
聚乙烯醇的绿色清洁化生产技术进展
2021-08-23 02:12孙先武
安徽化工 2021年4期
孙先武,杨 涛
(1.安徽皖维高新材料股份有限公司,安徽巢湖 238002;2.中国化学纤维工业协会,北京 100020)
聚乙烯醇(PVA)是一种水溶性的绿色高分子,具有易成膜、易成纤、高粘结等特殊性能,在纺织、轻工、化工、医药、建筑、涂料、粘合剂、造纸、农业等行业有广泛的应用。
我国聚乙烯醇工业起步于上世纪60 年代初期,采用自力更生和成套引进相结合的方针,发展速度较快,经过60多年的努力,先后建成了以电石乙炔法、天然气乙炔法、石油乙烯法、生物质乙烯法四种路线的聚乙烯醇装置,形成了比较完整的工业体系。60多年来,我国聚乙烯醇的工业发展经历了一条艰难曲折的道路,在消化吸收引进技术、开发新品种、开拓产品新用途、提高产质量、挖潜革新、节能降耗、清洁化生产等方面取得了可喜的成绩。据统计,2020 年末,世界聚乙烯醇年产能~202 万吨,我国年产能119 万吨,约占60%。其中,安徽皖维高新材料股份有限公司(下称安徽皖维)年产能为35万吨,为世界最大的聚乙烯醇制造商。
由于我国能源结构“富煤、贫油、少气”,此现状决定了我国聚乙烯醇行业需以煤化工为主,即主流工艺采用电石乙炔法。
电石乙炔法需消耗大量的化石资源,一般来说,传统的电石乙炔法具有高能耗、高排放等缺点,清洁化生产水平堪忧。本世纪初,国内采用传统电石乙炔法的生产企业一共有十家。由于技术水平的限制及重视程度不够,各厂家的清洁化生产水平参差不齐。2008~2018年,我国PVA市场竞争最为激烈,行业洗牌残酷。部分PVA 企业,如山西三维,由于不重视清洁化生产,在2018 年4 月17 日,被央视财经频道《经济半小时》栏目以《污染大户身边的“黑保护”》为题,报道山西三维违法倾倒工业废渣污染农田事件,生态环境部联合山西省人民政府对该事件挂牌督办,山西三维被勒令停产至今。这十年间,安徽皖维秉承绿色发展的理念,通过技术创新,培育了一批具有自主知识产权的清洁化生产专有技术,形成了核心竞争力,提高了中国PVA行业的清洁化生产技术水平。
1 电石乙炔法工艺
电石乙炔法工艺主要包括乙炔发生、醋酸乙烯单体合成、合成反应液的精馏、醋酸乙烯的聚合、聚醋酸乙烯酯的醇解以及醇解废液回收等工序。
电石乙炔法生产PVA工艺流程详见图1。
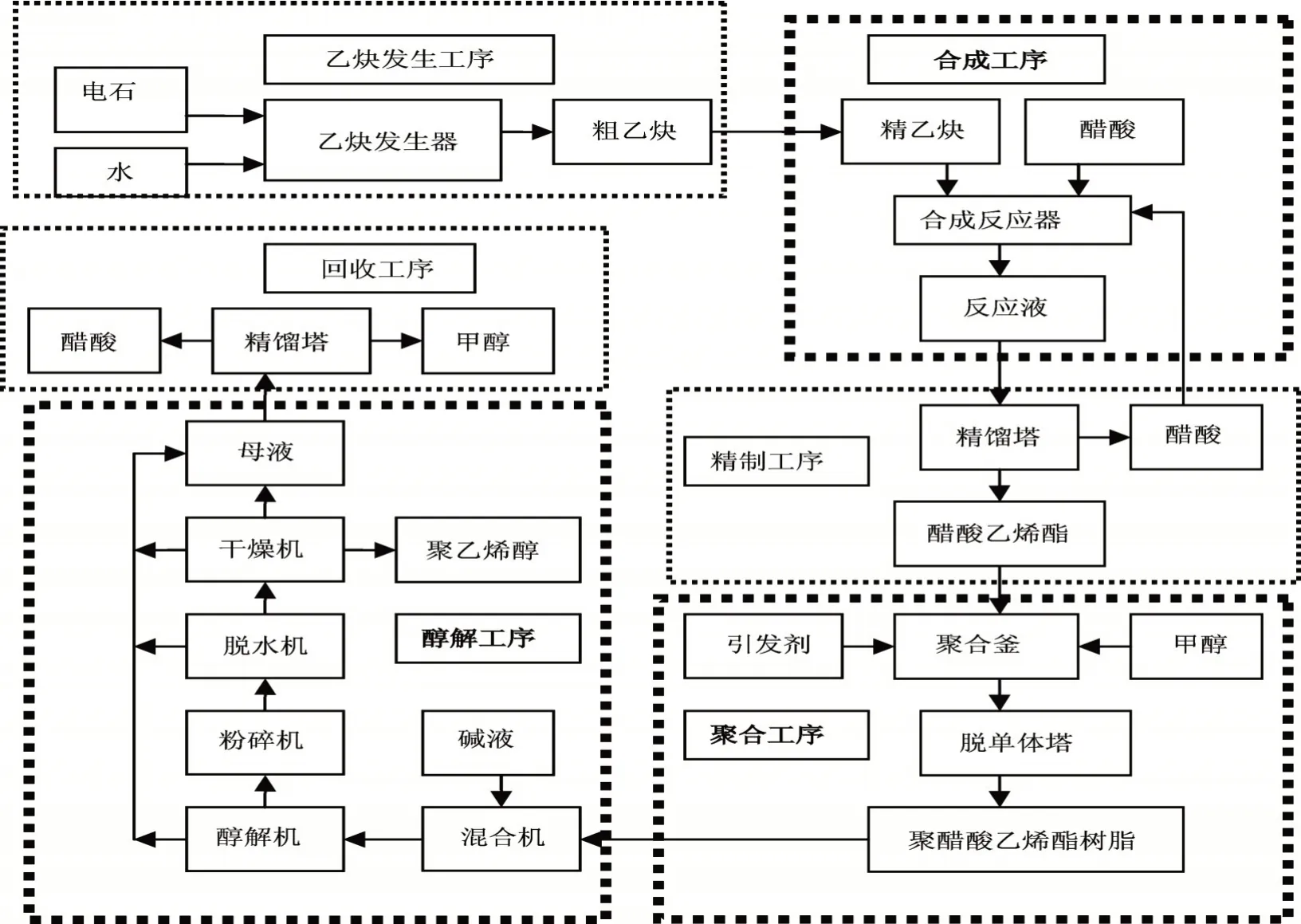
图1 聚乙烯醇生产工艺流程简图
传统的电石乙炔法生产PVA 工艺较天然气乙炔法、石油乙烯法能耗高,污染大,清洁化水平差:①采用电石为主要原料,而制备电石需消耗大量的电;②乙炔发生多采用湿法发生(干法发生由于安全问题,行业内鲜有应用),此工艺中,乙炔产出率不高,同时副产大量的电石渣(碱性固废);③粗乙炔清净的过程中产生的废次氯酸钠量大,对环保不利;④单体醋酸乙烯合成采用“沸腾床”工艺,不仅触媒使用寿命短,易破损,消耗量大,而且合成反应热不易利用,反应选择性不高,副产物多;⑤合成的反应液组分复杂,反应液精馏工艺采用的精馏塔数量较多,精制难度大,且精制的单体醋酸乙烯含杂质多,质量不高;⑥醋酸乙烯聚合受制于部分聚合及单体醋酸乙烯的质量,回用未聚合单体量少,能耗高;⑦醇解废液回收工艺复杂,多采用“催化水解”工艺处置副产物乙酸甲酯。一方面由于催化水解率不高,大量的乙酸甲酯、甲醇在各精馏塔内反复循环,燃动消耗高;另一方面,稀甲醇与稀醋酸提浓所消耗的蒸汽量大,且稀醋酸腐蚀性大,精制设备生产连续性不强,检修时达标排放困难。
2 安徽皖维聚乙烯醇清洁化生产技术
当前电石乙炔法生产聚乙烯醇仍然是主流工艺路线。较60 年前相比,我国聚乙烯醇行业在产量、质量、品种、节能减耗、清洁化生产等方面都有很大的进步,但由于PVA本身工艺路线及技术水平的原因,原料消耗、污染物排放和能源消耗等方面与国际先进水平仍有不小差距,且近几年日益突出的环境问题,加上资源能源制约,使PVA 行业环保压力更加明显。聚乙烯醇清洁生产的新工艺研究与实践刻不容缓。
以安徽皖维为代表的聚乙烯醇制造企业,集中技术力量,加强与高校合作,积极研发清洁生产技术,不断攻克技术难关,使传统聚乙烯醇的生产工艺大有改观,能耗、物耗水平大幅度降低,较天然气乙炔法、石油乙烯法,清洁生产水平不相上下,单位产品所需的能耗、物耗均有大幅度下降。
安徽皖维聚乙烯醇清洁化生产技术主要包括:
2.1 密闭循环的电石渣水回用技术
在湿法乙炔发生工艺中,反应物中电石与水的物质的量是不相等的,一般工艺中需加入大量的水使反应条件缓和,以保证反应安全和降低电石消耗。从湿法乙炔发生器排出的电石渣水,固含量仅有10%,且溶解了大量的乙炔。
传统工艺中,电石渣水排出后进入浓缩池,浓缩池上层清液回用至乙炔发生器,下层固渣经压滤后烧制水泥。由于浓缩池体积较大,敞口,电石渣水中溶解的乙炔气体大量挥发至大气中,造成原料浪费和环境污染。
使用密闭循环的电石渣水后,溶解在电石渣水中的乙炔气不能散发至大气中,回用后可使吨PVA 的电石消耗降低25 kg左右,并减少了对大气的污染。
PVA消耗标准电石,见表1。
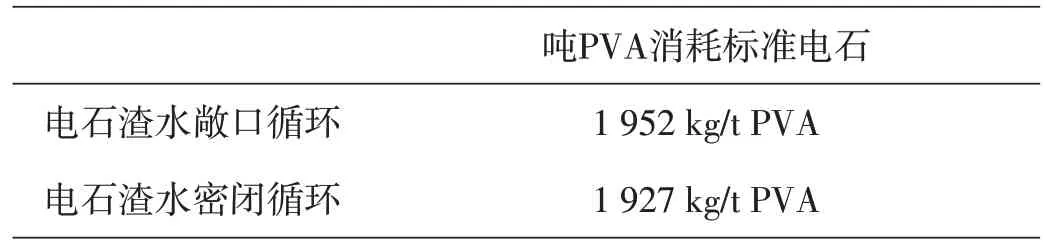
表1 PVA消耗标准电石
2.2 固定床合成反应器制备醋酸乙烯技术
(1)固定床合成反应器制备醋酸乙烯技术,由安徽皖维与天津大学共同开发,与传统的流化床反应器相比有如下技术创新点:
①单台反应器产能大,可年产5 万吨醋酸乙烯,生产和操作简单,易控制;而传统的流化床反应器仅年产1万吨醋酸乙烯。
②反应热撤除方式,区别于沸腾床的载热油撤热,本技术采用加压水热虹吸自循环方式撤热,热交换过程中产生二次蒸汽可以并网使用,使吨PVA 产品蒸汽耗量下降约20%。
③反应选择性高,副反应少。
④催化剂基本无磨损,不需要补充和更换,收率高、寿命长、消耗低。
(2)清洁生产评价
①采用加压水热虹吸自循环方式将固定床产生的二次蒸汽并网使用,以及采用了热耦合技术,将合成气与原料气进行热交换,充分回收产物气体中所带出的热量,最大程度上降低能耗,可降低吨PVA产品蒸汽耗量约20%。
②与流化床反应器相比,催化剂磨损现象消除,从而省去了炭粉过滤装置,减少了洗釜过滤产生的废水和催化剂粉末废弃物。
③固定床的空时收率高,是流化床的两倍多,催化剂载体椰壳活性炭消耗仅为流化床的1/4,达1.5 kg/t PVA,年产10 万吨PVA 装置每年可节省椰壳活性炭450吨。
2.3 乙酸甲酯回收精制技术
醇解母液中含有乙酸甲酯为21%左右,传统工艺采用“催化水解”进行回收,即将乙酸甲酯在阳离子树脂床内进行催化水解,生成醋酸和甲醇水溶液,再经过精馏提纯制得精醋酸和精甲醇,回用。该工艺中,一方面由于催化水解率不高,大量的乙酸甲酯、甲醇在系统内反复蒸发冷凝,燃动消耗量极大;另一方面,精制甲醇和醋酸消耗蒸汽量巨大。传统的乙酸甲酯催化水解工艺,燃动消耗约占整个聚乙烯醇生产的65%,造成聚乙烯醇成本居高不下。
安徽皖维为改变上述情况,积极探索乙酸甲酯回收精制技术,先后研发盐析萃取—共沸精馏、变压精馏技术,使燃动消耗大幅度下降。
盐析萃取-共沸精馏是在乙酸甲酯-甲醇-水溶液中加入一种盐,它可打破水—甲醇—乙酸甲酯溶液各组分之间的相平衡。经盐析萃取,萃余液乙酸甲酯不含甲醇,浓度大幅度提高,可达到99.0%以上。此后萃余液采用共沸精馏去除乙酸甲酯中含有的少量水分,获得精乙酸甲酯。
变压精馏技术是利用乙酸甲酯-甲醇溶液在不同的压力下共沸组成相差较大的特点而进行的双塔耦合的精馏工艺。该技术中,常压共沸精馏塔的精馏段可获得高浓度的乙酸甲酯溶液,加压精馏塔的馏出液则获得浓度较低的乙酸甲酯溶液。由于浓度的差异,在加压塔釜排,获得纯度高的乙酸甲酯。
变压精馏技术与盐析萃取-共沸精馏技术比较见表2。
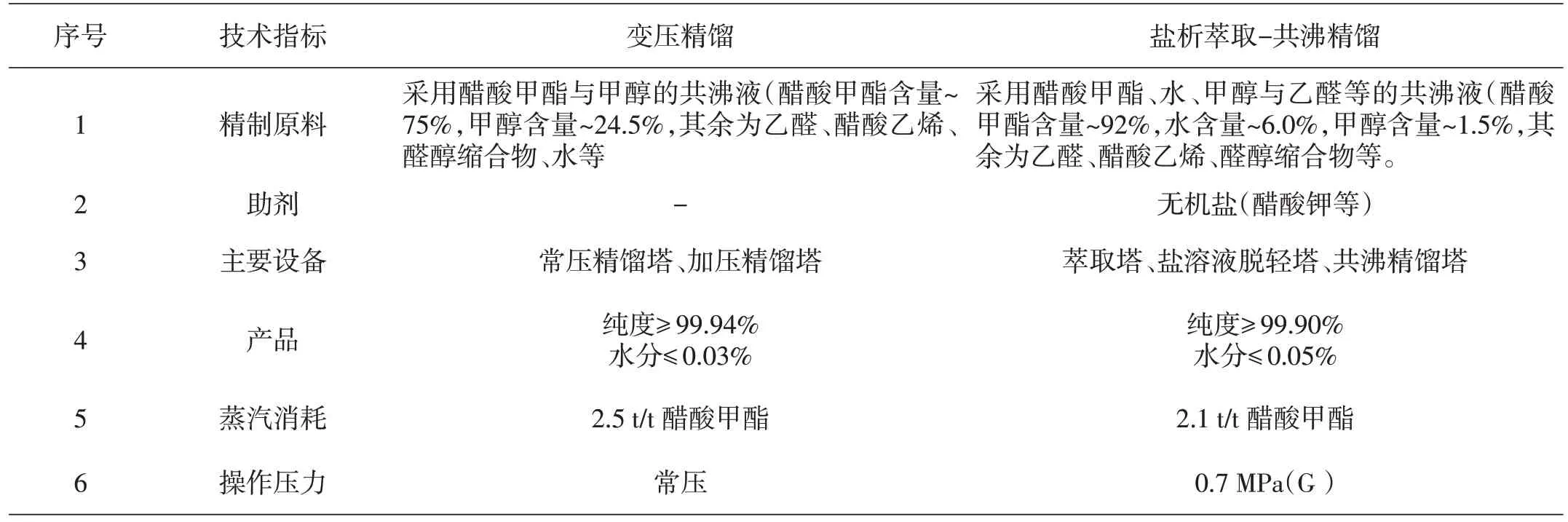
表2 变压精馏与盐析萃取-共沸精馏技术比较
清洁生产评价:蒸汽消耗降低约5.5 吨/吨PVA,酸性废水排放减少约7吨/吨PVA;新产品精乙酸甲酯可广泛使用在快干溶剂、化学试剂等方面。
2.4 乙炔清净次钠废水回用技术
乙炔清净过程中产生的次氯酸钠废水(简称次钠废水)一直是聚乙烯醇工业处理废水的难题。具体原因有:①废水的氯离子含量较高,导致该废水不能进入乙炔发生工序的原料水系统(行业通常做法,工业中大多数废水都可以补充进入原料水系统,这样可以减轻污水处理负荷),如进入,可使电石渣的氯离子含量高,水泥窑内产生“滚雪球”现象,生产周期缩短,对电石渣制水泥生产影响非常大;②废水中含有一定的乙炔气,当有效氯≥0.25%,pH≤5时,会发生氯乙炔爆炸。
回用技术流程:①将次钠废水进入无氧系统,采用余热(二次蒸汽)加热,减压蒸馏,使溶解在其中的乙炔脱出;②粗乙炔通过汽水分离器分离,降温后送入综合洗涤塔中回收;③将~90%的脱出乙炔后的废水,稀释新配制的高浓度次氯酸钠溶液;④余10%的废水排出至污水处理系统。
技术创新点:①采用在线氧含量分析仪,使回收乙炔可以安全使用;②通过减压蒸馏提高乙炔回收率;③通过稀释手段,降低进入综合洗涤塔的洗涤液浓度,可以避免氯乙炔爆炸;④可提高次氯酸钠溶液配制浓度,降低废水排放量。此工艺节水效益显著,特别适合缺水地区。目前在安徽皖维内蒙古生产基地20 万吨/年聚乙烯醇装置上采用了该工艺,可节省用水40 吨/小时,每年可节水32万吨。
2.5 水泥余热产生蒸汽直接利用
水泥余热发电是水泥企业通行的做法。由窑头熟料冷却机和窑尾预热器排出的350℃左右废气,其热能大约为水泥熟料烧成系统热耗量的35%,采用低温余热发电技术,通过余热回收装置——余热锅炉将水泥窑窑头、窑尾排出大量的低品位废气余热进行热交换回收,产生过热蒸汽推动汽轮机实现热能向机械能的转换,从而带动发电机发出电能,窑头锅炉所发电能供水泥生产过程中使用。一条日产5 000吨水泥熟料生产线每天可利用余热发电21~24万度,可解决约60%的熟料生产自用电,产品综合能耗下降约18%,每年节约标准煤约2.5万吨,减排二氧化碳约6万吨。
安徽皖维电石渣制水泥生产线则是利用窑头、窑尾废气余热生产低压过热蒸汽,直接并网供化工用汽,减少了热能转化为电能的过程,不仅提高了能量利用效率,还减少了投资。经测算一条日产5 000吨水泥熟料生产线可产蒸汽40 t/h,一年(按运行315 天计算)可产生蒸汽30万吨,折算相当于年节约标煤37 790吨,较余热发电的热能利用率提高了50%。
清洁生产评价:利用化工生产用汽的优势,最大限度地利用余热,实现节能减排。
2.6 RTO炉集中处理VOCs废气
工业生产过程中VOCs 优先在生产系统内回用;对于高浓度VOCs的废气,采用冷凝回收技术进行回收利用,并辅助蓄热燃烧技术,实现达标高空排放;对于含中等浓度VOCs的废气,采用蓄热燃烧技术净化后达标高空排放;对于水溶性低浓度VOCs的废气,采用水喷淋、碱液喷淋;非水溶性低浓度VOCs 的废气,采用活性炭吸附技术净化后达标高空排放;不能再生的活性炭,按照国家固体废物管理相关规定处理处置。
安徽皖维对各环节产生的无组织和有组织废气“应收尽收”“分质收集”后集中采用负压收集装置区预处理(静压箱+除雾器+阻火器)+三箱式RTO蓄热焚烧炉+事故应急(活性炭吸附脱附)+排气烟囱的处理工艺,对VOCs废气进行集中处理,进一步提高废气处理效率。
蓄热式热力燃烧炉(RTO)是在一定温度(一般≥760℃)作用下将挥发性有机物完全氧化成CO2和H2O,效率可达99%以上。利用蓄热体对待处理废气进行换热升温,对净化后排气进行换热降温,大幅减少热量损耗,减少燃气消耗。当进气VOCs 浓度在2 000 mg/m3时,仅依靠废气中VOCs 燃烧所释放出来的热量,就能维持RTO 在设定温度下正常进行燃烧。所以说,RTO具有净化效率高、运行费用低的特点。
2.7 20 kt/a的聚乙烯醇醇解生产线
(1)与传统的10 kt/a 的醇解生产线相比有如下特点:①单套生产线产能大,生产和操作简单,易控制;②采用停留时间长的皮带醇解机,减少了催化剂的用量,降低了后续精制聚乙烯醇的难度;反应温度低,可提高聚乙烯醇的产品质量,透明度优良;③采用成熟工艺,极大地稳定生产,杜绝了干燥过程中产生的黄黑点料,装置生产的废副产品大幅度降低。现安徽皖维全资子公司——蒙维科技年产10万吨生产装置,较传统装置,可减少废副产品约200 吨;④产品质量好,充分满足下游PVB、PVB膜等特殊高端需求。
(2)清洁生产评价。该生产线不仅实现产量翻番,用工少,质量优良,制造成本低,而且电耗、物耗均低,节能减排效果明显。
2.8 高粘度聚醋酸乙烯脱单塔
在醋酸乙烯聚合的生产中,由于采用部分聚合工艺,反应物需进入脱单塔处理,以制备不含单体的聚醋酸乙烯的甲醇溶液(简称树脂)。
传统工艺,脱单塔采用泡罩板,受限于高粘度,塔釜树脂浓度不能提高(如提高后,可导致塔板上液层高度增加,液泛),一般仅24%左右。
采用导向筛板塔后,脱单体塔釜树脂浓度可提高至39%。由于树脂浓度的提高,醇解废液量大为减少,回收时降低蒸汽消耗约8%。
3 结束语
传统电石乙炔法生产路线,煤、焦、电等资源能源消耗大,属于资源密集、高能耗、高污染的生产工艺,给企业的生产经营、环保工作带来巨大的压力。基于我国“富煤、贫油、少气”的能源结构,我国PVA 行业仍以电石乙炔法路线为主,在很长时间内将难以改变。可喜的是我国的电石乙炔法PVA 生产企业,面对越来越激烈的市场竞争和越来越严厉的环保要求,依靠企业自身不断地开发创新,积极研究新工艺、新技术,淘汰落后的工艺设备,降低物耗、能耗,大力降低成本,减少污染物排放,提高清洁化生产水平,使得电石乙炔法PVA的道路越走越宽。为降低能源消耗,早日实现碳达峰、碳中和,安徽皖维以自己的实际行动,推动并提高国内聚乙烯醇行业的清洁化生产水平。
猜你喜欢
商品与质量(2021年31期)2021-11-23
食品安全导刊(2021年21期)2021-08-30
上海节能(2020年3期)2020-04-13
科普创作(2018年1期)2018-11-30
中国盐业(2018年12期)2018-09-21
聚氯乙烯(2018年1期)2018-02-18
天津造纸(2016年1期)2017-01-15
中国塑料(2016年7期)2016-04-16
中国塑料(2015年3期)2015-11-27
自动化博览(2014年8期)2014-02-28
