城市景观设计中碳纤维复合材料的制备与性能研究*
2021-10-28 11:10赵晶
合成材料老化与应用 2021年5期
赵 晶
(西安交通大学城市学院,陕西西安710018)
碳纤维复合材料是一种同时具有碳材料固有本性又兼备纺织纤维的柔软可加工性的新材料,与传统碳素材料相比,碳纤维复合材料由于具有柔软、可加工成各种织物,以及具有耐摩擦、导电、导热及耐腐蚀等特性[1],而被广泛应用于在城市景观建筑、铁道交通和航空航天等领域。在应用于城市景观建筑时,碳纤维复合材料除需要具有良好的可加工性外,还需要具有足够的强度和韧性以满足多场合的应用需求[2],但是目前碳纤维增强热塑性复合材料的加工成型较为困难,容易由于成型工艺控制不好而影响最终成型质量以及力学性能,究其原因这主要与成型过程中熔融热塑性树脂粘度难以把握以及碳纤维织物间隙控制不当等有关[3-4],而这方面的研究报道尚未彻底解决这些矛盾[5-6]。为了开发出适应于景观建筑设计应用的碳纤维复合材料,在基于成型工艺可控和良好强度和韧性的要求上,开展了成型工艺参数对碳纤维复合材料形貌和力学性能影响方面的研究,结果将有助于新型碳纤维复合材料的开发及在景观建筑上的应用。
1 试验材料与方法
试验材料:T700SC碳纤维(单丝根数12000、密度1.79g/cm3、纤维直径7μm、断后伸长率2.2%、拉伸强度5.0GPa);聚碳酸酯(密度1199kg/cm3、拉伸强度66MPa、玻璃化转变温度154℃、熔化起始温度219℃)。
采用模压成型法制备城市景观设计用碳纤维复合材料,成型工艺示意图如图1所示。在模压成型前,需要将碳纤维原料和聚碳酸酯分别进行剪裁,然后置于高纯氩气保护的真空电阻炉中进行380℃/2h高温除浆并空冷至室温,将经过除浆的碳纤维编制成景观设计用织物(丝束间距0.5mm),在PB-240型平板硫化机上进行模压成型[7],具体成型工艺参数见表1。
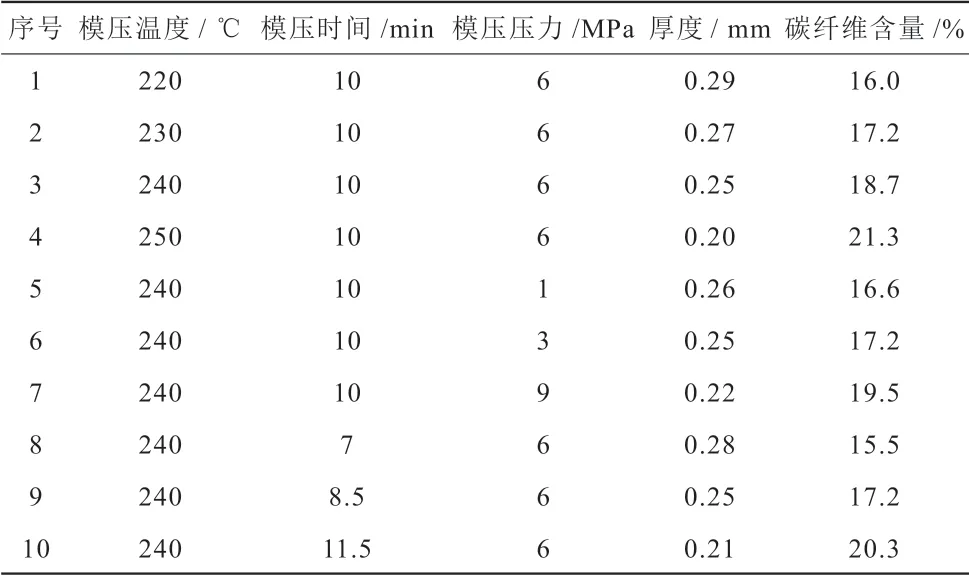
表1 碳纤维复合材料的成型参数Table 1 Molding parameters of carbon fiber composites
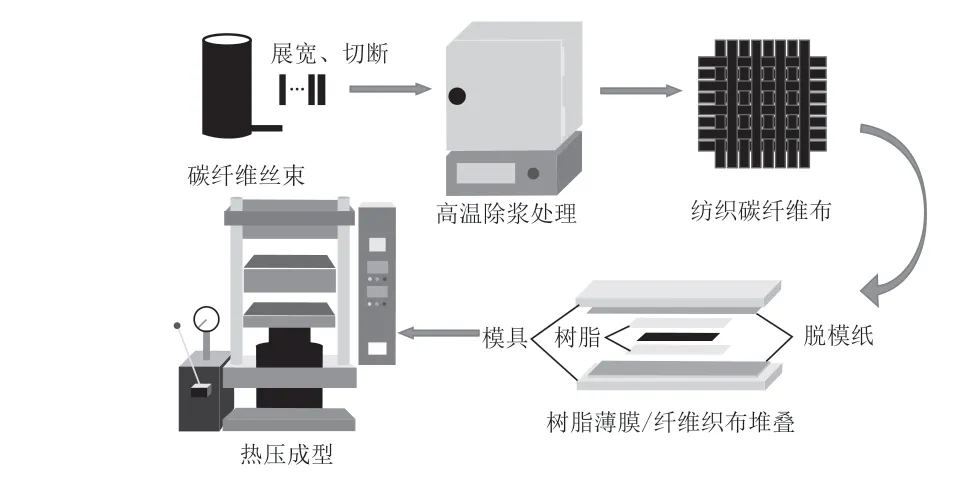
图1 碳纤维复合材料的成型工艺示意图Fig. 1 Schematic diagram of forming process of carbon fiber composite
对成型碳纤维复合材料进行宏观形貌拍摄;在成形碳纤维试样上截取0°和45°拉伸试样(图2),按照ASTM D3039《聚合物基质复合材料拉伸性能的试验方法》,在MTS-809型液压试验机上进行拉伸强度测试;按照拉伸强度标准化处理,将不同成型工艺下的碳纤维复合材料的拉伸强度转化为碳纤维含量为50%的情况,标准化强度Rm可用式(1)表示[8]:
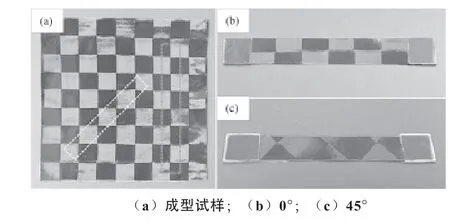
图2 碳纤维复合材料的取样示意图Fig. 2 Sampling diagram of carbon fiber composite
式(1)中,Rr为碳纤维复合材料的实际强度(MPa),V为碳纤维复合材料中碳纤维的体积分数。室温冲击性能测试按照ASTM D7136在XJJWD-50型冲击试验机上进行。
2 试验结果与分析
2.1 宏观形貌
图3为不同模压温度下碳纤维复合材料的宏观形貌,其中,成型压力为6MPa、成形时间为10min。对比分析可知,模压温度为250℃时碳纤维复合材料的聚拢性相对较差,而模压温度为220℃和240℃时碳纤维复合材料都呈现棋盘状,碳纤维较为紧凑,且模压温度为240℃时的直线度最好。
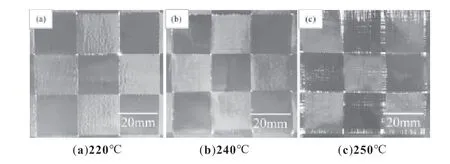
图3 不同模压温度下碳纤维复合材料的宏观形貌Fig. 3 Macromorphology of carbon fiber composites at different molding temperatures
图4为模压压力对碳纤维复合材料的影响,其中,模压温度为240℃、成形时间为10min。对比分析可知,当模压压力为1MPa和6MPa时,碳纤维复合材料都体现出较好的聚拢性,平直度较好,而模压压力上升至9MPa时,碳纤维复合材料的聚拢性变差,表现在宏观形貌上则呈现出沿着编织方向的白色线条。
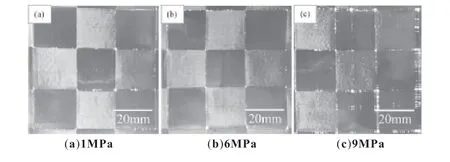
图4 模压压力对碳纤维复合材料形貌的影响Fig. 4 Effect of molding pressure on morphology of carbon fiber composites
图5为模压时间对碳纤维复合材料的影响,其中,模压温度为240℃、成型压力为6MPa。对比分析可知,当模压时间为7min和8.5min时,碳纤维复合材料的成型性相对较好,碳纤维复合材料表面的碳纤维较为紧凑,而模压时间上升为11.5min时,碳纤维复合材料的聚拢性变差,表面可见沿编织方向的白色线条。
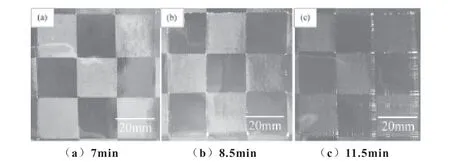
图5 模压时间对碳纤维复合材料形貌的影响Fig. 5 Effect of molding time on morphology of carbon fiber composites
从图3~图5的不同模压工艺参数下碳纤维复合材料的形貌可知,模压压力过大、模压温度过高或者模压时间过长,都不利于碳纤维复合材料的成型,在模压温度为240℃、成型压力为6MPa、模压时间为8.5min时,碳纤维复合材料具有较好的成型质量。
2.2 拉伸性能和冲击性能
图6为不同模压温度下碳纤维复合材料的拉伸性能。随着模压温度的升高,图6(a)和图6(b)中的碳纤维复合材料实际抗拉强度和标准化拉伸强度都先增加后减小,实际抗拉强度最大值在模压温度240℃时取得。这主要是因为随着模压温度从220℃上升至250℃,熔融基体树脂粘度会逐渐降低,碳纤维的浸润效果提升,界面性能得到改善,拉伸强度得到提升,但是温度过高,粘度的进一步降低会影响流动性造成平纹结构破坏[9],拉伸强度反而会减小。
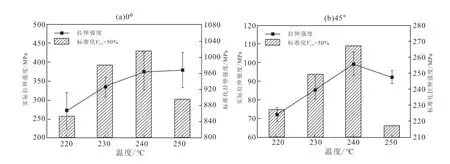
图6 不同模压温度下碳纤维复合材料的拉伸性能Fig.6 Tensile properties of carbon fiber composites at different molding temperatures
图7为不同模压温度碳纤维复合材料的冲击性能测试结果。与拉伸强度随着模压温度的变化趋势一致的是,碳纤维复合材料的冲击功和峰值力也随着模压温度升高而先增大后减小,冲击功最大值在模压温度240℃时取得。模压温度对碳纤维复合材料冲击性能的影响与温度变化带来熔融基体树脂粘度改变有关,适宜的模压温度有助于复合材料成型[10],而温度过高会破坏内部结构而降低冲击性能。
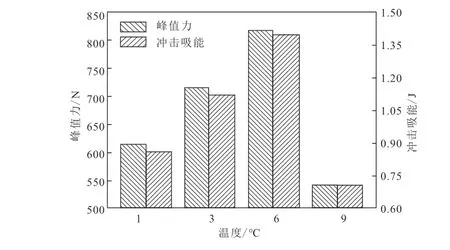
图7 不同模压温度碳纤维复合材料的冲击性能Fig.7 Impact properties of carbon fiber composites at different molding temperatures
图8为不同模压压力碳纤维复合材料的拉伸性能,取样为0°方向。碳纤维复合材料试样的实际抗拉强度和标准化拉伸强度都随着模压压力升高而先增加后减小,最大值在模压压力为3MPa时取得。这主要是因为随着模压压力的升高,碳纤维复合材料中的丝束间隙会发生改变而影响整体结构,在较小的压力下,碳纤维复合材料丝束间间隙相对较小,承受拉伸载荷的作用较强而具有较大的拉伸强度[11],而模压压力过大会增大间隙而减小拉伸强度。
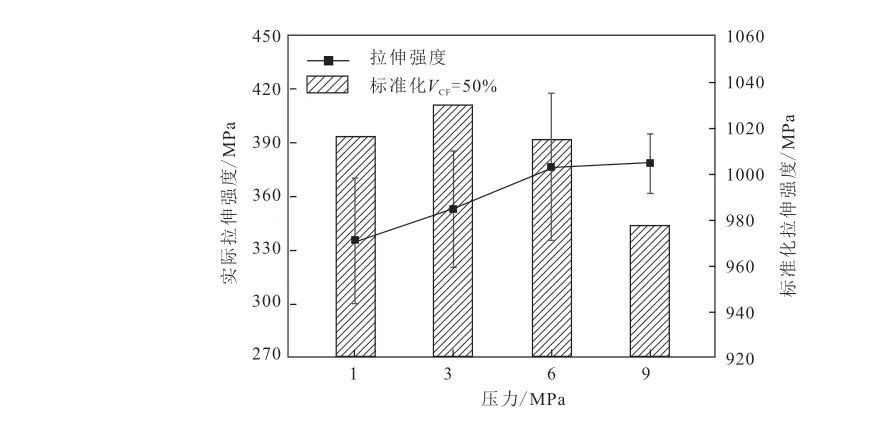
图8 不同模压压力碳纤维复合材料的拉伸性能Fig.8 Tensile properties of carbon fiber composites under different molding pressures
图9为不同模压压力碳纤维复合材料的室温冲击性能测试结果。冲击性能随着模压压力的变化趋势与拉伸性能相似,即表现为冲击功和峰值力随着模压压力增加而先增大后减小,最大值在6MPa时取得。模压压力过小不足以使得碳纤维与熔融基体产生协同作用,冲击过程中的应力无法传递至碳纤维上造成冲击性能较低[12],而当模压压力为6MPa时,碳纤维复合材料的成型质量较好,内部结构较为紧凑,冲击性能最佳;如果成型压力过大,碳纤维复合材料的内部间隙过大而影响整体结构[13],冲击性能反而减小。
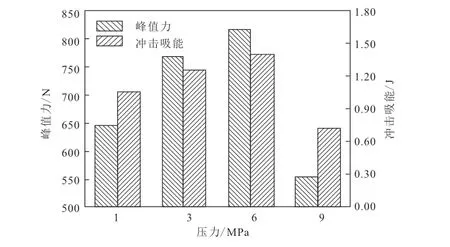
图9 不同模压压力碳纤维复合材料的室温冲击性能Fig. 9 Room temperature impact properties of carbon fiber composites with different molding pressures
图10为不同模压时间碳纤维复合材料的拉伸性能测试结果,模压温度为240℃、模压压力为6MPa。碳纤维复合材料试样的抗拉强度随着模压时间延长而先增大后减小,最大值在模压时间10min时取得。这主要是因为模压成型过程中碳纤维与熔融基体之间的浸润需要一定的时间,如果成型时间过短,浸润不充分会造成成型质量较差而影响拉伸强度;但是如果成型时间过长,碳纤维复合材料中会产生溢料现象而对碳纤维丝束产生冲散作用,影响整体质量而降低拉伸强度。因此,碳纤维复合材料适宜的模压时间为10min。此外,无论是0°还是45°碳纤维复合材料试样,拉伸强度随着模压时间的变化趋势基本一致,并没有出现明显各向异性。
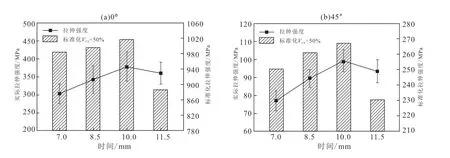
图10 不同模压时间碳纤维复合材料的拉伸性能测试结果Fig. 10 Test results of tensile properties of carbon fiber composites with different molding time
3 结论
(1)模压温度为250℃时碳纤维复合材料的聚拢性相对较差,而模压温度为220℃和240℃时碳纤维复合材料都呈现棋盘状,碳纤维较为紧凑,且模压温度为240℃时的直线度最好。当模压压力为1MPa和6MPa时,碳纤维复合材料都体现出较好的聚拢性,平直度较好。当模压时间为7min和8.5min时,碳纤维复合材料的成型性相对较好,碳纤维复合材料表面的碳纤维较为紧凑,而模压时间上升为11.5min时,碳纤维复合材料的聚拢性变差。
(2)碳纤维复合材料的冲击性能会随着模压温度升高或者模压压力增大而先增加后减小。碳纤维复合材料的拉伸强度会随着模压温度升高、模压压力增大或者模压时间延长而先增加后减小。
(3)适宜的成型工艺为:模压温度、模压压力和模压时间分别为240℃、6MPa和10min。
猜你喜欢
纺织科学研究(2021年6期)2021-12-02
纺织科学研究(2021年7期)2021-12-02
玻璃(2021年8期)2021-08-25
建材发展导向(2021年14期)2021-08-23
粉末冶金技术(2021年3期)2021-07-28
粉末冶金技术(2021年1期)2021-03-29
内燃机与配件(2020年4期)2020-09-10
World Journal of Diabetes(2019年7期)2019-07-23
当代陕西(2018年9期)2018-08-29
现代农业研究(2017年4期)2017-05-23