水的乙酸溶液。杨东杰等[23]针对乙酸甲酯、甲醇和水体系分离困难的问题,采用复合盐萃取技术对该体系进行分离,得到的乙酸甲酯质量分数可达98%以上,与传统分离工艺相比节能明显。盖丽芳等[24]分析了现有乙酸甲酯精制工艺中存在的不足,提出了采用盐效应分离和精馏相结合的工艺,在优化条件下,乙酸甲酯纯度可达到99.8%,能够满足工业需求。
2.2 变压精馏
杨金杯等[25]利用Aspen Plus 软件对乙酸甲酯与甲醇二元组分模型物系分离进行了模拟,分析了加压塔和常压塔的理论板数、进料位置及回流比对分离效果的影响,并进行了能耗比较,获得了较佳的工艺条件。李洪等[26]公开了一种聚乙烯醇生产中醇解废液的分离回收方法及设备,可以达到分离回收乙酸甲酯、甲醇的目的。
Liu等[27]提出了含乙醛的乙酸甲酯和甲醇共沸物系的热耦合变压精馏分离精制工艺流程,如图4所示。该流程利用操作压力对共沸组成的影响原理实现共沸物的分离并有效脱除轻组杂质,通过常压塔和加压塔热耦合,实现分离过程节能。该研究在Aspen Plus稳态模拟的基础上,采用Aspen Dynamics 软件对动态过程进行了模拟,考查了控制方案。该研究选用的物系与工业醇解母液浓缩后的乙酸甲酯接近,通过设置脱除乙醛措施避免了轻组在系统中累积,保证了甲醇产品和乙酸甲酯产品的质量,该研究结果在安徽皖维高新材料股份有限公司和内蒙古蒙维科技有限公司两套工业装置中获得了应用,装置运行效果良好,具有很好的推广前景。

图4 变压精馏精制乙醛甲酯的工艺流程
3 结论
本文重点回顾了近几年乙酸甲酯传统水解工艺中,在乙酸甲酯水解系统、甲醇精制系统和乙酸精制系统取得的研究成果和最新进展,这些研究在降低能耗和节约成本方面取得了显著的进步,且有些已经实现工业化生产。针对将乙酸甲酯精制为产品的新思路,本文主要评述了加盐萃取精馏和变压精馏两种工艺方法。工业运行结果显示,加压精馏工艺比加盐萃取精馏工艺流程短,能耗低,产品纯度更高,更具应用前景。
猜你喜欢
食品安全导刊(2021年21期)2021-08-30
中老年保健(2021年2期)2021-08-22
石油炼制与化工(2020年2期)2020-02-20
智富时代(2019年6期)2019-07-24
智富时代(2019年6期)2019-07-24
商品混凝土(2019年6期)2019-07-02
中国氯碱(2018年5期)2018-06-01
中成药(2017年8期)2017-11-22
中成药(2017年10期)2017-11-16
天津造纸(2016年1期)2017-01-15
