激光增材制造设备现状及发展
2021-09-10 07:22杨永强魏宏鸣
电焊机 2021年1期
杨永强 魏宏鸣


摘要:激光增材制造技术主要包括粉末床熔融(PBF)和定向能量沉积(DED),粉末床熔融指的是激光选区熔化(SLM),定向能量沉积指的是激光近净成形(LENS)。伴随着这些技术“诞生”了相应的激光增材制造设备。以华南理工大学相应设备研发为例,介绍了相关技术设备现状,并展望了激光增材制造设备未来的发展。
关键词:增材制造;设备;现状;发展
中图分类号:TG456.7 文献标志码:A 文章编号:1001-2003(2021)01-0017-06
DOI:10.7512/j.issn.1001-2303.2021.01.02
0 前言
作为近年来材料加工领域产业总值增长率最快的技术之一,增材制造技术集成了计算机科学、机械工程、控制工程和材料工程等多学科专业领域,尤其是激光增材制造更是关联光学领域。国内外相继开展了粉末床熔融和定向能量沉积相关设备以及工艺的研究,通过激光增材制造技术克服了传统加工复杂零件中的难题[1],打印成型尺寸精度较高,突破了传统制造的壁垒,一体化制造保证了整件的优异性能。
1 激光增材制造技术原理
激光增材制造技术(3D打印)原理是利用激光在材料成型区域进行扫描熔化,或者利用激光在沉积区域产生熔池,熔化送入熔池的粉末材料,通过层层堆叠最终成型三维零件的过程。以粉末床熔融(PBF)技术为例,整个增材制造过程包括:最初的软件建模与三维设计,再通过分层切片与数据处理,将处理后的文件导入自主研发的金属3D打印设备后,最后以循环工序在设备中利用激光束在二维振镜偏摆运动下进行逐层扫描成型。
2 激光增材制造设备结构功能介绍
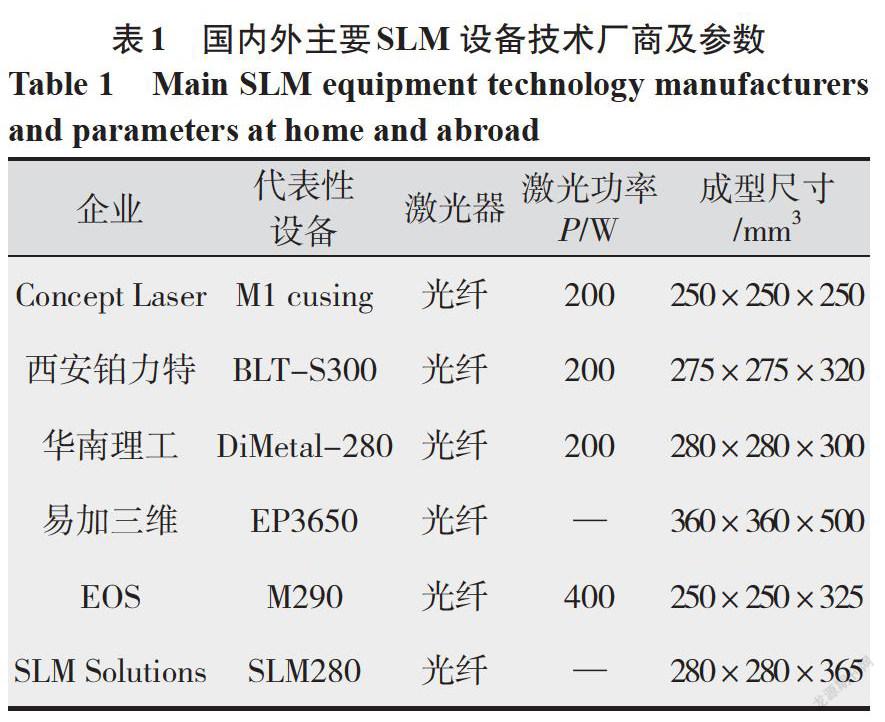
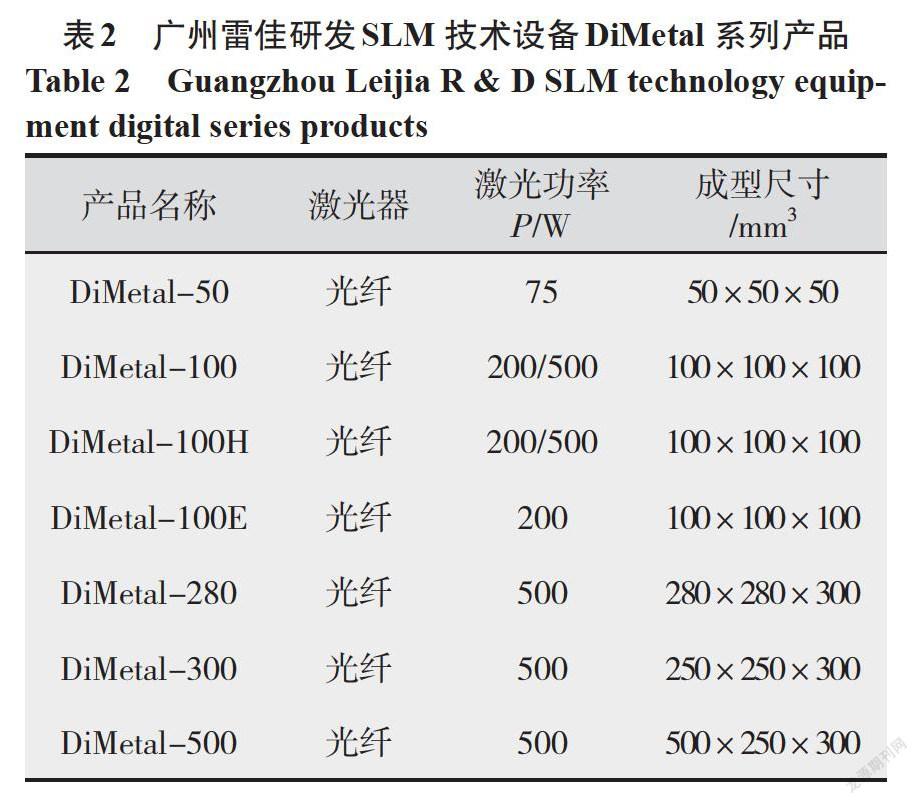
采用粉末床熔融技术的设备按模块主要划分为成型模块、送粉铺粉模块、光路模块、水冷模块、运动与传感监测模块、软件控制系统模块、循环过滤模块和在线监测与诊断等八部分;华南理工大学增材制造团队早在2004年就研发出了基于粉末床熔融技术的DiMetal-280激光选区熔化(SLM)设备,在结构方面,采用单缸上送粉方式,使用200 W高功率密度光纤激光器配合光学振镜扫描系统最终能够达到成型范围为280 mm×280 mm×300 mm,国内外主要SLM设备技术厂商及参数见表1;此后华南理工大学增材制造团队与广州雷佳增材科技有限公司陆续开发出多款DiMetal系列SLM设备,见表2。在设备功能方面,包括自主研发路径规划软件、多轴控制系统、CCD在线监测熔池、单双缸上、下送粉方式、自主研发带反吹功能双级循环过滤系统、基板预热和气氛监测与保护等更加智能化的功能模块,使得设备在进行成型加工时更加智能、安全与稳定。
基于定向能量沉積技术的设备按模块主要划分为三维运动轴模块、冷却系统、一体化熔覆装置光学模组、送粉熔覆喷嘴、送粉系统、循环过滤系统等六部分;华南理工大学在定向能量沉积设备研发中,对于核心部件激光熔覆喷嘴、送粉系统、过滤系统和控制系统均采取自主研发并独具特色。其中激光熔覆喷嘴是采用同轴送粉的原理自主设计,包括三孔、六孔、环形等喷嘴,利用粉末床熔融技术,在自主研发的SLM设备中打印成型。经实践验证,粉末汇聚性能优异,成型质量良好。
3 激光增材制造设备现状
对于相应设备的研发,华南理工大学采用的激光增材制造设备原理以粉末床熔融(PBF)和定向能量沉积(DED)技术为主。根据粉末床熔融技术研发的激光选区熔化(SLM)设备,以主流的粉末床作为成型平台,通过计算机三维切片技术,根据给定的路径规划算法,控制激光束在成型平面上层层扫描熔化、堆叠,直至成型。目前,华南理工大学已研发出适用于不同尺寸、不同领域、多种材料、不同扫描方式的激光选区熔化设备,包括DiMetal-50、DiMetal-100、DiMetal-100E、DiMetal-100H、DiMetal-280、DiMetal-300、DiMetal-500设备等一系列激光选区熔化设备。
3.1 单一材料粉末床熔融
对于市场上粉末床熔融设备的研发与应用来说,加工成型小型尺寸、单种材料的设备更为普遍与常态化。DiMetal系列金属3D打印机中,作为拥有“ 开山之作 ”之称的DiMetal-50金属激光选区熔化设备的加工尺寸达50 mm×50 mm×50 mm,主要针对齿科、珠宝、材料工艺实验研发等领域,激光加工光斑可达20μm,可精准雕琢部件结构的每一个细节,通过利用集中式激光能量大幅度加强成型部件的致密度与强度。该设备特色之处在于精密、精巧,圆形成型及粉料缸体使腔体内部加工后更换周转加快,十分便捷。为保证成型精度,在传统的一路气体循环的基础上新增加第二路气体导入[2],在光学镜片下导入新鲜的氩气或其他惰性气体形成保护气体层,完全隔绝一切粉末熔融过程中的燃烧物粘附在光学镜片上,保证了绝对激光输出精准度并大幅延长了光学部件寿命。
DiMetal-100E、DiMetal-100H激光选区熔化设备为华南理工大学技术团队于2018~2019年间针对模具零件、齿科、教育行业和贵金属、珠宝行业等不同领域开发出的对应设备机型。DiMetal-100E外形精巧、成型尺寸精度高,配备高速扫描振镜,可成型不锈钢、钴铬合金、钛合金和模具钢等金属粉末;DiMetal-100H设备用于工业制造中小批量等精密零件研发与生产、口腔、医疗和珠宝领域,是华南理工大学与广州雷佳增材科技有限公司共同针对贵重金属粉末的金属3D打印设计和研发的,当然亦可用于其他材料金属3D打印增材制造,并且支持20μm光斑成型精度,相比于国内市面上的激光选区熔化设备优势较大[3]。在单一材料、小尺寸设备技术研发方面,均采用自主设计的统一控制系统与路径规划软件,包括设备控制电路、模拟量智能检测传感电路设计、信号输入输出处理等功能开发,保证设备的智能化;供粉、成型均采用高精度精密电缸驱动,配备高性能伺服驱动器,以有效地保证零部件成型的Z轴精度,精准控制极限层厚从而确保每层打印熔融均匀,通过这些举措,设备达到了十分稳定的加工状态[4]。设备仍然延续了不可或缺的循环过滤系统、独特的光学系统和粉末回收、高效换粉系统等,来保证长时间加工或正常使用时的稳定性与便捷性[5]。
随着航空航天、医疗、工业制造等领域对零件或成型件尺寸、精度、复杂度的要求越来越高,粉末床熔融设备面临的大尺寸成型要求也愈发显现[6]。为此,华南理工大学开始了针对大尺寸成型设备的机理与结构、控制方式的研发,并针对不同结构研发了DiMetal-280单缸上送粉、DiMetal-280双缸下送粉等DiMetal系列大尺寸激光选区熔化设备;针对不同的控制机理,研发了DiMetal-500双激光双振镜大尺寸激光选区熔化设备[7],双激光分区扫描极大地提高了成型效率和成型范围,使得更大零件的成型需求得以实现,双激光设备及成型样件如图1所示。
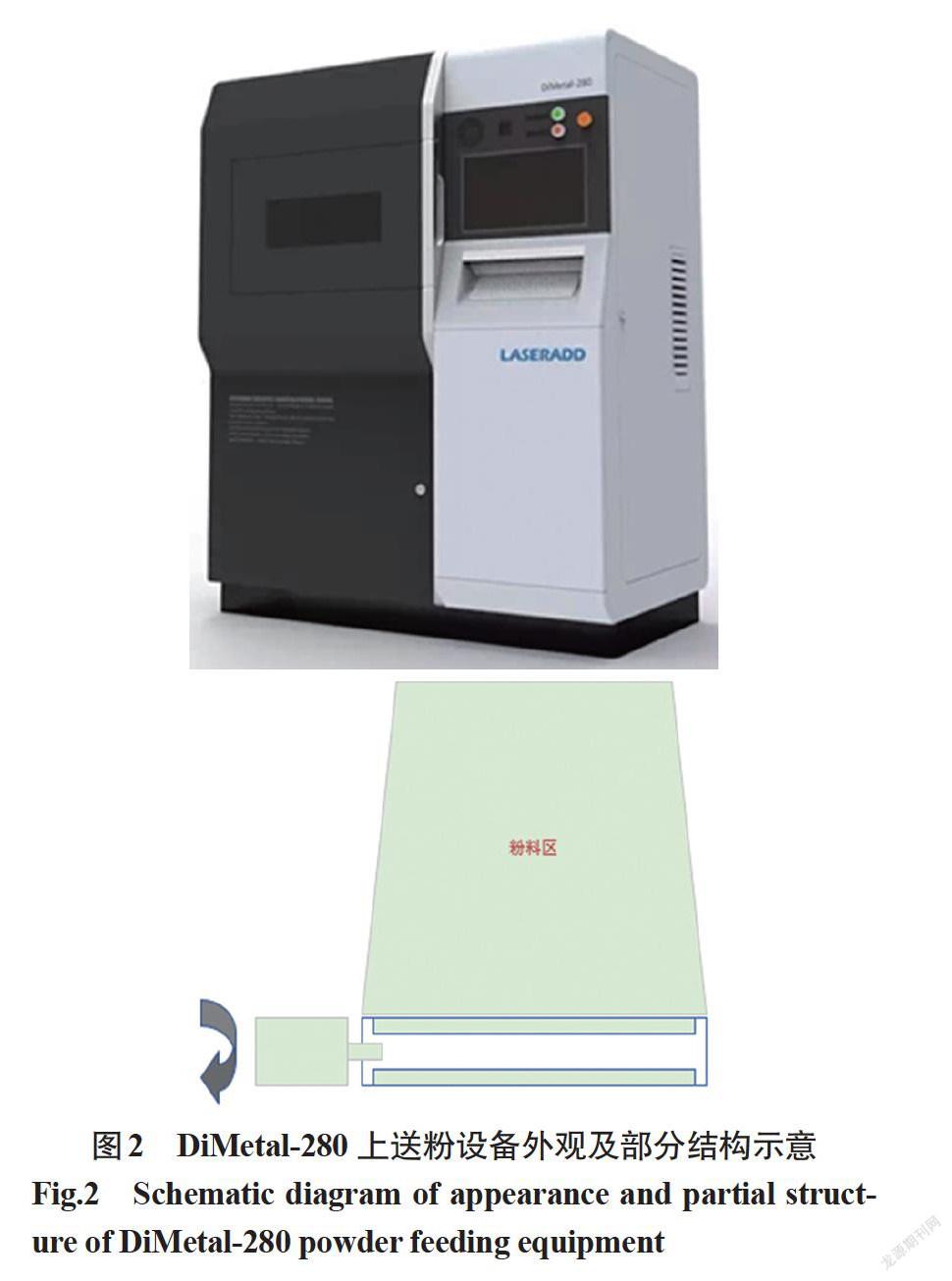
DiMetal-280系列激光选区熔化设备在配备单个激光器的条件下,亦具有更大的成型区域、更高的成型效率,可满足航空航天、汽车、模具行业对金属尺寸的成型要求,成型尺寸250 mm×250 mm×280 mm,在7 m/s振镜扫描速度下,成型效率较高;设备采用独特的上送粉结构,如图2所示,利用精度较高的步进电机,通过滚轮上均匀分布的沟槽来借助步进电机的固定角度旋转使得粉末均匀落下,同时也使得整体成型室仅有成型区域,内部较为紧凑,独特的双槽承接粉料铺粉小车结构在软件控制下,可方便地进行双向铺粉打印成型,在大尺寸成型打印条件下成型效率较高,避免了一层打印两次铺粉的“ 不必要 ”动作。
3.2 异种材料粉末床熔融
在材料性能与功能要求更高的市场要求下,华南理工大学开发出了针对特殊场合需要异种介质的多种材料激光选区熔化设备,包括DiMetal-100双材料、DiMetal-300四材料设备。多材料零件由于兼顾控形、控材和控性等优越特性,在成型过程中,技术手段等要求更高,如何定义零件在不同部位用什么材料、不同零件之间该如何连接、材料定义如何与需求实现的功能结合起来,成为多材料打印的难题。目前,国外多种材料增材制造装备厂商主要有NASA、Object和SLM-Solution公司等,2014年9月11日,Stratasys的子公司Object在上海推出了Objet 500 Connex1和Objet 500 Connex2多材料3D打印机。2017年6月,NASA建立“ 多材质空间制造实验室 ”,用于空间站的飞行验证,旨在推动优化多材料制造能力领域的发展[9]。
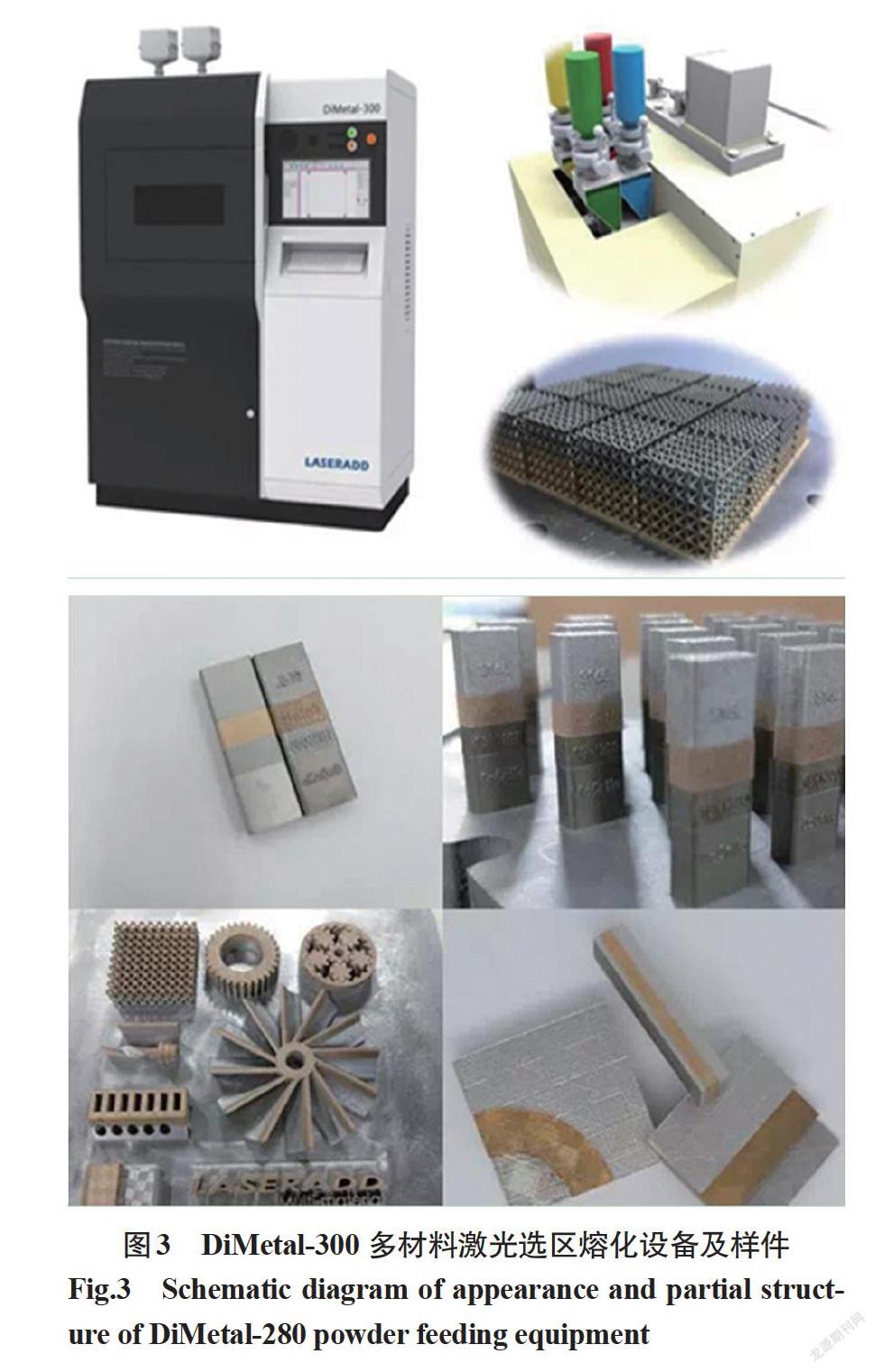
随着市场多材料3D打印需求的逐渐扩大,国内越来越多的企业逐渐关注多材料3D打印的应用发展[10]。部分在多材料领域领先的3D打印高新技术企业,均有自主研发的多材料激光选区熔化金属增材制造设备,2018年,华南理工大学与广州雷佳增材科技有限公司共同成功研发了DiMetal系列工业级激光选区熔化设备DiMetal-300,如图3所示,设备采用粉末床熔融技术,可以实现异種材料在Z轴方向梯度成型,可实现单层中,多种材料梯度预置,并且在同一层上可以实现不同区域内的异种材料的成型。该装备搭载高功率激光器、动态聚焦扫描振镜、多重滤芯保护气过滤系统以及柔性铺粉系统,采用多材料漏斗送粉和集成化控制软件,尺寸精度可达0.05 mm,相对致密度98.5%以上,并且可以根据产量和用途的不同,在不锈钢、模具钢、钴铬合金、铜合金、铝合金、钛合金等中任意选用两种及两种以上的金属材料组合[13],结构设计自由度高,选用材料丰富。
3.3 定向能量沉积
华南理工大学与广州雷佳增材科技有限公司近两年陆续研发出以定向能量沉积为技术原理的LASERADD系列设备。包括集定向能量沉积(DED)与铣削减材模块于一体的等离子(激光)增减材设备LASERADD-PR-500,该设备采用定向能量沉积技术,利用不同公斤级机器人规定指令动作,“ 携 ”激光熔覆装置对金属零件进行直接制造和修复,填补了大型结构件高效率、高精度增材制造和现象修复的空白[14],成型尺寸可达500 mm×500 mm×
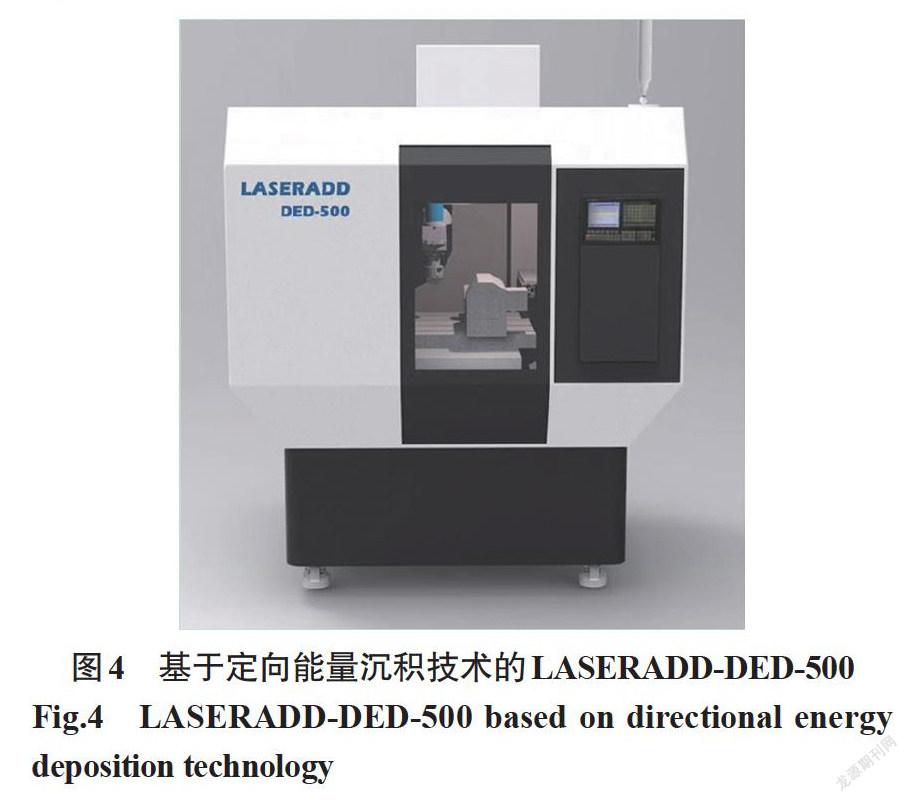
400 mm,成型成本低效率更高,八轴联动铣削复合满足更高尺寸精度要求,使得零件成型更具灵活性与可靠性。除了将激光搭载在机器人上之外,团队于2019年开始,研发出搭载在数控机床上的LASERADD系列定向能量沉积设备LASERADD-DED-500,设备基于西门子SINUMERIK控制系统进行了增材制造控制系统二次开发,实现了精准可控的增材制造方案,成型尺寸可达500 mm×400 mm×
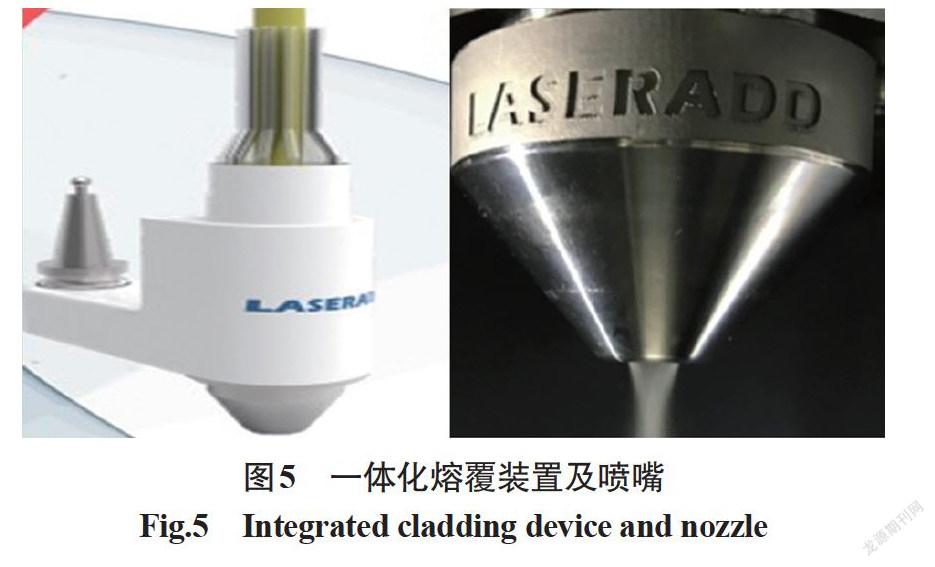
200 mm,如图4所示,该设备搭载华南理工大学自主研发的独具特色的金属3D打印同轴熔覆喷嘴及一体化熔覆装置,如图5所示,可实现长期、高效、高利用率激光定向能量沉积加工成型,如图6所示。
4 目前存在的问题与举措
经过近几十年的快速发展,激光增材制造技术已越发成熟,国内外金属3D打印设备以及工艺的步伐愈发趋于同等水平,行业发展愈发蓬勃[17]。随着市场多元化的发展,与之配套的3D打印装备也越来越多样化、多功能化,但是目前仍然处于装备开发阶段,尤其是金属增材制造,尺寸大小的局限性、打印材料种类的贫乏、成型高难度的材料导致对设备的要求也更高[18]。
激光增材制造中主要存在以下不足:(1)粉末床熔融技术(PBF),文中指激光选区熔化(SLM)设备,打印成型尺寸较小,主要被金属打印机尺寸大小所限制,虽然国内外相继出现大尺寸金属激光选区熔化装备,但是在稳定性、尺寸上仍处于发展中,每增大一定的成型范围,都是对装备开发的重大考验,其中包括光路系统、成型系统和运动控制系统等都将受到协同影响。(2)效率较低,尤其是在成型一些大型结构件时,成型速度慢,相比于传统加工方式,激光增材制造设备在实现批量化生产时效率较低,数量受限,目前主要应用于实验室或者数量不是太多的工厂复杂零件、模具的生产中[19],虽然定向能量沉积(DED)技术,文中指激光近净成型(LENS)效率相对粉末床熔融(PBF)较高,但是成型质量却相差较远。(3)激光增材制造作为智能制造的代表,使用的核心器件比如激光器、光学振镜系统等目前主要还来源于一些欧美发达国家,国产的一些核心器件在质量和稳定性上与国外有一定差距,再加上当前一些技术封锁,设备的开发费用和装备的功能、水准等都将受到影响。
针对存在的问题,国内外的金属激光增材装备开发商、研究机构相继给出了解决的大方向,主要是:(1)研发更大尺寸、更大扫描范围的激光增材制造装备,以打印大尺寸的成型零件,拓展应用范围;(2)从装备软件开发和装备智能程度入手,当控制系统以及控制软件功能升级、功能丰富,才能更稳定地控制多激光打印,成型效率才会提高[20];(3)大力发展激光增材装备基础研究,现在国内越来越多的光电子科技企业投入基础性研究,这对于激光增材制造装备的整体提升与主动性意义重大。
5 激光增材制造装备的发展展望
随着激光增材制造技术在各个领域的成功应用,特别是美国通用电气公司在航空发动机领域大量使用以及国产飞机C919上使用多个金属3D打印零件[21],同时我国国内企业如广州雷佳、西安铂力特等公司在金属增材制造装备开发及应用上的不懈深耕,极大地促进、激发了国内金属3D打印技术的发展。
未来,激光选区熔化(SLM)、激光近净成型(LENS)、激光选区烧结(SLS)等一系列激光增材技术能否继续在金属3D打印领域保持较高的地位,关键在于装备技术水平的不断发展,利用激光进行加工的增材制造以逐层堆积的方式正在对传统的制造业进行翻天覆地的改变[22]。激光选区熔化(SLM)装备将朝着更大、效率更高的方向发展,在保证精度的同时提高零件尺寸大小和成型效率将是我们继续探索的方向;激光近净成型(LENS)技术由于其独特的加工方式以及优于SLM技术的成型效率,将金属3D打印技术与多种技术相结合,搭配激光增减材系统,最终会将激光增材制造推上真正的高效率、高精度的道路。
参考文献:
杨永强,陈杰,宋长辉,等.金属零件激光选区熔化技术的现状及进展[J].激光与光电子学进展,2018(1):9-21.
王雪莹. 3D 打印技术与产业的发展及前景分析[J].中国高新技术企业,2012(26):3-5.
田杰,黄正华,戚文军,等.金属选区激光熔化的研究现状[J].材料导报,2017,31(S1):90-94,101.
宋长辉,翁昌威,杨永强,等.激光选区熔化设备发展现状与趋势[J].机电工程技术,2017,46(10):1-5.
巩水利,锁红波,李怀学.金属增材制造技术在航空领域的发展与应用[J].航空制造技术,2013,433(13):66-71.
HERZOG D,SEYDA V,WYCISK E,et al.Additive Manufacturing of Metals[J].Acta Materialia,2016,(117):371-392.
宋文清,李晓光,曲伸,等.金属增材制造技术在航空发动机中的应用展望[J].金属加工(热加工),2016(2):44-46.
颉芳霞,何雪明,吕彦明,等.生物医用多孔钛及钛合金激光快速成形研究进展[J].材料导报,2016(7):109-114.
杨全占,魏彦鹏,高鹏,等.金属增材制造技术及其专用材料研究进展[J].材料导报,2016(S1):107-111.
卢秉恒,李涤尘.增材制造(3D打印)技术发展[J].机械制造与自动化,2013,42(4):1-4.
黄卫东,林鑫,陈静,等.激光立体成形[M].西安:西北工业大学出版社,2007.
苏亚东,王向明,吴斌,等.4D打印技术在航空飞行器研制中的应用潜力[J].航空材料学报,2018,38(2):59-69.
陈花玲,罗斌,朱子才,等.4D打印:智能材料与结构增材制造技术的研究进展[J].西安交通大学学报,2018,52(2):1-12.
夏然飞,樊建勋,李新宇,等.电弧增材制造与铣削复合加工系统与工艺研究[J].制造业自动化,2016,38(9):79-83.
张格,王建宏,张浩.金属粉末选区激光熔化球化现象研究[J].铸造技术,2017(2):262-265.
宗贵升.3D 打印思维与实践[J].粉末冶金工业,2015,25(6):1-5.
王忠宏,李揚帆,张曼茵.中国 3D 打印产业的现状及发展思路[J].经济纵横,2013(1):90-93.
李怀学,巩水利,孙帆,等.金属零件激光增材制造技术的发展及应用[J].航空制造技术,2012(20):26-31.
樊鹏.金属零件 3D 打印技术现状及应用[A]. 2017 年第七届全国地方机械工程学会学术年会暨海峡两岸机械科技学术论坛论文集[C].2017:4.
杨德建,刘仁洪.大型复杂金属零件 3D 打印技术及研究进展[J].兵工自动化,2017,36(2):8-12
王华明.高性能大型金属构件激光增材制造:若干材料基础问题[J].航空学报,2014,35(10):2690-2698.
王春净,夏成宝,叶达飞. 3D 打印技术:如何颠覆传统制造业[J]. 机械制造,2014,52 (3): 88-89.
猜你喜欢
当代工人(2020年13期)2020-09-27
北京教育·普教版(2017年1期)2017-02-05
成才之路(2016年25期)2016-10-08
小学教学参考(语文)(2016年9期)2016-09-30
科技视界(2016年20期)2016-09-29
大众理财顾问(2016年8期)2016-09-28
群众(2016年8期)2016-08-15
群众(2016年3期)2016-03-09
北京教育·高教版(2015年12期)2015-12-26
娃娃画报(2009年9期)2009-09-14